ел
IS9
О
Изобретение касается производства изделий из сыпучих материалов и может быть использовано в составе гибких производственных модулей для загрузки материала в бункеры оборудования.
Цель изобретения - повышение надежности и производительности.
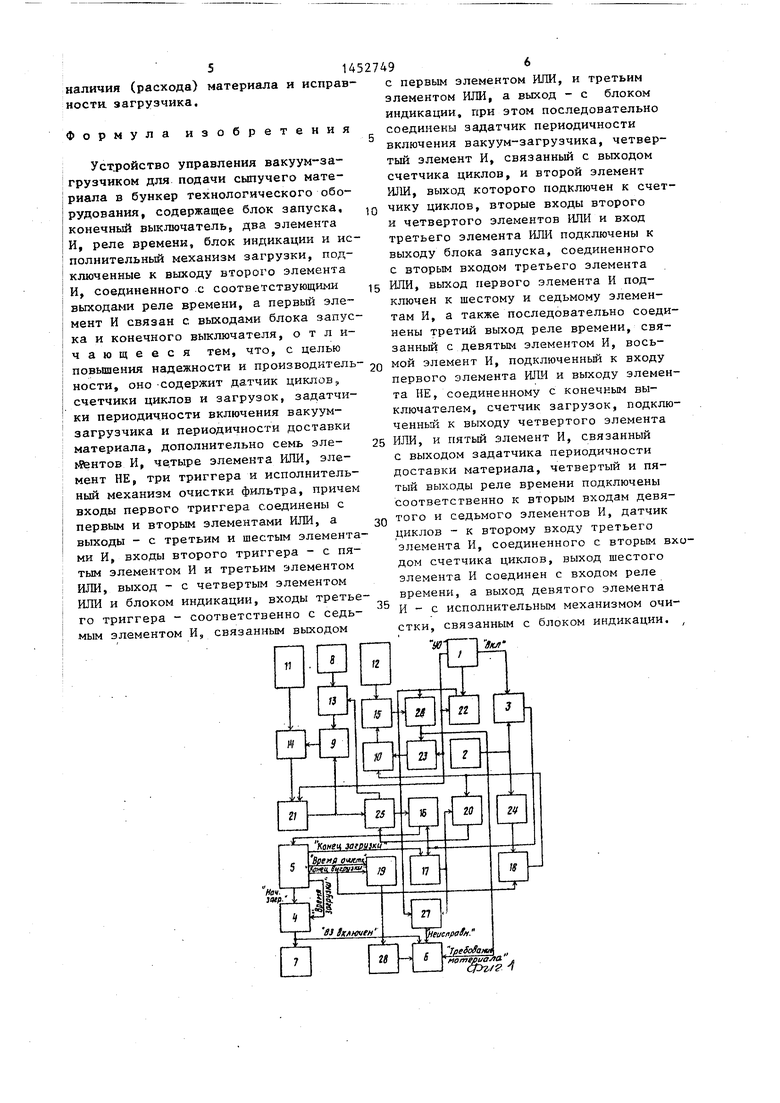
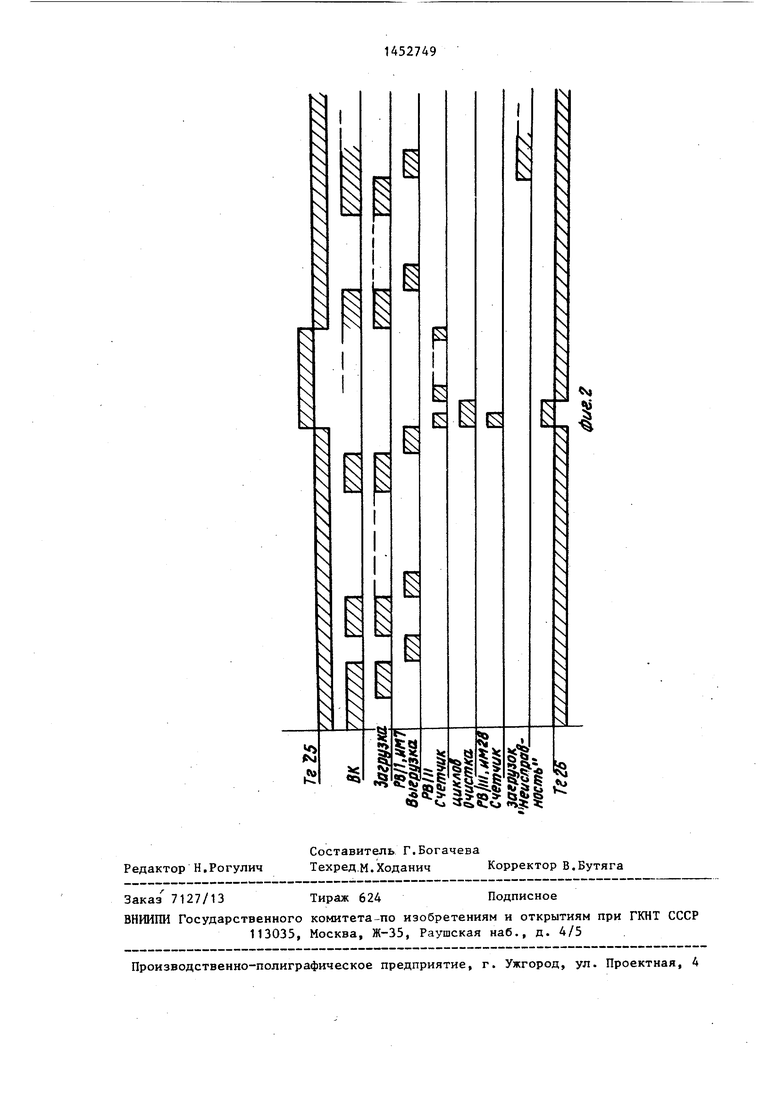
На фиг. 1 представлено предлагаемое устройство управления; на фиг.2 - циклограмма работы вакуум-загрузчика. Устройство содержит блок 1 запуска, конечный выключатель 2, элементы
И 3 и 4, реле 5 времени, блок 6 индикации, исполнительный механизм 7 загрузки, датчик 8 циклов, счетчик 9 циклов, счетчик 10 з,агрузок, задатчик 11 периодичности включения загрузчика, задатчик 12 периодичности доставки материала, дополнительных шесть элементов И 13-19, четыре элемента ИЛИ 20-23, элемент НЕ 24, три триггера 25-27, исполнительный механизм 28 очистки.
Блок 1 запуска предназначен для включения вакуум-загрузчика (ВЗ),приведения устройства управления в исходное состояние перед его запуском и его элементов после доставки элементов после доставки материала или устранения неисправности.
Бесконтактный конечный выключатель 2 соединен с поворотной крышкой (заслонкой) загрузчика и служит датчиком положения заслонки.
Реле 5 времени выполнено трехка- нальным и служит для задания временных параметров операций загрузки (ЕВ/1) и выгрузки (PB/I1) материала и очистки фильтра (PB/II1).
В качестве датчика 8 циклов используется датчик раскрытия пресс- формы, установленной на оборудовании Исполнительными механизмами загру ки 7 и очистки фильтра 28 служат, соответственно, электродвигатель воздухоотсасывающего агрегата и пнев мораспределитель.
Устройство работает следующим образ ом.
После наладки оборудования для изготовления данной детали при помощи задатчиков 11 и 12 задаются перидичность включения ВЗ и доставки материала, которые рассчитываются на основании параметров техпроцесса (дозы материала на первый цикл работы оборудования, объема бункера загрузчика, машины и емкости для ма0
5
0
5
30
35
40
45
50
55
териала), а с помощью реле 5 времени - временные параметры загрузки и выгрузки материала и очистки фильтра: командой УС из блока 1 запуска на входы счетчика циклов и триггера 26 (через элемент ИЛИ 21), счетчика 10 загрузок (через элемент ШШ 23) и триггеров 26 и 27 (через элемент ИЛИ 22) устройство приводится в исходное состояние, машина переводится в автоматический (полуавтоматический) режим. Подачей команды ВКЛ из блока 1 запуска на вход элемента И 3 включается загрузчик.
При замкнутом выключателе 2 (фиг. 2) и сброшенном триггере 25 (наличие сигналов на входах элементов ИЗ и 16) через элементы И 3 и 16 включается реле 5 времени через элемент И 4 (Начало загрузки и Время загрузки),включается исполнительный механизм 7 загрузки (воз- духоотсасывающий агрегат) и в блок 6 индикации вьщается сигнал о том, что вакуум загрузки включен.
В процессе работы воздухоотсасывающего агрегата производится подача материала из емкости в бункер.
По истечении заданного времени срабатывает PB/I 5, которое отключает исполнительный механизм 7 загрузки (снимается сигнал Время загрузки с входа элемента И 4). Под воздействием массы набранного материала открывается заслонка и материал подается в бункер машины, после чего заслонка возвращается в исходное положение, замыкая контакт конечного выключателя 2.
По сигналам Конец выгрузки с PB/II и Время очистки с PB/III через элемент И 19 включается исполнительный механизм 28 очистки Фильтра и из магистрали подается сжатьй воздух, очищая фильтр от частиц материала. После срабатывания PB/III исполнительный механизм 28 отключается (снимается сигнал с входа элемента И 19, реле 5 времени возвращается в исходное состояние, и цикл работы ВЗ повторяется.
Периодическая работа ВЗ продолжается до полного заполнения материалом бункера машины, после чего заслонка не может принять исходное положение, так как подпирает материал. При этом по сигналу с PB/II Конец выгрузки через элементы НЕ 24 (конеч
314
ный выключатель 2 разомкнут) и элемент И 18 подается сигнал в счетчик 10 загрузок; через элемент ИЛИ 20 включается триггер 25, который снимает сигнал с входа элемента И 16, отключая реле 5 времени, через элемент И 13 подключается датчик 8 циклов к счетчику 9.
,После выполнения заданного задат- чиком 11 количества циклов машины срабатывает элемент И 14 сравнения, по сигналу с которого через элемент ИЛИ 21 сбрасывается счетчик 9 циклов и триггер 25, который инверсным выходом отключает датчик 8 циклов, а прямым дает разрешение (через элемент И 16) на включение реле 5 времени. Цикл работы ВЗ повторяется, завершаясь подачей очередного сигнала в счетчик 10 загрузок. . При совпадении заданной задатчико 12 периодичности доставки материала с фактическим количеством загрузок бункера машины элементом И 15 через триггер 26 вьщается сигнал Требование материала в блок 6 индикации.
В процессе работы осуществляется контроль работоспособности ВЗ. Если
0
Объем бункера загрузка, кг 3 Объем бункера машины, кг12
Емкость тары для материала,кг 25 Производительность машины, ЦИКл/смену600
После установки остастки для работы ВЗ задаются следующие параметры: Периодичность загрузки бункера машины (включения 33), циклы 225 Периодичность доставки материала, загрузки 2 Время загрузки, с 15 Время выгрузки, с 3 Время очистки фильтра, с5 Производится отладка техпроцесса, затем машина переводится в рабочий режим. Работа загрузчика начинается 5 после установки оснастки, включения машины и ВЗ и приведения устройства управления в исходное состояние. Через 15 с работы воздухоотсасывающего агрегата срабатывает PB/I, которое
5
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство управления загрузкой шихты в стекловаренную печь | 1980 |
|
SU874670A1 |
| Устройство для управления загрузкой шихты в стекловаренную печь | 1984 |
|
SU1178695A1 |
| СИСТЕМА КОНТРОЛЯ И УПРАВЛЕНИЯ ДЛИТЕЛЬНОСТЬЮ ТЕХНОЛОГИЧЕСКИХ ОПЕРАЦИЙ НА ЛИНИИ СТАЦИОНАРНЫХ ГАЛЬВАНИЧЕСКИХ ВАНН | 1987 |
|
RU1491053C |
| Система управления циклами подачи сыпучих материалов в вакууматор | 1990 |
|
SU1710585A2 |
| УСТАНОВКА СТРУЙНОЙ ПРОМЫВКИ ДЕТАЛЕЙ | 1990 |
|
RU2054978C1 |
| Система автоматического управления фильтром склада бестарного хранения муки | 1985 |
|
SU1304851A1 |
| Система программного управления подачей длинномерного материала в рабочую зону обрабатывающей машины | 1986 |
|
SU1335932A1 |
| Устройство для нанесения покрытий люминесцентных ламп | 1990 |
|
SU1780118A1 |
| Индивидуальный дозатор корма | 1988 |
|
SU1590059A1 |
| Система управления поточной линией для приготовления стекольной шихты | 1983 |
|
SU1168517A1 |
Изобретение относится к производству изделий из сыпучих материалов и может быть использовано в составе гибких производственных модулей для загрузки материала в бункеры оборудования. Цель изобретения состоит в повьшении надежности и производительности за счет расширения функциональных возможностей устройства управления вакуум-загрузчиком, заключающегося во введении схем автоматического управления периодическим процессом загрузки, контроля расхода материала и исправности загрузчика и управления очисткой фильтра, что уменьшает возможность выхода из строя оборудования, исключает необходимость его остановки для очистки фильтра и в связи с отсутствием материала сокращает потери времени персонала и простои оборудования и повышает срок его службы. 2 ил. i О)
по какой-либо причине после включения зо отключает исполнительный механизм
загрузчика его бункер не заполнился и после получения сигнала Конец загрузки с реле 5 времени заслонка не открьиГась, а конечный выключатель 2 не разомкнулся, элемент И 17 вьща- ет сигнал Неисправность ВЗ в блок 6 индикации.
Получив информацию об отсутствии материала или неисправности ВЗ, оператор принимает необходимые меры для дальнейшей работы оборудования. После устранения отклонения в работе загрузчика сигналом из блока 1 запуска (через элемент ИЛИ 22) приводится в исходное состояние триггер 26 или 27.
Пример. Использование данного устройства управления ВЗ в составе производственного модуля на базе литьевой машины для изготовления деталей из термопластичных материалов.
Параметры техпроцесса:
Тип материала Полистирол черный Вес отливки,г 53 Длительность одного цикла работы машины, мин0,8
5
0
5
0
5
загрузки, и набранный в бункер ВЗ материал в течение 3 с подается в бункер машины, после чего включается исполнительный механизм очистки фильтра. Через четыре цикла работы ВЗ выключается, так как бункер машины заполняется и начинается отсчет циклов работы машины. I
Через 225 циклов снова включается ВЗ и заполняет материалом бункер машины. После двух загрузок бункера машины формируется сигнал Требование материала, с доставкой которого начинается новый отсчет загрузок.
По сравнению с известным предлагаемое устройство управления ВЗ имеет повьш1енную надежность и производительность и расширение функциональных возможностей, так как обеспечивает сокращение времени работы и по- вьш1ение срока службы за счет исключения остановок оборудования для очистки фильтра, сокращение потерь времени персонала на контроль наличия материала и исправности работы загрузчика, задания и обеспечения периодического режима работы, управления процессом очистки фильтра, контроля
51452749
наличия (расхода) материала и исправ- с первьш элементом ИЛИ, и третьим
нести, загрузчика.
элементом ИЛИ, а выход - с блоко индикации, при этом последователь соединены задатчик периодичности включения вакуум-загрузчика, четв тый элемент И, связанный с выходо счетчика циклов, и второй элемент ИЛИ, выход которого подключен к с Q чику циклов, вторые входы второго и четвертого элементов ИЛИ и вход третьего элемента ИЛИ подключены выходу блока запуска, соединенног с вторым входом третьего элемента 15 ИЛИ, выход первого элемента И под ключен к шестому и седьмому элеме там И, а также последовательно со нены третий выход реле времени, с занный с девятым элементом И, вос
Формул
и 3
обретения
Устройство управления вакуум-загрузчиком для подачи сыпучего материала в бункер технологического оборудования, содержащее блок запуска, конечный выключатель, два элемента И, реле времени, блок индикации и исполнительный механизм загрузки, подключенные к выходу второго элемента И, соединенного с соответствующими выходами реле времени, а первый элемент И связан с выходами блока запуска и конечного выключателя, отличающееся тем, что, с целью
элементом ИЛИ, а выход - с блоком индикации, при этом последовательно соединены задатчик периодичности включения вакуум-загрузчика, четвертый элемент И, связанный с выходом счетчика циклов, и второй элемент ИЛИ, выход которого подключен к счет Q чику циклов, вторые входы второго и четвертого элементов ИЛИ и вход третьего элемента ИЛИ подключены к выходу блока запуска, соединенного с вторым входом третьего элемента 15 ИЛИ, выход первого элемента И подключен к шестому и седьмому элементам И, а также последовательно соеди нены третий выход реле времени, связанный с девятым элементом И, восьияюшееся тем, что, .л..-. -
:.i.:«, --„ос™ „ .РО„ззод„.ель- ,„ ™ .ГЙ1чТ1Гд л™
ности, оно-содержит датчик циклов,, счетчики циклов и загрузок, задатчи- ки периодичности включения вакуум- загрузчика и периодичности доставки материала, дополнительно семь эле- isiteHTOB И, четыре элемента ИЛИ, элемент НЕ, три триггера и исполнительный механизм очистки фильтра, причем входы первого триггера соединены с первым и вторым элементами ИЛИ, а выходы - с третьим и шестым элементами И, входы второго триггера - с пятым элементом И и третьим элементом ИЛИ, выход - с четвертым элементом ИЛИ и блоком индикации, входы третьего триггера - соответственно с седьмым элементом И, связанным выходом
первого элемента ИЛИ и выходу элеме та НЕ, соединенному с конечным выключателем, счетчик загрузок, подкл ченный к выходу четвертого элемента 25 ИЛИ, и пятый элемент И, связанный с выходом задатчика периодичности доставки материала, четвертый и пятый выходы реле времени подключены соответственно к вторым входам девя того и седьмого элементов И, датчик циклов - к второму входу третьего элемента И, соединенного с вторым в дом счетчика циклов, выход шестого элемента И соединен с входом реле времени, а выход девятого элемента И - с исполнительным механизмом оч стки, связанным с блоком индикации
30
35
с первьш элементом ИЛИ, и третьим
элементом ИЛИ, а выход - с блоком индикации, при этом последовательно соединены задатчик периодичности включения вакуум-загрузчика, четвертый элемент И, связанный с выходом счетчика циклов, и второй элемент ИЛИ, выход которого подключен к счет- чику циклов, вторые входы второго и четвертого элементов ИЛИ и вход третьего элемента ИЛИ подключены к выходу блока запуска, соединенного с вторым входом третьего элемента ИЛИ, выход первого элемента И подключен к шестому и седьмому элементам И, а также последовательно соединены третий выход реле времени, связанный с девятым элементом И, вось с.л..-. -
™ .ГЙ1чТ1Гд л™
™ .ГЙ1чТ1Гд л™
первого элемента ИЛИ и выходу элемента НЕ, соединенному с конечным выключателем, счетчик загрузок, подключенный к выходу четвертого элемента ИЛИ, и пятый элемент И, связанный с выходом задатчика периодичности доставки материала, четвертый и пятый выходы реле времени подключены соответственно к вторым входам девятого и седьмого элементов И, датчик циклов - к второму входу третьего элемента И, соединенного с вторым входом счетчика циклов, выход шестого элемента И соединен с входом реле времени, а выход девятого элемента И - с исполнительным механизмом очистки, связанным с блоком индикации. ,
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| - Одесса, 1983. | |||
