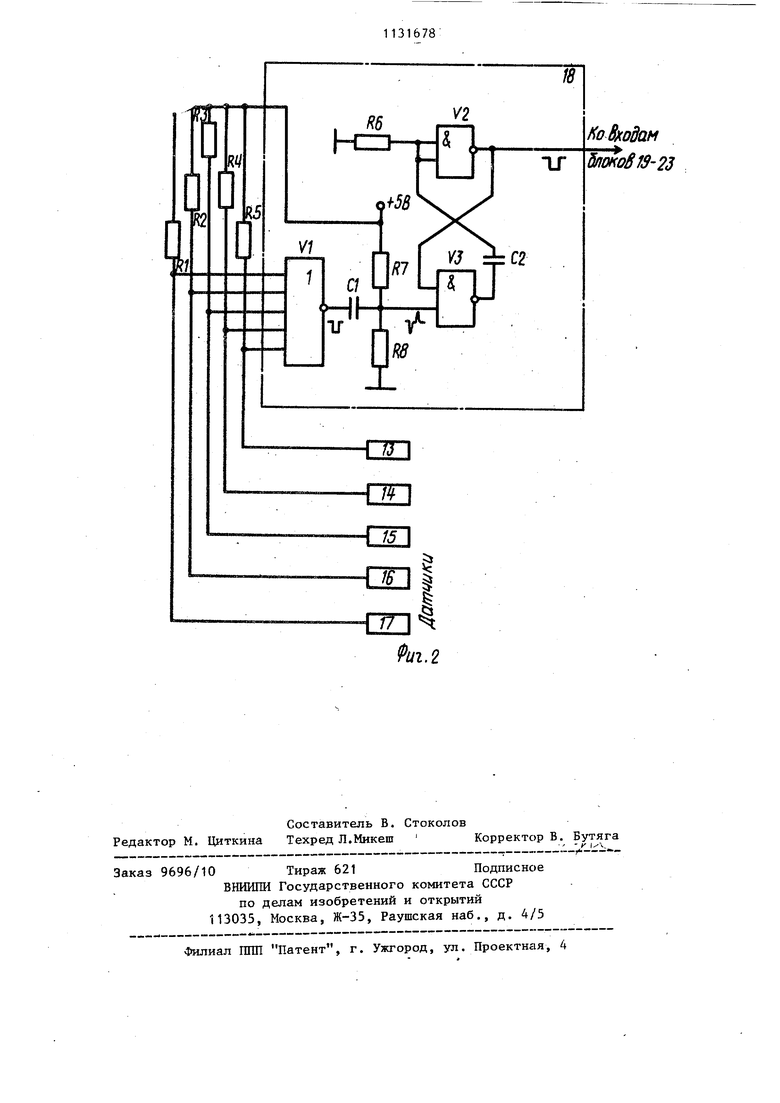
Изобретение относится к машиностроению, в частности к конструкции систем управления оборудованием для обработки давлением. Известно устройство управления aвтoмaт зиpoвaнным прессовьм оборудованием, содержащее датчики положения исполнительных механизмов и заготовок, программный задатчик дли тельности операций, элемент задержки и блок управления, связанньй с приводом исполнительных механизмов и индикатором Л . Недостатком известного устройства является низкая надежность, обусловленная отсутствием контроля выполнения каждой операции технологического цикла. Цель изобретения - повьшение надежности работы путем повышения точности контроля выполнения всех операций технологического цикла. Указанная цель достигается тем, что устройство для управления автоматизированным прессовым оборудованием, содержащее датчики положений исполнительных механизмов и заготовок 5 программньш задатчик длительности операций, элемент задержки и блок управления, связанньШ с приводом исполнительных механизмов и индикатором, снабжено блоками операти ной памяти и обработки сигналов все датчиков, reHep afopoM импульсов, элементом И, а также четырехвходовы счетчиком, причем все датчики соеди нены с входами блока обработки сигналов, выход которого связанс входами элементов задержки, блоков управления и оперативной памяти, эле мента И, а также сбрасьшающим входо счетчика, счетный вход которого сое динен с выходом элемента И, вход за писи предустановки - с выходом элемента задержки и информационный вход - с выходом блока оперативной памяти, входы которого связаны с программным задатчиком, а выход сче чика соединен одновременно с входами индикатора и блока управления, при этом выходы генератора импульсо подключены к входам блока управлени и элемента И. На фиг. .1 показана функциональна схема устройства управления автоматизированным прессовым оборудованием; на фиг. 2 - обработки сигнало датчиков. 8I Линейный ротор 1, установленный на станине пресса 2, в штамповой зоне содержит размещенную в корпусе подвижную руку 3, несущую рабочие органы 4. Рука 3 связана с приводом 5(например, шаговым двигателем с редуктором). Заготовки 6 уложены в стопу 7 на манипуляторе 8. Робот 1 снабжен двумя столами 9 ориентации. Перед подачей заготовок 6 в рабочий штамп 10 осуществляется их ориентация на правом столе 9 ориентации заготовок. Готовое изделие 11 после обработки в штампе 10 переносится на левьш стол 9 ориентации готовых изделий, а затем в стопу 12 готовых изделий. Датчики 13 и 14 контроля положения исполнительных механизмов установлены на станине пресса 2 и служат для контроля крайнеКо левого (13) и правого (14) положения подвижной руки 3. Датчики 15 и 16 контроля положения заготовок установлены в столах 9 ориентации и служат для контроля наличия заготовки 6или готового изделия 11. Датчик 17 смонтирован в штампе 10 пресса 2 и служит для контроля наличия заготовки в зоне штамповки. Устройство управления снабжено также системой контроля работы оборудованием, которая состоит из блока 18 обработки сигналов датчиков, соединенного соответственно с датчиками 13-17, а выход блока 18 связан с входами элемента И 19, блока 20 управления, элемента 21 задержки, а также установочными входами счетчика 22 и входом блока 23 оперативной памяти. В устройство входит также генератор 24 импульсов, выход которого соединен с входом элемента И 19, выход которого связан со счетным входом счетчика 22, а выход элемента 21 задержки соединен с входом управления записи предустановки счетчика 22. Программный задатчий 25 соединен с информационным входом блока 23 оперативной памяти, выход которого соединен с информационным входом предустановки счетчика 22. Выход счетчика 22 соединен с входом индикатора 26 и входом блока 20 управления, другой вход которого связан с выходом генератора 24 импульсов. На чертеже приняты спедуюпще обоз 1ачения входов и вькода счетчика 22: С - счетный вход в режиме сложения; установочный вход (сброс) в нулевое состояние; L - вход управления записи предустановки; D. - информационный вход предустановки: Р - выход переноса в режиме сложения. Датчики 13 - 17 представляют собой индуктивные бесконтактные элементы контроля (постоянного напряжения) , применяемые для контроля положения узлов и заготовок при холодноштамповочных работах и позиционирования сред(;:тв автоматизации. Эти датчики формируют на своем выходе (выход с открытым коллектором) сигнал 1 при наличии предмета, например заготовки, в активной зоне датчика. Напряжения 1 и О выходного сигнала датчика соответствуют напряжениям элементов схемы блока 1 8 . Ъпок 18 обработки сигналов датчи ков предназначен для приема и передачи сигналов датчиков без эффекта дребезга Так, при окончании первого перехода и при наличии заготовки 6 на первом столе 9 ориентации и готовых изделий 11 на втором столе, на втор столе 9 ориентации и в штампе 10 пресса,срабатывают датчики 15 - 17, неоднородность срабатывания которых .устраняется наличием в схеме блока 18 обработки сигналов датчиков ждущего мультивибратора длительность выходного импульса которого выбирается с учетом этих погрешностей. При срабатывании первого датчика си нал 1 поступает на вход логическо го элемента ИЛИ-НЕ (микросхема VI), инвертируется, дифференцируется (элементы С1, Р 7, РВ) и запускает ждущий мультивибратор (микросхемы V2, V3). Таким образом, ждущий муль тивибратор запускается от сигнала первого сработавшего датчика обратн связи, а срабатывание следующих дат чиков не изменяет выходного сигнала ждущего мультивибратора. Дпительность выходного импульса мультивибратора регулируется величиной емкости конденсатора С2. В этом случа ждущий мультивибратор работает в ка честве расширителя длительности вхо ногоо импульса. Блок 20 управления приводит в движение привод 5 (шаговый двигател причем разрешающая команда на движение двигателя 5 в начале соответствующего перехода цикла поступает на его первый вход, а запрешающая команда на движение - на второй вход. Скорость движения шагового двигателя привода 5 определяется частотой импульсов, поступающих на третий вход блока 20 управления от генератора 24. В кячестве блока 20 управления может быть применена система ПУ (например, Программа 20А) с силовым шаговым двигателем (например, типа ЕС10). Программный задатчик 25 вьтолнен на декадных переключателях. Способ заданий программы - предварительный набор на декадных переключателях, являющихся программоносителями. Число устанавливается на задатчиках, которыми являются декадные переключатели. Запись информации о длительности переходов цикла работы робота осуществляется при нажатии кнопки Запись (не показана) в блоке 23 оперативной памяти. Таким образом, набором в программном.задатчике 25 численного значения длительности переходов и записью их последовательно в блоке 23 .оперативной памяти осуществляется организация записи всего цикла работы робота . 1 . ... Устройство управления прессовым оборудованием работает следующим образом. Вначале рука 3 находится и крайнем правом положении, при этом зах ваты 4 ус- анавливаются соответственно над стопой 7- заготовок, двумя столами 9 ориентации и штампом 10. Конструкция привода руки 3 обеспечивает ее перемещение при транспортировании заготовок 6 и готовых изделий 11 с одной позиции на другую по П-образному закону. При включении шагового двигателя привода 5 рука 3 опускается, захват 4 берет заготовку 6 и вместе с ней рука 3 поднимается , затем вдижется влево на величину шага подачи и опускается, устанавливая заготовку 6 на правый стол 9 ориентации, после чего заготовка 6 готова к переносу в щтамп 10. Далее рука 3 поднимается и двигается-вправо , цикл повторяется: ориентированная заготовка 6 с правого стола 9 устанавливается в штамп 10, а новая заготовка 6 из стопы 7 - на правый стол 9, готовое изделие 11 из штампа 10 после хода ползуна пресса 2 - на i1 левый стол 9 ориентации, где изделие 11 ориентируется, а затем переноситс в стопу 12 готовых изделий. Движение по циклу линейного робота 1 осуществляется командными импульсами с выхода блока 20 управлени на вход шагового двигателя привода 5 и контролируется датчиками 13-17. Весь цикл движения робота можно разбить на отдельные переходы в интервалах между срабатыванием соответствующих датчиков, причем длительность этих переходов известна заранее. Это позволяет при помощи программного задатчика 25 записать информацию в блок 23 оперативной памяти о длительности переходов последовательно согласно цикла работы робота. Исходное состояние руки 3 роботакрайнее правое положение - контролируется датчиком 14. Командные импуль сы, поступающие с второго вькода генератора 24 импульсов, формируются блоком 20 управления и приводят во шаговый двигатель привода 5 с редуктором И парой винт - гайка, рука 3 начинает опускаться. Срабатывает датчик 14, и на выходе блока 18 обработки сигналов датчиков появляет ся отрицательный импульс, что являет ся командой на начало первого перехода для блока 20 управления. При этом сбрасьгоается в нуль счетчик 22, устанавливается в блоке 23 адрес дли тельности первого перехода, запршдаётся пропуск импульсов счета с первого выхода генератора 24 импульсов на время действия отрицательного импульса на счетный вход счетчика 22 и производится запуск элемента 21 задержки, После вьщержки необходимой для обнуления счетчика 22 и установки адреса в блоке 23 оперативной памяти, сигналом с выхода элемента 21 задержки производится запись информа ции о длительности первого перехода на информационный вход предустановки счетчика 22 из блока 23, и по окрнчз 78 НИИ отрицательного импульса на выходе блока 18 обработки сигналов датчиков начинается контрольный отсчет длительности первого перехода. Таким образом, по сигналу с выхода блока 18 обработки сигналов датчиков начинается первый переход в движении робота и контрольный отсчет времени его длительности, причем в блоке 23 записывается информация о длительности переходов с учетом погрешностей срабатывания датчиков и шагового двигателя с редуктором и парой винтгайка. Если контрольный отсчет времени перехода не закончился и поступает сигнал об окончании перехода от соответствующего датчика, то начинается следующий переход и его контрольный отсчет времени. В случае, если счетчик 22 переполнится, а соответствующий датчик не сработает, что является сбоем в работе робота, выходной сигнал счетчика 22 поступает в индикатор 26 для создания светового и звукового сигнала о сбое робота с одновременным запретом вьщачи командных импульсов блоком 20 управления шаговому двигателю привода 5. После устранения причины сбоя возвращение руки робота в исходное состояние Ьсуществляется нажатием кнопки Пуск в ручном режиме (не показана). При переносе последнего изделия 1I с левого стола 9 ориентации в стопу 12 готовых изделий в автоматическом режиме работы робота датчика 15-17 не срабатывают из-за отсутствия заготовок на правом столе 9 ориентации и в штампе 10 и готового изделия на левом столе 9 ориентации, робот блокируется с выхода счетчика 22 на второй вход 20 управления. Эффективность предлагаемого устройства управления обуславливается повышением надежности работы устройства за счет- точного контроля исполнения всех операций технологического цикла.
П W
Й/г.2
| название | год | авторы | номер документа |
|---|---|---|---|
| Робот к листоштамповочному прессу | 1983 |
|
SU1098624A1 |
| Система управления роботом для листоштамповочного пресса | 1984 |
|
SU1234219A1 |
| Устройство для сварки | 1987 |
|
SU1459842A1 |
| Способ сварки и устройство для его осуществления | 1987 |
|
SU1555080A1 |
| РОБОТИЗИРОВАННЫЙ ИНФОРМАЦИОННО-ТЕХНОЛОГИЧЕСКИЙ МОДУЛЬ ДЛЯ ПРОИЗВОДСТВА ПРОВОЛОКИ В МОТКАХ | 2011 |
|
RU2497619C2 |
| Устройство для сварки | 1987 |
|
SU1479225A1 |
| Устройство для контроля подачи листовой заготовки | 1990 |
|
SU1756148A1 |
| Устройство для сварки | 1987 |
|
SU1563916A1 |
| Устройство для перемещения листового материала к обрабатывающей машине | 1988 |
|
SU1556801A1 |
| Устройство для сварки | 1988 |
|
SU1590284A1 |

УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ АВТОМАТИЗИРОВАННЫМ ПРЕССОВЫМ ОБОРУДОВАНИЕМ, содержащее датчики положений исполнительных механизмов и за- . готовок, программный задатчик длительности операций, элемент задержки и блок управления, связанный с приводом исполнительных механизмов и индикатором, отличающееся тем. что, с целью повышения надежности работы путем повышения точности контроля выполнения всех операций технологического цикла, оно снабжено блоками оперативной памяти и обработки сигналов всех датчиков, генератором импульсов, элементом И, а также четырехвходовым счетчиком, причем все датчики соединены с входами блока обработки сигналов, выход которого связан с входами элементов .задержки, блоков управления и оперативной памяти, элемента И, а также сбрасывающим входом счетчика, счетный вход которого соединен с выходом элемента И, вход записи предустановки - с выходом элемента задержки и информационный вход - с вькодом бло(Л ка оперативной памяти, входы которого связаны с программным задатчиком, а выход счетчика соединен одновременно с входами индикатора и блока управления, при.этом выходы генератора импульсов подключены к входам блока управления и элемента И.
| t | |||
| Устройство управления гидравлическим прессом | 1977 |
|
SU644634A1 |
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
