1
Изобретение относится к устройствам для закрепления труб в отверстиях способом механической развальцовки и может быть применено на предприятиях энергетического, транспортного, химического, пищевого машиностроения и судостроения, изготавливающих кожухотрубчатые теплообменные аппараты.
Известны устройства для механической развальцовки труб, содержащие инструмент, имеющий рабочую часть с хвостовиком, и привод поступательного или вращательного движения инструмента 1.
Недостатком этих устройств является низкая .стойкость инструмента из-за постоянного скольжения рабочей части по внутренней поверхности закрепляемой трубы.
Известно также устройство для развальцовки труб, содержащее инструменты в виде корпусов, каждый из которых имеет рабочую часть и ХВОСТОВИК 2.
На рабочей части каждого инструмента установлены эластичные рабочие элементы, а в хвостовике выполнена ступенчатая полость для воды, взаимодействующей при развальцовке с хладагентом. Образующийся при этом лед, проходя по каналам от хвостовика к рабочей части, воздействует на рабочие элементы, в результате чего происходит раздача трубы только в радиальном направлении.
Однако в этом устройстве для создания требуемого давления на трубу необходимо наличие специального элемента, обеспечивающего при замерзании воды расширение льда в определенном направлении - к рабочей части, так как лед при расширении стремится течь в направлении наименьшего сопротивления.
Наличие такого элемента, например, обратного клапана, а также необходимость выполнения внутренних каналов и расточек значительно усложняет конструкцию инструмента и является существенным недостатком известного устройства.
Целью настоящего изобретения является устранение указанного недостатка путем упрощения конструкции инструмента для
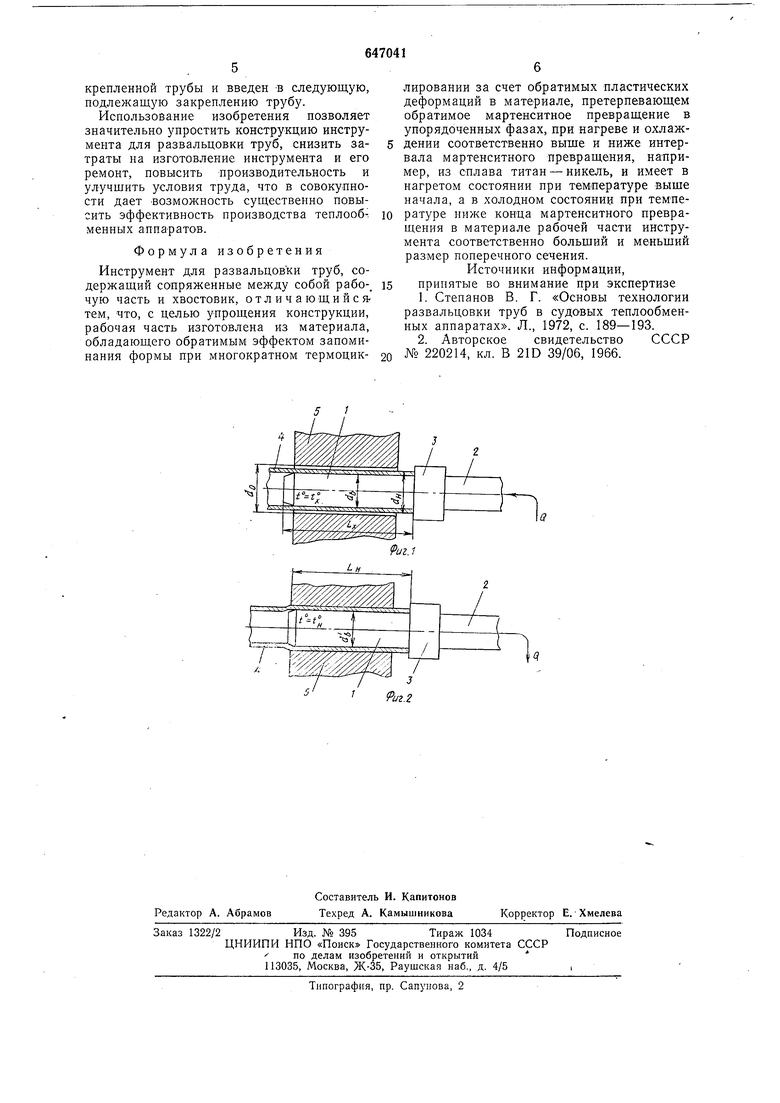
развальцовки труб. Поставленная цель достигается путем изготовления рабочей части инструмента из материала, претерпевающего обратимое мартенситное превращение и обладающего поэтому обратимым эффектом запоминания формы при многократном термоциклировании, что обеспечивает значительное по «сравнению с температурным расширением изменение размеров и степень деформации при изменении температуры рабочей части инструмента, так как обратимый эффект запоминания формы, вызываемый обратимым мартенситным превращением в упорядоченных фазах в материале при нагреве и охлажденииего выше и ниже интервала температур мартенситного превращения, позволяет обеспечить степень обратимых Пластических деформаций до 10%-15%. Инструмент изготавливается, например, из сплава титан - никель, имеет в нагретом состоянии при температуре выше начала, а в холодном состоянии при темлературе ниже конца мартенситного превращения в материале рабочей части инструмента соответственно больший и меньший размер поперечного сечения. Такое конструктивное выполнение формы рабочей части инструмента, которое может быть легко достигнуто посредством пластической деформации -при его изготовлении, в сочетании с особым свойством материала, обладающего обратимым эффектом запоминания формы при многократном термоциклировании, позволяет значительно упростить как конструкцию, так и сам процесс закрепления труб в трубных досках теплообменных аппаратов. На фиг. 1 показано положение инструмента в начале развальцовки; на фиг. 2 - положение инструмента но окончании развальцовки. Инструмент для развальцовки труб состоит на рабочей части 1 и хвостовика 2, разделенных упорным буртом 3. Инструмент (или его рабочая часть 1) выполнены из материала, обладающего обратимым эффектом запоминания формы при многократном термоциклнровании, т. е. из материала, претерпевающего обратимое мартенситное превращение в упорядоченных фазах в интервале температур мартенситного превращения, например, из сплава титан - никель (содержащего 54-56% никеля, остальное- титан; интервал температур мартенситного превращения от 40 до 60°С, предел прочности 87 кгс/ми, предел текучести 63 кгс/мм ; максимальное генерируемое напряжение при нагреве на 150-200°С выше интервала температур мартенситного превращения - 60 кгс/мм). Рабочая часть 1 инструмента формируется при температуре ...-|-500°С в соответствии с формой закрепляемой трубы, длиной вальцовочного пояса LH и размерами поперечного сечения трубы, обеспечивающими требуемую степень развальцовки, например, для круглой трубы по диаметру ds (фиг. 2). Этот диаметр может быть опредеЛён из соотношения: (d-d)-(do--d) 100%, где р -степень развальцовки труб; ds - внутренний диаметр трубы после развальцовки; ds - внутренний диаметр трубы до развальцовки; do - диаметр отверстия трубной доски до развальцовки; (н -наружный диаметр трубы до развальцовки;Оптимальное значение степени развальцовки р определено экспериментально и для стальных труб находится в пределах: Р 0,7... 1,6% для 10 и ,2. ..3,2% для 10, где 5 - толщИНа стенки трубы. После остывания в форме до температуры окружающей среды tx рабочая часть инструмента без нагрева формуется давлением в соответствии с формой закрепляемой трубы до размеров поперечного сечения, обеспечивающих свободный ввод рабочей части инструмента в трубу, например, для круглой трубы до диаметра . При этом длина LX рабочей части несколько увеличится, так как объем ее при обработке давлением не меняется. Инструмент работает следующим образом. Рабочую часть 1 инструмента при нормальной температуре вводят в трубу 4, установлеННую в отверстии трубной доски 5 (фиг. 1) до упора бурта 3 в торец трубы 4. К хвостовику 2 инструмента подводят количество тепла Q, достаточное для нагрева рабочей части 1 до температуры 4- Подвод тепла может осуществляться любым нагревательным устройством, например, индукционным электронагревателем (на чертеже не показан), надеваемым на хвостовик 2. При достижении температуры /н рабочая часть 1 инструмента примет форму и размеры ds, LH, приданные ей при изготовлении в горячем состоянии при температуре нВ результате этого произойдет раздача трубы в радиальном направлении с требуемой степенью развальцовки и осевое перемещение стенки трубы вместе с инструментом в сторону трубной доски. Это осевое перемещение оказывает благоприятное влияние на условия работы трубы в теплообменнике, так как устраняет сжимающие осевые напряжения. По окончании раздачи (развальцовки) трубы подвод тепла к хвостовику 2 прекращают, и инструмент охлаждается, например, отбором тепла Q проточной водой. При достижении температуры х рабочая часть 1 инструмента примет форму и размеры dx, LX (фиг. 1), Приданные ей при изготовлении при нормальной температуре tx, после чего инструмент может быть вынут из закрепленной трубы и введен Б следующую, подлежащую закреплению трубу.
Использование изобретения позволяет значительно упростить конструкцию инструмента для развальцовки труб, снизить затраты на изготовление инструмента и его ремонт, повысить производительность и улучшить условия труда, что в совокупности дает возмол ность существенно повысить эффективность производства теплооб-. менных аппаратов.
Формула изобретения
Инструмент для развальцовки труб, содержащий сопряженные между собой рабо- чую часть и хвостовик, отличающийсятем, что, с целью упрощения конструкции, рабочая часть изготовлена из материала, обладающего обратимым эффектом запоминания формы при многократном термоциклировании за счет обратимых пластических деформаций в материале, претерпевающем обратимое мартенситное превращение в упорядоченных фазах, при нагреве и охлаждении соответственно выще и ниже интервала мартенситного превращения, например, из сплава титан - никель, и имеет в нагретом состоянии при температуре выще начала, а в холодном состоянии при температуре ниже конца мартенситного превращения в материале рабочей части инструмента соответственно больщий и меньший размер поперечного сечения.
Источники информации,
принятые во внимание при экспертизе
1.Степанов В. Г. «Основы технологии развальцовки труб в судовых теплообменных аппаратах. Л., 1972, с. 189-193.
2.Авторское свидетельство СССР № 220214, кл. В 21D 39/06, 1966.
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для развальцовки труб | 1980 |
|
SU893334A2 |
| Способ развальцовки труб и инструмент для его осуществления | 1990 |
|
SU1738439A1 |
| ИНСТРУМЕНТ ДЛЯ РАЗВАЛЬЦОВКИ ТРУБ | 1991 |
|
RU2009746C1 |
| Инструмент для развальцовки труб | 1983 |
|
SU1148678A1 |
| Инструмент для развальцовки труб | 1987 |
|
SU1433574A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОЙ ВТУЛКИ ПОДШИПНИКА СКОЛЬЖЕНИЯ | 2006 |
|
RU2316414C1 |
| Способ обработки сплавов, обладающих эффектом памяти формы | 1988 |
|
SU1514820A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ВТУЛОК ПОДШИПНИКОВ СКОЛЬЖЕНИЯ | 2005 |
|
RU2289499C1 |
| Способ обработки изделий из сплавов, обладающих эффектом памяти формы | 1988 |
|
SU1611979A1 |
| Устройство для развальцовки труб в трубных решетках | 1986 |
|
SU1353558A1 |
./
