(54) ИНСТРУМЕНТ ДЛЯ РАЗВАЛЬЦОВКИ ТРУБ
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для развальцовки труб | 1983 |
|
SU1148678A1 |
| Инструмент для развальцовки труб | 1976 |
|
SU647041A1 |
| ИНСТРУМЕНТ ДЛЯ РАЗВАЛЬЦОВКИ ТРУБ | 1991 |
|
RU2009746C1 |
| Способ развальцовки труб и инструмент для его осуществления | 1990 |
|
SU1738439A1 |
| Силовой термочувствительный элемент | 1982 |
|
SU1100423A1 |
| Инструмент для развальцовки труб | 1987 |
|
SU1417967A1 |
| Инструмент для развальцовки труб | 1987 |
|
SU1433574A1 |
| ИНСТРУМЕНТ ДЛЯ РАЗВАЛЬЦОВКИ ТРУБ | 2003 |
|
RU2257275C2 |
| Устройство для развальцовки труб в трубных решетках | 1986 |
|
SU1353558A1 |
| СПОСОБ ПОЛУЧЕНИЯ НАНОСТРУКТУРНОГО СВЕРХУПРУГОГО СПЛАВА ТИТАН-НИКЕЛЬ | 2024 |
|
RU2831627C1 |
1
Изобрете1ше относится к устройствам для закрепления труб в отверстиях способом механической развальцовки, используемым на предприятиях энергетического, транспортного, химического, пищевого машинострое шя и судостроения, изготавливающих кожухотрубчатые теплообмегшые аппараты.
По основному авт.св. № 647041 известен инструмент для развальцовки труб, содержащий сопряженные между собой рабочую часть и хвостовик. Рабочая часть инструмента изготовлена из материала, обладающего обратимым эффектом запоминания формы при многократном термоциклировании за счет обратимых пластических деформаций в .материале, претерпевающем обратимое мартенситное превращение в упорядоченных фазах при нагреве и охлаждении соответственно вьппе и 1шже интервала мартенситното превращения, например из сплава тийн-никель, и имеет в нагретом состоянии при температуре вьпне начала, а в холодном состоянии при температуре ниже конца мартенситного превращения в материале рабочей части инструмента соответственно
больщий и меньший размер поперечного сече1шя 1 .
Этот инструмент для развальцовки труб имеет существенный недостаток - обладает узкими технологическими возможностями, так как одним инструментом можно развальцовывать только трубы одного размера по диаметру, в узком диапазоне толщин стенки трубы, а также в ограниченном диапазоне степеней развальцовки труб. Таким инструментом
10 нельзя надежно закреплять в отверстии трубы одного и того диаметра и толщины стенки, но из различных материалов, требующих для надежного уплотнения различных степеней развальцовки в отверстии трубной доски теп15лообменника. В связи с этим при широкой номенклатуре размеров труб, вьшолненных из различных материалов, подлежащих развальцовке, для оперативного ведения технологического процесса требуется довольно большой
20 набор типоразмеров инструмента для развальцовки труб, что экономически нецелесообразно.
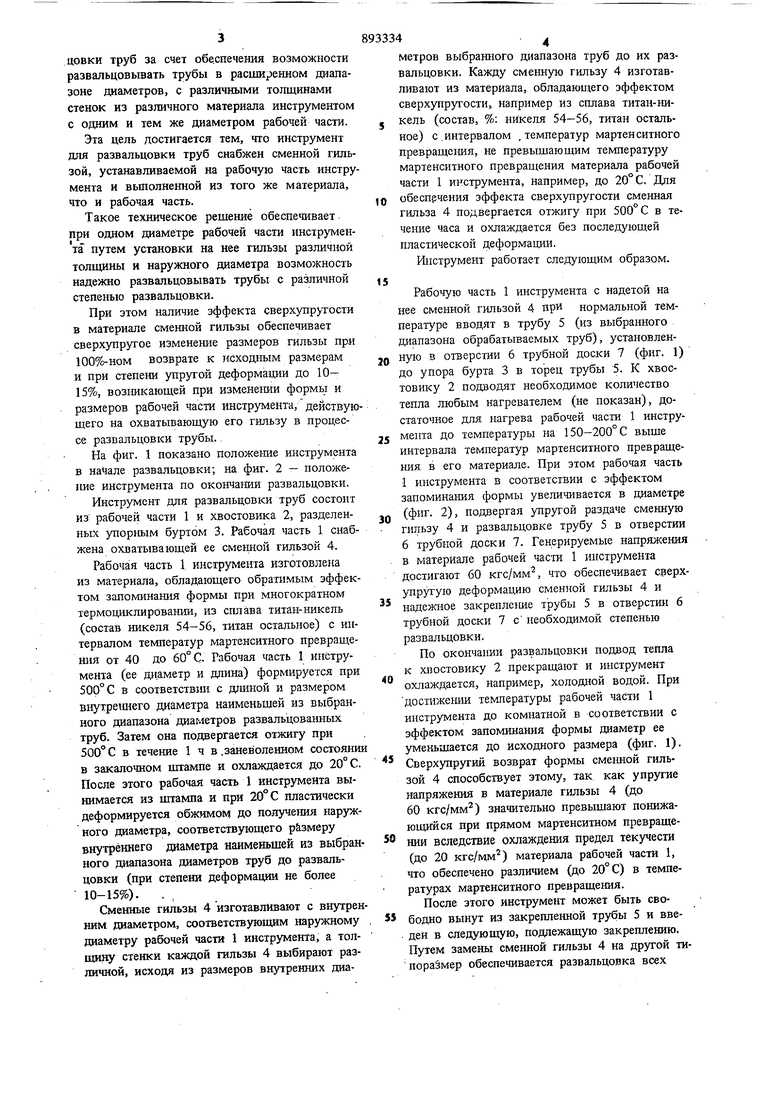
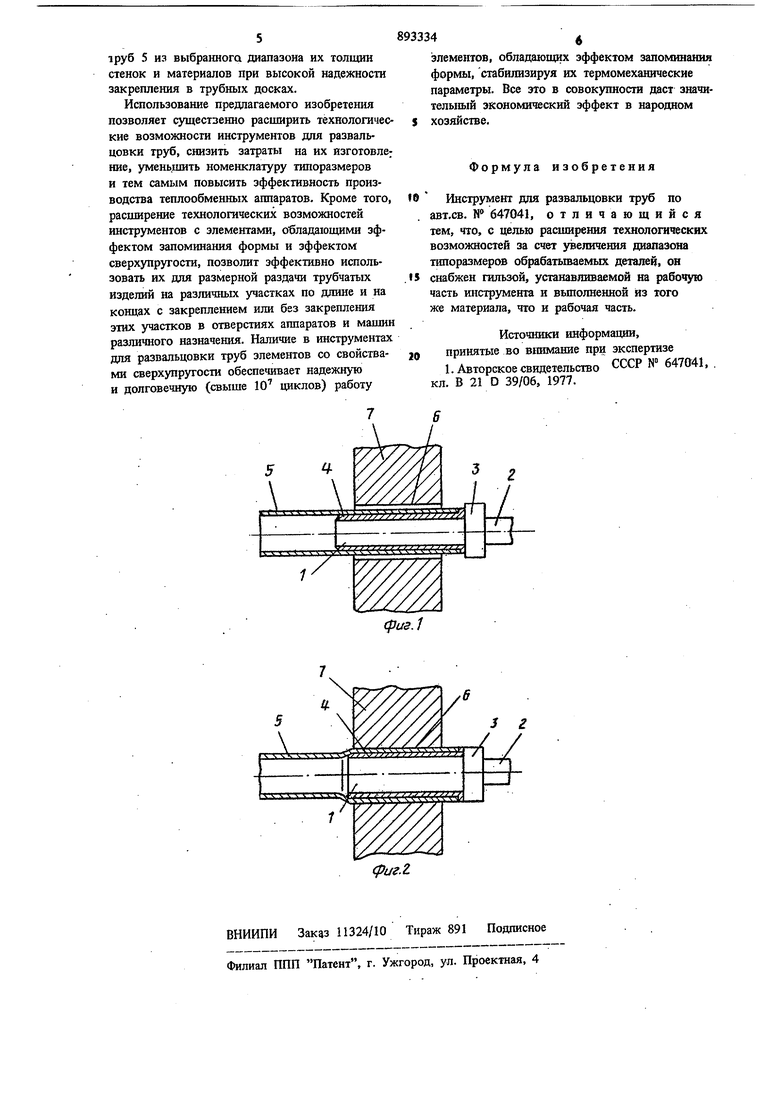
Цель изобретения - расширение технологических возможностей инструмента для развальцовки труб за счет обеспечения возможности развальцовывать трубы в расширенном диапазоне дааметров, с различными толщинами стенок из различного материала инструментом с одним и тем же диаметром рабочей части. Эта цель достигается тем, что инструмент для развальцовки труб снабжен сменной гильзой, устанавливаемой на рабочую часть инстру мента и вьшолненной из того же материала, что и рабочая часть. Такое техническое решение обеспечивает при одном диаметре рабочей части инструмента путем установки на нее гильзы различной толщинь и наружного диаметра возможность надежно развальцовывать трубы с различной степенью развальцовки. При этом наличие эффекта сверхупругости в материале сменной гильзы обеспечивает сверхупругое изменение размеров гильзы при 100%-ном возврате к исходным размерам и при степени упругой деформации до 10- 15%, возникающей при измене ши формы и размеров рабочей части инструмента, действую щего на охватывающую его гильзу в процессе развальцовки трубы. На фиг. 1 показано положешге инструмента в развальцовки; на фиг. 2 - положение инструмента по око1Яа1ши развальцовки. Инструмент для развальцовки труб состоит из рабочей части 1 и хвостовика 2, разделенных упорным буртом 3. Рабочая часть 1 снабжена охватывающей ее смешой гильзой 4. Рабочая часть 1 инструмента изготовлена из материала, обладающего обратимым эффектом запоминания формы при многократном термоциклировании, из сплава титан-никель (состав никеля 54-56, титан остальное) с интервалом температур мартенситного превращения от 40 до 60° С. Рабочая часть 1 инструмента (ее диаметр и длина) формируется при 500° С в соответств1Ш с дшшой и размером внутретшего диаметра наименьшей из выбранного диапазона диаметров развальцованных труб. Затем она подвергается отжигу при 500° С в течение 1 ч в .заневолешюм состоянии в закалочном штампе и охлаждается до 20° С. После этого рабочая часть 1 инструмента вынимается из штампа и при 20° С пластически деформируется обжимом до получения наружного диаметра, соответствующего р&змеру внутреннего диаметра наименьшей из выбранного диапазона диаметров труб до развальцовки (при степени деформащт не более 10-15%). Сменные гильзы 4 изготавливают с внутренним диаметром, соответствующим наружному диаметру рабочей части 1 инструмента, а толшняу стенки каждой гальзы 4 выбирают различной, исходя из размеров внутренних диа4. метров выбранного диапазона труб до их развальцовки. Кажду сменную гильзу 4 изготавливают из материала, обладающего эффектом сверхупругости,, например из сплава титан-никель (состав, %: никеля 54-56, титан остальное) с. интервалом , температур мартенситного превраще1шя, не превышающим температуру мартенситного превращения материала рабочей части 1 инструмента, например, до 20° С. Для обеспечения эффекта сверхупругости сменная гильза 4 подвергается отжигу при 500° С в течение часа и охлаждается без последующей пластической деформации. Инструмент работает следующим образом. Рабочую часть 1 инструмента с надетой на нее сменной гильзой 4 при нормальной температуре вводят в трубу 5 (из выбранного диапазона обрабатываемых труб), установленную в отверстии 6 трубной доски 7 (фиг. 1) до упора бурта 3 в торец трубы 5. К хвостовику 2 подводят необходимое количество тепла любым нагревателем (не показан), достаточное для нагрева рабочей части 1 инструмеита до температуры на 150-200° С выще интервала температур мартенситного превращения в его материале. При этом рабочая часть 1 инструмента в соответствии с эффектом запоминания формы увеличивается в диаметре (фиг. 2), подвергая упругой раздаче сменную гильзу 4 и развальцовке трубу 5 в отверстии 6 трубной доски 7. Генерируемые напрялсенил в материале рабочей части 1 инструмента достигают 60 кгс/мм, что обеспечивает сверхупрутую деформацию сменной гильзы 4 и надежное закрепле}ше трубы 5 в отверстии 6 трубной доски 7 с необходимой степенью развальцовки. По окончании развальцовки подвод тепла к хиостовику 2 прекращают и инструмент охлаждается, например, холодной водой. При достиже ши температуры рабочей части 1 инструмента до комнатной в соответствии с эффектом запоминания формы диаметр ее уменьшается до исходного размера (фиг. 1). Сверхупругий возврат формы сме1шой гильзой 4 способствует этому, так как упругие напряжения в материале гильзы 4 (до 60 кгс/мм) значительно превышают понижающийся при прямом мартенситном превращеНИИ вследствие охлаждения предел текучести (до 20 кгс/мм) материала рабочей части 1, что обеспечено различием (до 20° С) в температурах мартенситного превраще1шя. После зтого инструмент может быть свободно вынут из закрепле1шой трубы 5 и введен в следующую, подлежащую закреплению. Путем замены смегшой гильзы 4 на другой типора§мер обеспечивается развальцовка всех
