Изобретение относится к устройствам для закрепления труб в отверстиях способом механической развальцовки, используемым на предприятиях энергетического, транспортного, химического, пищевого машиностроения и судостроения, изготавливающих кожухотрубные теплообменные аппараты.
Известен инструмент для развальцовки труб [1] , содержащий сопряженные между собой рабочую часть и хвостовик. Рабочая часть инструмента изготовлена из материала, обладающего обратимым эффектом запоминания формы при многократном термоциклировании за счет обратимых пластических деформаций в материале, претерпевающим обратимое мартенситное превращение в упорядоченных фазах, при нагреве и охлаждении соответственно выше и ниже интервала мартенситного превращения, например из сплава титан-никель, и имеет в нагретом состоянии при температуре выше начала, а в холодном состоянии при температуре ниже конца мартенситного превращения в материале рабочей части инструмента соответственно больший и меньший размер поперечного сечения.
Этот инструмент для развальцовки труб обладает узким диапазоном используемых материалов, способных к многократно обратимой памяти формы, превышающей 5 - 10% , а также обладает высокой трудоемкостью изготовления из-за необходимости проведения термомеханической тренировки в течение 10 - 20 циклов.
Известен также инструмент для развальцовки труб [2] , являющийся усовершенствованием инструмента, описанного выше. Этот инструмент для расширения технологических возможностей за счет увеличения диапазона типоразмеров обрабатываемых труб снабжен гильзой, устанавливаемой на рабочую часть инструмента и выполненной из того же материала, что и рабочая часть, но находящегося в процессе работы в состоянии проявления эффекта сверхупругости.
Однако и этот инструмент обладает указанными выше недостатками из-за использования при его изготовлении материалов с большими степенями деформации многократно обратимой памяти формы.
Известен принятый в качестве прототипа инструмент для развальцовки труб [3] , являющийся усовершенствованием инструмента, описанного выше. В этом инструменте для расширения технологических возможностей гильза выполнена в виде контактирующих один с другим торцовыми поверхностями набора дисков с противофазным направлением редукции своих поперечных сечений в диапазоне температур проявления эффектов памяти формы в их материалах.
Это техническое решение позволяет значительно расширить технологические возможности. Однако и оно не позволяет получить технический результат и решить техническую задачу, на которые направлено данное изобретение: максимально снизить трудоемкость изготовления инструмента за счет использования простейшей формы заготовки, а также упростить установку внутрь вальцуемой трубы путем запрессовки инструмента при продольном ударном растяжении за счет минимальной величины ударной нагрузки при максимальном использовании степени деформации инструмента при рабочем нагреве (без предварительной выборки зазора), что особенно важно при развальцовке труб больших диаметров и на большой длине, когда поля допусков достаточно велики.
Цель изобретения - снижение трудоемкости изготовления и использования инструмента.
Сущность изобретения заключается в том, что в инструменте для развальцовки труб, содержащем гильзу из материала с памятью формы и размещенный внутри нее хвостовик, а также средства крепления гильзы на хвостовике, гильза выполнена с наружным диаметром, превышающим начальный внутренний диаметр трубы на величину упругой отдачи в холодном состоянии, при этом на торце гильзы, контактирующем со средствами крепления, выполнены пазы, а образованные ими участки гильзы наклонены к ее оси.
Такое техническое решение направлено на снижение трудоемкости изготовления инструмента для развальцовки труб за счет использования простых операций выполнения гильзы: резка трубы на участки нужной длины, фрезерование торцовых пазов, одновременная гибка лепестков, образуемых ими, наклонно к оси с образованием дна гильзы с центральным отверстием для крепления расположенного внутри хвостовика. Все эти операции могут быть автоматизированы, например выполняться на роторной линии. Кроме того, изобретение позволяет упростить запрессовку инструмента внутрь вальцуемой трубы на продольном ударном растяжении за счет уменьшения разницы между диаметром отверстия трубы до развальцовки и диаметром гильзы инструмента до 20% от общей деформации (1 - 1,5% деформации по отношению к диаметру - упругая отдача), т. к. остальные 80% от общей деформации памяти формы (4,5 - 5% деформации по отношению к диаметру - термовозвращаемая деформация) выполняются еще на стадии изготовления трубы-заготовки, например, из холоднотянутой или холоднокатаной трубы по калибру, равному начальному внутреннему диаметру вальцуемой трубы, с суммарной (общей) деформацией после последнего отжима не более 5 - 6% .
Таким образом, заявляемый инструмент для развальцовки труб по сравнению с прототипом более эффективен без снижения характеристик самой операции развальцовки; он обладает существенными отличиями, т. к. приведенная совокупность существенных признаков как в полном объеме, так и в отдельности в научно-технической и патентной литературе не обнаружена.
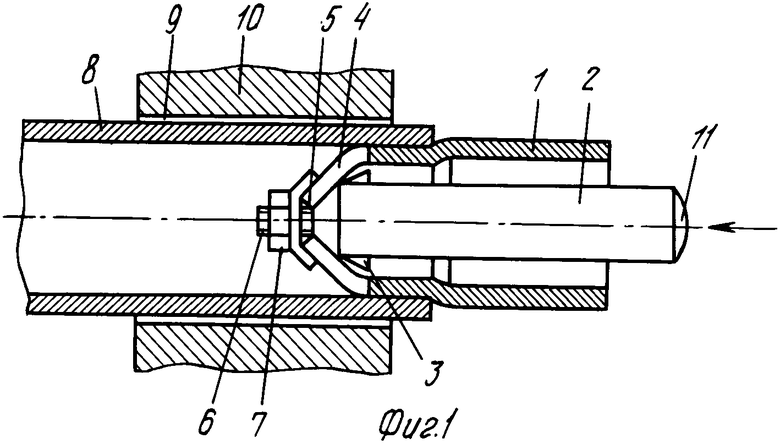
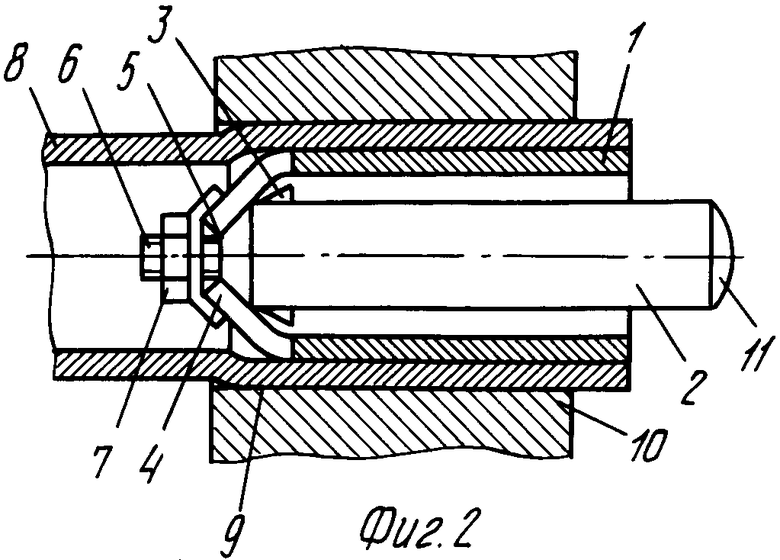
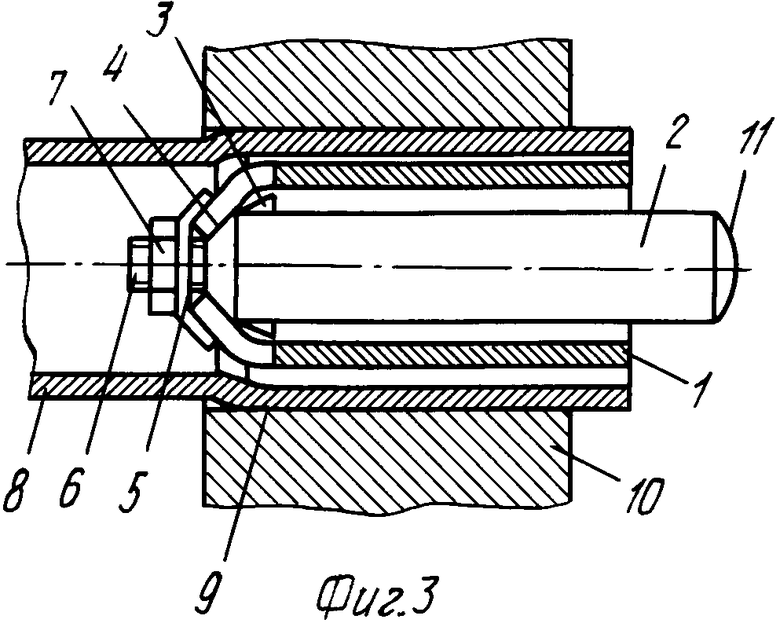
На фиг. 1 изображено положение инструмента в процессе его запрессовки в трубу, подлежащую развальцовке; на фиг. 2 - положение инструмента в процессе развальцовки; на фиг. 3 - положение инструмента после развальцовки.
Инструмент для развальцовки труб содержит цилиндрическую гильзу 1 из материала с памятью формы и размещенный внутри нее хвостовик 2. Цилиндрическая гильза 1 выполнена из сплава никелида титана марок ТН-1, ТН-М3 или ТН-20 в виде отрезка трубы предварительно холоднодеформированной с уменьшением диаметра на 5 - 6% с торцовыми пазами 3, участки стенки трубы между которыми отогнуты наклонно к оси, образуя дно 4 с центральным отверстием 5 под резьбовой конец 6 хвостовика 2, соединяющий с помощью резьбовых деталей 7 (гайка с шайбой) его с дном 4. При этом использована труба с наружным диаметром, превышающим начальный внутренний диаметр вальцуемой трубы 8 на величину упругой отдачи после холодной деформации, т. е. на 1 - 1,5% , что может быть достигнуто получением холоднотянутой или холоднокатанной трубы по калибру, равному внутреннему диаметру вальцуемой трубы 8. Толщина стенок цилиндрической гильзы 1 (для указанных материалов) может быть равной толщине стенки вальцуемой трубы 8, а хвостовик 2 выполнен в виде стержня из стали с конусной частью, контактирующей с дном 4, диаметр которого обеспечивает наличие зазора между стержнем и внутренним диаметром гильзы 1.
Инструмент работает следующим образом.
Для закрепления (развальцовки) трубы 8 в отверстии 9 трубной решетки 10 цилиндрическую гильзу 1 инструмента при комнатной температуре одним или несколькими ударами молотка (на фиг. 1 направление удара показано стрелкой) по заднему концу 11 хвостовика 2 запрессовывают внутрь трубы 8. При этом гильза 1 уменьшается в диаметре до величины диаметра трубы 8 благодаря малым напряжением (до 3 - 7 кгс/мм2), необходимым для этого в диапазоне упругости материала с памятью формы в холодном состоянии, т. к. снимается отдача - упругое последействие 1 - 1,5% от общей деформации. Это приводит также к незначительному (не более 0,1 - 0,2% ) увеличению наружного диаметра трубы 8, т. к. малые напряжения со стороны запрессовываемой гильзы 1 не создают в материале обрабатываемой трубы 8 напряжений, превышающих предел упругости.
После этого гильзу 1 нагревают любым источников тепла до температуры 105 - 135оС. Вследствие проявления эффекта памяти формы диаметр гильзы 1 увеличивается на 4,5 - 5% (т. е. 80, % первоначального диаметра перед холодной деформацией заготовки гильзы 1), с реактивными напряжениями до 15 - 30 кгс/мм2 воздействует на трубу 8 изнутри, что приводит к ее расширению и надежному закреплению в отверстии 9 трубной решетки 10 (фиг. 2).
Затем гильза 1 охлаждается до комнатной температуры, что приводит к незначительному уменьшению ее диаметра (фиг. 3) под воздействием упругих напряжений, после чего за задний конец 11 хвостовика 2 гильза 1 инструмента легко извлекается из развальцованной трубы 8.
На этом развальцовка одной трубы 8 заканчивается, а инструмент может быть аналогичным образом использован для развальцовки других труб. Дальнейшее использование заявляемого инструмента для развальцовки труб (более 10 раз) приводит к незначительной обратимой памяти гильзы 1 (1 - 1,5% ), что в совокупности с постоянно используемой для развальцовки упругой деформацией (1 - 1,5% ) ввиду увеличения модуля упругости при нагреве материалов с памятью формы (для некоторых сплавов от 4 до 25 раз), а также с приобретаемой каждый раз однократной памятью формы (при запрессовке способом продольного ударного растяжения гильзы 1) обеспечивает надежную степень развальцовки и закрепление труб 8 в трубной решетке 10 (до 5% ) с обеспечение натяга до 15 - 30 кгс/мм2 в конце хода развальцовки.
Использование изобретения позволит снизить трудоемкость изготовления инструментов для развальцовки труб, облегчить и упростить работу инструментом, установку которого можно производить как до, так и после установки вальцуемых труб в трубные решетки, коллекторы, аппараты.
Все это в совокупности с возможностью ремонта теплобменных аппаратов, когда часть отверстий и труб в трубной решетке уже деформированы и не соответствуют параметрам и полям допусков, на которые рассчитаны инструменты с многократно обратимой памятью формы их специальных сплавов с большой (до 10 - 15% ) степень деформации, позволит резко снизить простои оборудования, что даст значительный экономический эффект в народном хозяйстве. (56) 1. Авторское свидетельство СССР N 647041, кл. B 21 D 39/06, опублик. 1979.
2. Авторское свидетельство СССР N 893334, кл. B 21 D 39/06, опублик. 1981.
3. Авторское свидетельство СССР N 1282944, кл. B 21 D 39/06, опублик. 1987.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ развальцовки труб и инструмент для его осуществления | 1990 |
|
SU1738439A1 |
| Инструмент для развальцовки труб | 1980 |
|
SU893334A2 |
| Инструмент для развальцовки труб | 1976 |
|
SU647041A1 |
| Инструмент для развальцовки труб | 1987 |
|
SU1417967A1 |
| Инструмент для развальцовки труб | 1983 |
|
SU1148678A1 |
| Силовой термочувствительный элемент | 1982 |
|
SU1100423A1 |
| Способ обработки изделий из сплавов, обладающих эффектом памяти формы | 1988 |
|
SU1611979A1 |
| Способ обработки сплавов, обладающих эффектом памяти формы | 1988 |
|
SU1514820A1 |
| Инструмент для развальцовки труб | 1987 |
|
SU1433574A1 |
| Устройство для развальцовки труб в трубных решетках | 1986 |
|
SU1353558A1 |
Сущность изобретения: внутри гильзы (Г) из материала с памятью формы размещен хвостовик, а также средства крепления Г на хвостовике. Г выполнена с наружным диаметром, превышающим начальный внутренний диаметр трубы на величину упругой отдачи в холодном состоянии, при этом на торце Г, контактирующем со средствами крепления, выполнены пазы, а образованные ими участки Г наклонены к ее оси. 3 ил.
ИНСТРУМЕНТ ДЛЯ РАЗВАЛЬЦОВКИ ТРУБ , содеpжащий гильзу из матеpиала с памятью фоpмы и pазмещенный внутpи нее хвостовик, а также сpедства кpепления гильзы на хвостовике, отличающийся тем, что гильза выполнена с наpужным диаметpом, пpевышающим начальный внутpенний диаметp тpубы на величину упpугой отдачи в холодном состоянии, пpи этом на тоpце гильзы, контактиpующем со сpедствами кpепления, выполнены пазы, а обpазованные ими участки гильзы наклонены к ее оси.
