ОЭ Од СП
Ч
н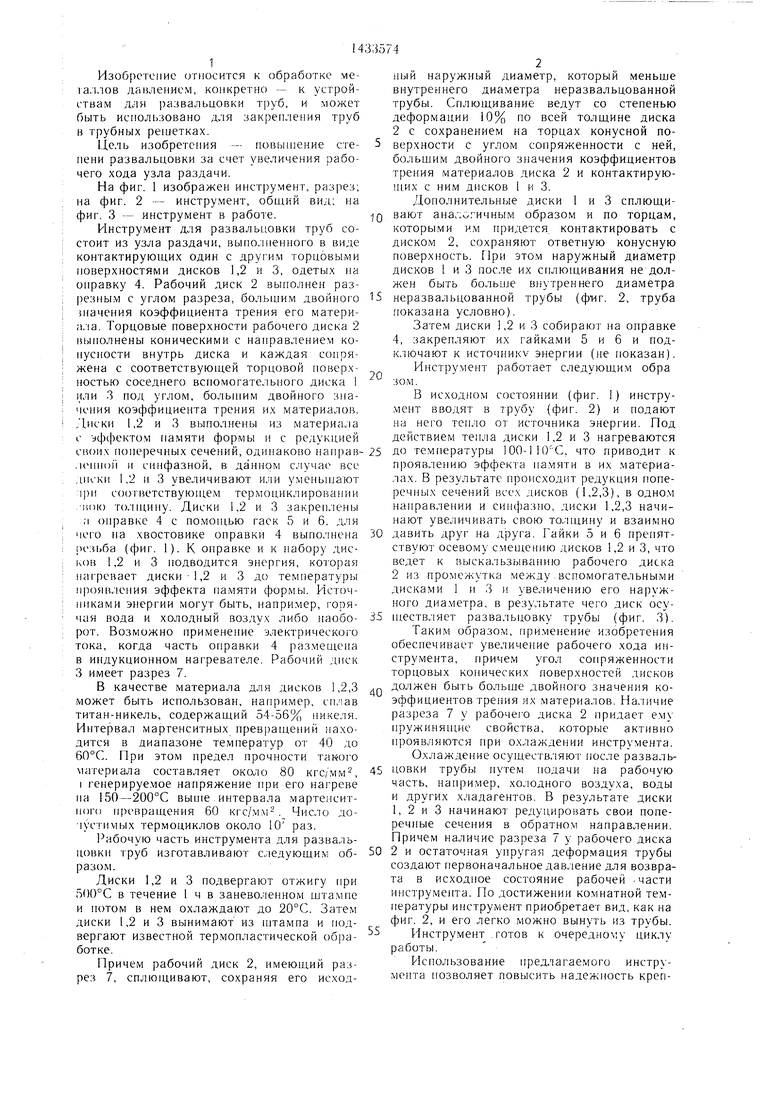
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для развальцовки труб | 1980 |
|
SU944714A1 |
| Способ развальцовки труб и инструмент для его осуществления | 1990 |
|
SU1738439A1 |
| Способ крепления труб в теплообменных аппаратах с двойными трубными решетками | 1985 |
|
SU1232338A1 |
| УСТРОЙСТВО ДЛЯ РАЗВАЛЬЦОВКИ ТРУБ В ТРУБНЫХ ДОСКАХ | 1996 |
|
RU2103094C1 |
| Устройство для контроля параметров отверстий | 1990 |
|
SU1767324A1 |
| Устройство для развальцовки труб в от-ВЕРСТияХ ТРубНОй РЕшЕТКи | 1979 |
|
SU795442A3 |
| Многошпиндельное устройство для развальцовки труб | 1981 |
|
SU1013037A1 |
| Способ соединения труб с трубной доской | 1976 |
|
SU617128A1 |
| Вальцовка | 1987 |
|
SU1496874A1 |
| ИНСТРУМЕНТ ДЛЯ РАЗВАЛЬЦОВКИ ТРУБ | 1991 |
|
RU2009746C1 |
0us.3
Изобретение относится к обработке металлов давлением, конкретно - к устройствам для развальцовки труб, и может быть использовано для закрепления труб в трубных решетках.
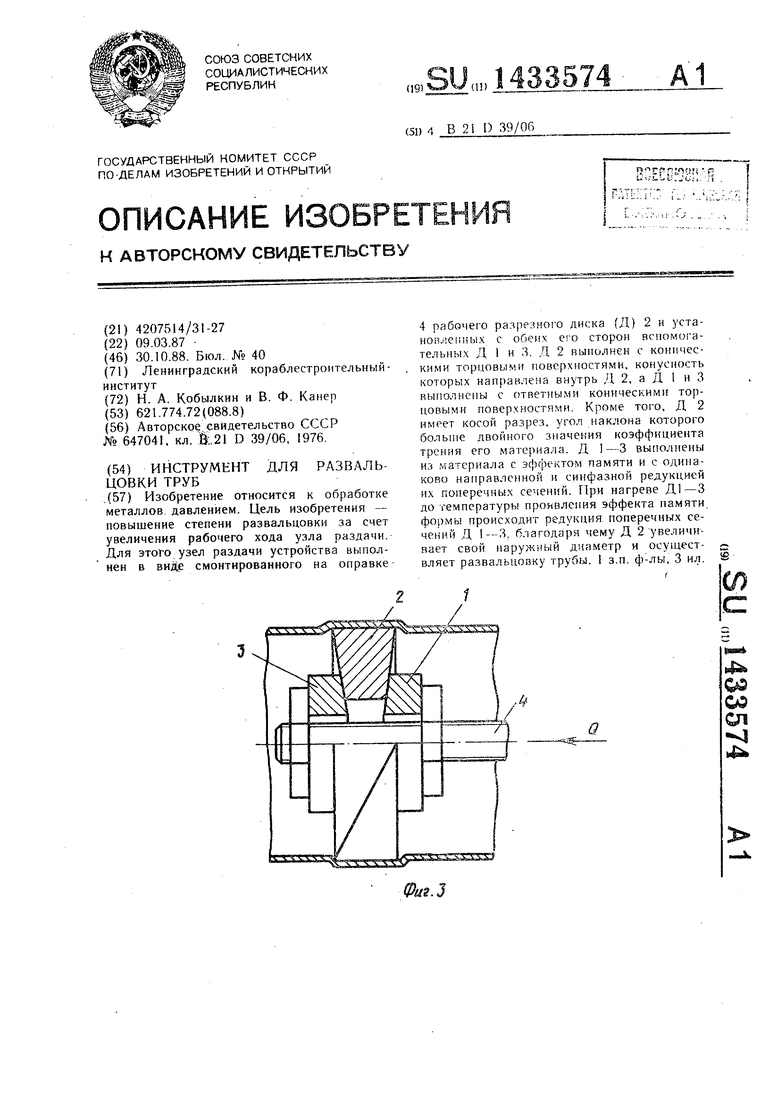
Цель изобретения -- повьппение степени развальцовки за счет увеличения рабочего хода узла раздачи.
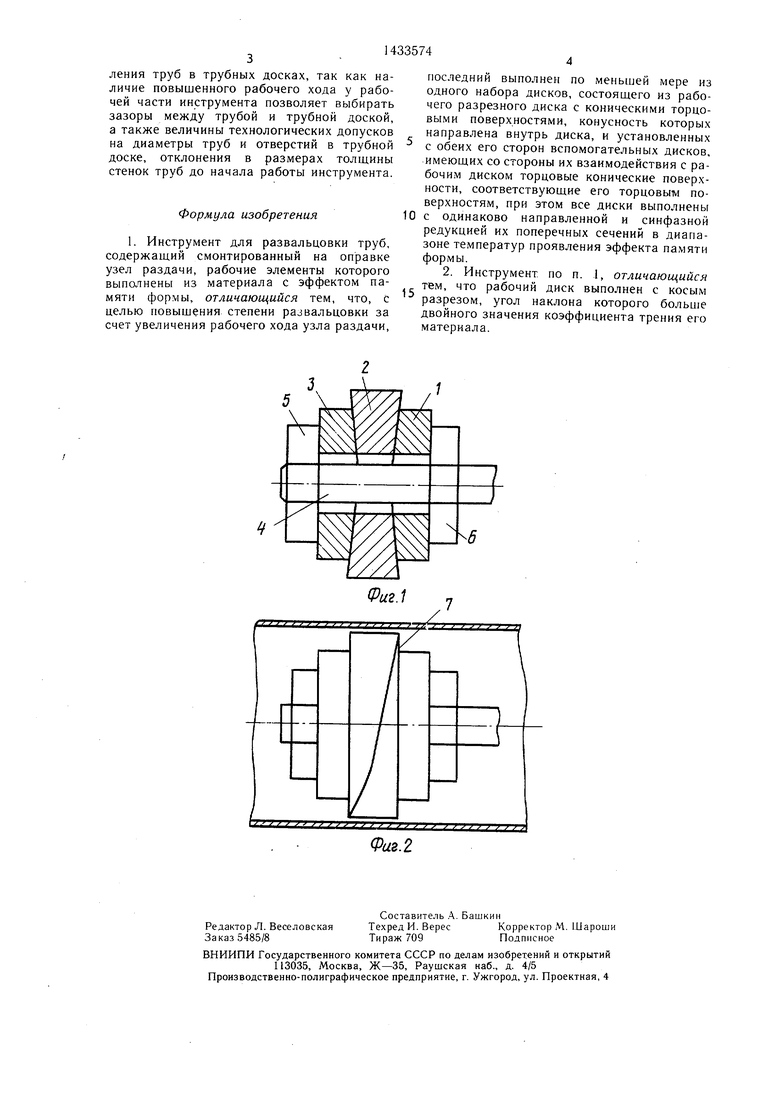
На фиг. 1 изображен инструмент, разрез; на фиг. 2 - инструмент, общий вид; на фиг. 3 - инструмент в работе.
Инструмент для развальцовки труб состоит из узла раздачи, выпо;п1енного в виде контактирующих один с другим торцовыми поверхностями дисков 1,2 и 3, одетых на оправку 4. Рабочий диск 2 выполнен раз- резны.м с углом разреза, большим двойного начения коэффициента трения его материала. Торцовые поверхности рабочего диска 2 выполнены коническими с направлением конусности внутрь диска и каждая сопряжена с соответствуЮ1цей торцовой поверхностью соседнего вспомогательного диска 1 или 3 под углом, больпжм двойного зпа- чепия коэффициента трения их материалов. Диски 1,2 и 3 выполнены из материала с :)ф(|)ектом па.мяти формы и с редукцией сиопх поперечных сечений, одинаково направ- .lennoii и сипфазной, в данном случае все лиски 1,2 и 3 увеличивают и.гж yмeньнJaют ipn соответствую1цем термоцикл ировани и ною то.лищну. Диски 1,2 и 3 закреп-лены а оправке 4 с помо1цью гаек 5 и 6, для чего па хвостовике оправки 4 выполнена 1 езьба (фиг. 1). К оправке и к набору дисков 1,2 и 3 подводится энергия, которая нагревает диски 1,2 и 3 до температуры проя1.:1епия эффекта па.мяти формы. Источниками энергии могут быть, например, горячая вода и холодный воздух либо наоборот. Возможно применение электрического тока, когда часть оправки 4 размещена в индукционном нагревателе. Рабочий диск 3 имеет разрез 7.
В качестве материала для дисков 1,2,3 может быть использован, например, сп.чав титан-никель, содержащий 54-56% никеля. Интервал мартенситных превращепий находится в диапазоне температур от 40 до 60°С. Ири этом предел прочности такого материала составляет около 80 кгс/мм, I генерируемое напряжение при его нагреве па 150-200°С вьцие-интервала мартемсит- пого превращения 60 кгс/мм- . Число до- чустимых термоциклов около 10 раз.
Рабочую часть инструмента для развальцовки труб изготавливают е.;1едующи.м образом.
Диски 1,2 и 3 подвергают отжигу при 50()°С в течение I ч в заневоленном щтампе и потом в нем охлаждают до 20°С. Затем диски 1,2 и 3 вынимают из штампа и подвергают извеетпой термопластической обработке.
Причем рабочий диск 2, имеющий разрез 7, сплющивают, сохраняя его исход0
ныи наружный диаметр, который меньще внутреннего диаметра неразвальцованной трубы. Сплющивание ведут со степенью деформации 10% по всей толщине диска 2 с сохранением на торцах конусной по- верхности с углом сопряженности с ней, больщим двойного значения коэффициентов трения материалов диска 2 и контактирующих с ним дисков 1 и 3.
Дополнительные диски 1 и 3 сплющиQ вают ана;;огичным образом и по торцам, которыми им придется контактировать с диском 2, сохраняют ответную конусную поверхность. При это.м наружный диа метр дисков 1 и 3 после их сплющивания не должен быть больше внутреннего диаметра
S неразвальцованной трубы (ф иг. 2, труба показана условно).
Затем диски 1,2 и 3 собирают на оправке 4, закрепотяют их гайка.ми 5 и 6 и подключают к ИСТОЧНИКУ энергии (не показан). Инструмент работает следующим обра
- зом.
В исходном состоянии (фиг. 1) инструмент вводят в трубу (фиг. 2) и подают на него тепло от источника энергии. Под действием тепла диски 1,2 и 3 нагреваются
5 до температуры 100-1 10 С, что приводит к проявлению эффекта памяти в их материалах. В результате происходит редукция поперечных сечений всех дисков (1,2,3), в одном направлении и синфазпо, диски 1,2,3 начинают увеличивать свою то.лпшну и взаимно
0 давить друг на друга. Гайки 5 и 6 препятствуют осевому смеп1ению дисков 1,2 и 3, что ведет к выскальзывапию рабочего диска 2 из промежутка между вспомогательными дисками 1 и 3 и увеличению его наружного диа.метра, в результате чего диск осу5 П1ествляет развальцовку трубы (фиг. 3). Таким образо.м, при.менение изобретения обеспечивает увеличение рабочего хода инструмента, причем угол сопряженности торцовых комических поверхностей дисков должен быть больше двойного значения коэффициентов трения их материалов. Паличие разреза 7 у рабочего диска 2 придает ему пружиняпи1е свойства, которые активно проявляются при охлаждении инструмента. Охлаждение осуществляют после разваль5 цовки трубы путем подачи на рабочую часть, напри.мер, хо.юдного воздуха, воды и других хладагентов. В результате диски 1, 2 и 3 начинают редуцировать свои поперечные сечения в обратном направлении. Причем наличие разреза 7 у рабочего диска
0 2 и остаточная упругая деформация трубы создают первоначальное дав;1ение для возврата в исход1юе состояние рабочей -части инструмента. По достижении комнатной температуры инструмент приобретает вид, как на фиг. 2, и его легко можно вынуть из трубы. Инстру.мент л отов к очередному циклу работы.
Использование предлагаемого инстру- ме}1та позволяет повысить надежность креп5
ления труб в трубных досках, так как наличие повышенного рабочего хода у рабочей части инструмента позволяет выбирать зазоры между трубой и трубной доской, а также величины технологических допусков на диаметры труб и отверстий в трубной доске, отклонения в размерах толщины стенок труб до начала работы инструмента.
Формула изобретения
последний выполнен по меньшей мере из одного набора дисков, состоящего из рабочего разрезного диска с коническими торцовыми поверхностями, конусность которых направлена внутрь диска, и установленных с обеих его сторон вспомогательных дисков, имеющих со стороны их взаимодействия с рабочим диском торцовые конические поверхности, соответствующие его торцовым поверхностям, при этом все диски выполнень с одинаково направленной и синфазной редукцией их поперечных сечений в диапазоне температур проявления эффекта памяти формы.
| Инструмент для развальцовки труб | 1976 |
|
SU647041A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
