При изготовлении современных сурьмяно-цезиевых фотоэлементов различных конструкций и, главным образом, фотоэлементов - умножителей, возникает необходимость в нанесении, путем испарения в вакууме, равномерных слоев сурьмы на такие стеклянные или металлические поверхности, как внутренняя сторона длинного цилиндра, узкая и длинная пластинка, нить (фотоэлемент Брауде) и др.
Применяемый в настоящее время способ возгонки сурьмы, висмута и пр. в вакууме, заключающийся в пылении из. одной точки (кусочек сурьмы в вольфрамовой спиральке) или из нескольких точек (ряд последовательно соединенных спиралей), пригоден лишь для сферических поверхностей и мало пригоден ИЛИ совсем не пригоден для целого ряда перечисленных выще форм поверхностей, вследствие неравномерности толщины получаемого сурьмяного слоя.
Известно, что изготовление сурьмяно-цезиевых эмиттеров допускает предварительное напыление сурьмяного слои с последующим соприкосновением его с атмосферой без заметного ухудшения эмиссионных свойстЕ. Современное развитие
сурьмяно-цезиевых приборов (фотоэлементы - умножители Брауде и др.) требуют именно предварительного напыления сурьмяного или иного слоя в специальном приборе.
Вполне себя оправдал при экспери- 5ентальной проверке следующий способ предварительного равномерного напыления сурьмы. Сурьме или другому веществу, подлежащему испарению, придают форму цилиндра диаметром в 3-5 мм и необходимой длины, внутри которого помещается подогреватель - алундированный вольфрам или фарфоровая трубка от подогревных катодов с нагревающими нитями. Такой подогреваемый равномерно изнутри сурьмяный или иной штабик помещается в приборе с щлифом либо по оси напыляемого цилиндра, либо параллельно любой другой поверхности, но на таком расстоянии от нее, чтобы обеспечить поперечную равномерность.
Предметом настоящего изобретения является способ изготовления сурьмяных или иных щтабиков для напыления металла описанным способом.
Согласно изобретению, для изготовления штабика расплавленный металл втягивают (засасыванием)
внутрь стеклянной трубки, по оси которой расположен подогреватель описанного выше типа, а наружная поверхность обмотана проволочной спиралью, служащей, во-первых, для прогрева трубки перед отливкой, а во вторых, для быстрого нагрева этой же трубки после отливки с целью осуществи гь рязрушение стеклянной трубки путем резкого охлаждения стекла (при погружении в холодную воду). При таком охлаждении стекло растрескивается и легко снимается со штабика.
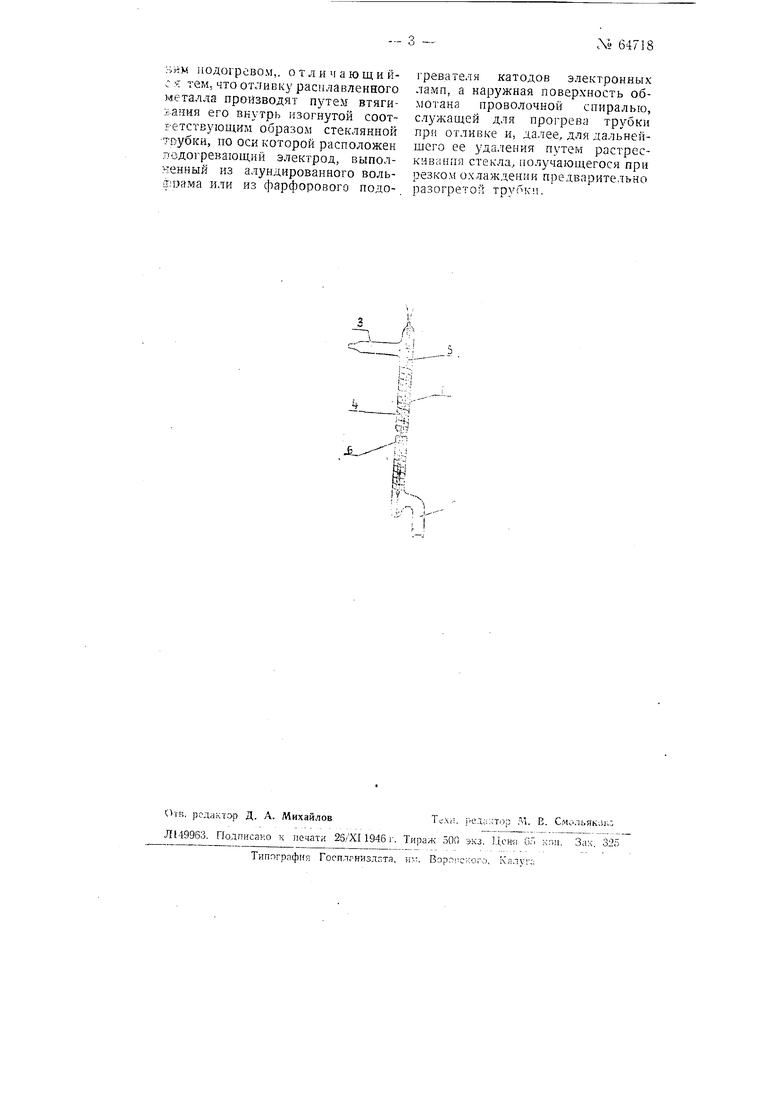
Сущность изобретения поясняется схематическим чертежом, на котором изображено приспособление для осуществления предлагаемого способа.
К трубке 1 из молибденового стекла с внутренним диаметром, прил1ерно, в 4 мм (толщина стенок 0,5 мм) привариваются два отростка 2, 3. Расстояние между ними определяет максимальную длину гптабика. Строго по оси трубки / устанавливается алундированный вольфрам, либо фарфоровая трубка 4 с пропущенными для подогрева нитями 5. Х наружи между отростками 2, 3 трубка 7 обматывается проволокой 6 с шагом, примерно, в 2 мм. Лучше обматывать той же проволокой, которая служит для подогревания фарфоровой трубки. Нижний отросток 2 служит для введения расплавленной сурьмы или другого вещества в трубку /. На верхний отросток 5 надевается маленькая резиновая груша с объемом в 100 см с подъемной силой, при сжатии на половину, не меньше 10 см ртутного столба.
Приготовленная таким образом трубка служит формой для получения сурьмяного (или другого) штабика. Достигается это путем втягивания в трубку / сурьмы, расплавленной в глазурованном фарфоровом тигельке. По внешней обмотке 6 трубки и по проволоке 5, подогревающей фарфоровую трубку 4, пропускается ток. Трубка 1 нагревается до возможно олее высокой температуры. Затем,
сжав предварительно грущу, нижний отросток 2 опускают в сурьму и отпускают грушу. При этом сурьма плавно, но довольно быстро втягивается в трубку / до нужного уровня и задерживается на нем до затвердевания.
После охлаждения штабика внешнюю обмотку 6 быстро нагревают до красного каления и трубку I опускают в воду. Стекло растрескивается и легко снимается. Сурьмяный или иной штабик получается строго одинакового диаметра по длине с зеркально гладкой поверхностью.
Удавалось легко получать таким путем штабики длиной до 150 мм (в более длинный не было нужды). Перед употреблением рекомендуется прогреть штабик в вакууме до несколько более высокой температуры, чем нормальная, до тех пор, пока зеркально-гладкая поверхность не перейдет в кристаллическую.
Применяя полученные таким СПО-собом сурьмяные штабики, можно получать слои с совершенно равномерным распределением толщины слоя сурьмы по длине.
При напылении металла с помощью такого штабика применяют нагревающую нить такой длины, чтобы было устранено влияние охлажденных концов; практически длина нагревающей нити должна быть в два-три раза больше длины штабика. Штабик располагается в приборе, где производится пыление, так, чтобы была обеспечена, заданная степень поперечной равномерности толщины слоя металла. Продольная равномерность толщины слоя обеспечивается длиной штабика.
Описанным образом могут быть получены штабики не только прямолинейной, но и любой инок формы, для чего следует применять трубку / соответственной формы, например, окружности и т. д.
Предмет изобретения
Способ изготовления сурьмяны я: и других штабиков равномерного диаметра любой формы с внутрен:-- йм подогревом,, отличающийс S тем. что отливку расплавленного металла производят путем втягиьания его внутрь изогнутой соотретствующкм образом стеклянной твубки, по оси которой расположен подогревающий электрод, выполненный из алундированного вольц.уама яли из фарфорового подогревателя катодов электронных ламп, а наружная поверхность обмотана проволочной спиралью, служащей для прогрева трубки при отливке и, далее, для дальнейшего ее удаления путем растрескивания стекла получающегося при резком охлаждении предварительно разогретой трубки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Фотоэлемент с вторично-электронным усилением | 1939 |
|
SU64415A1 |
| Электронный умножитель | 1940 |
|
SU63709A1 |
| Электронный умножитель | 1940 |
|
SU63225A1 |
| Способ вакуумной обработки фотоэлектронных приборов с полупрозрачным или непрозрачным катодом на стекле | 1958 |
|
SU122821A1 |
| Способ изготовления содержащих щелочные и щелочноземельные металлы капсюлей для массового производства фотоэлемента | 1929 |
|
SU17520A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕКЛЯННОЙ ПРЯМОУГОЛЬНОЙ РАМКИ ДЛЯ ОБОЛОЧКИ ВАКУУМНОГО ЛЮМИНЕСЦЕНТНОГО ПРИБОРА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2142436C1 |
| СТЕКЛОМЕТАЛЛИЧЕСКОЕ ДЕКОРАТИВНОЕ ПОКРЫТИЕ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2003 |
|
RU2251538C2 |
| ОПТИЧЕСКОЕ СТЕКЛО, ОБЛАДАЮЩЕЕ СПОСОБНОСТЬЮ К ЛЮМИНЕСЦЕНЦИИ В ДИАПАЗОНЕ 1000-1700 нм, СПОСОБЫ ПОЛУЧЕНИЯ ТАКОГО СТЕКЛА (ВАРИАНТЫ) И ВОЛОКОННЫЙ СВЕТОВОД | 2010 |
|
RU2463264C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МАТРИЦЫ АВТОЭМИССИОННОГО КАТОДА | 2001 |
|
RU2183362C1 |
| Способ наплавки алюминида железа на стальную поверхность | 2018 |
|
RU2693988C1 |