Уже известен прием пропускания через ленточные машины волокнистых полуфабрикатов параллельными ручьями, вызывающий повышение номера полуфабрикатов.
Предлагаемый способ увеличения производствеиной лющности ленточных машин льнопрядения, ис119льзу ош,ин также этот прием, имеет ту особенность, что пропускаемая двумя или более параллельными ручьями лента нормального Номера до прохода через гребенное поле и после него уплотняется кондуктором и дублируется в одну обш,у10 ленту после выводного кондуктора.
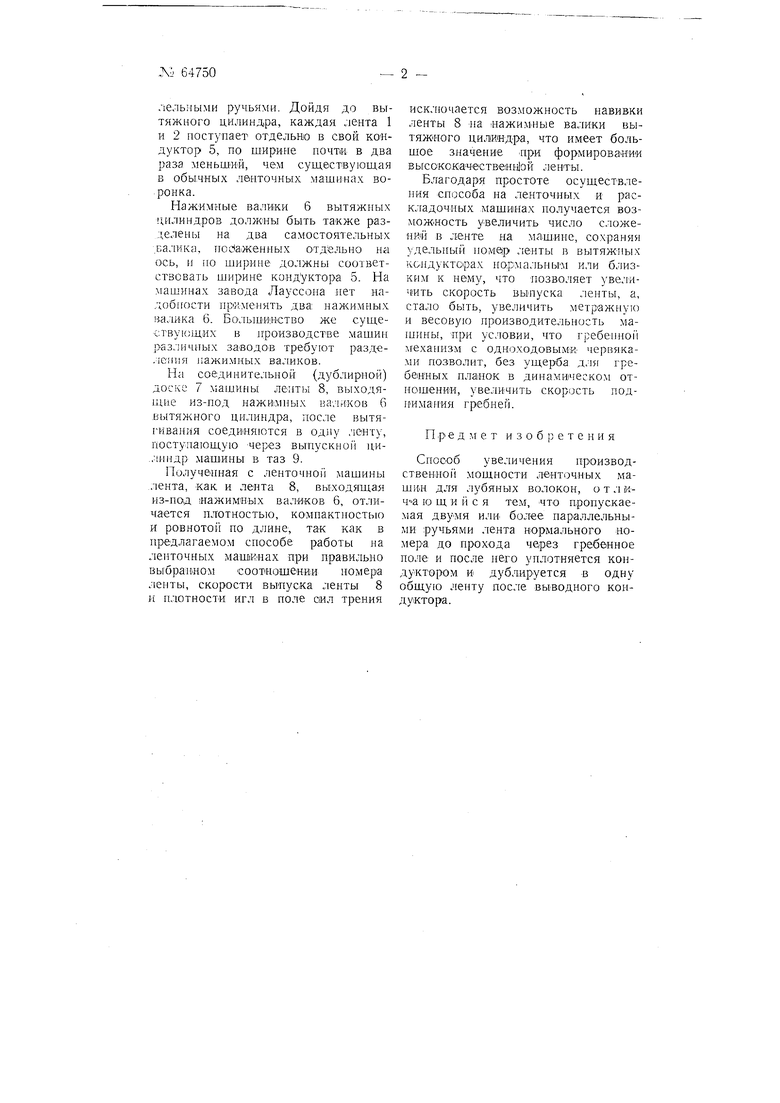
На чертеже фиг. 1 поясняет ссуш ествлеНИе предложенного способа «а раскладочной машине, а фиг. 2 - на ленточной машине льнопрядения.
В случае использования способа па раскладочных машииах (фиг. 1), каждую настилку бвско«ечного По.ютна разделяют иа две части 1-2 деревянной перегородкой 3. Вместо одного ручья лента поступает к машине двумя параллельными ручьями, но каждый ручей вх:;дом В гребенное поле 5 уплотняется в кондукторе 4.
После прохода гребенного поля 5 каждую из Л6НТ у валика 7 пропускают через выводной кондуктор б с плошадью, уменьшенно почти в два ipasa по сравнйнию с сушествуюшей в обычных машпнах BOpoHKoii.
Сформированная леята каждого ручья выходит из-под нажимного валика 7 узкой и компактной лентой 8, не допускаюш,ей навивки ее волокон на нажимные валики 7, которые, в свою очередь, также уменьшены по ширине в соответствии с шириной кондуктора 6 и отдельно посажены на ось валиков.
На соединительной (дублирно) доске 9 ленты 8, выходя из-под нажимных валиков 7, соединяются в общую лент).
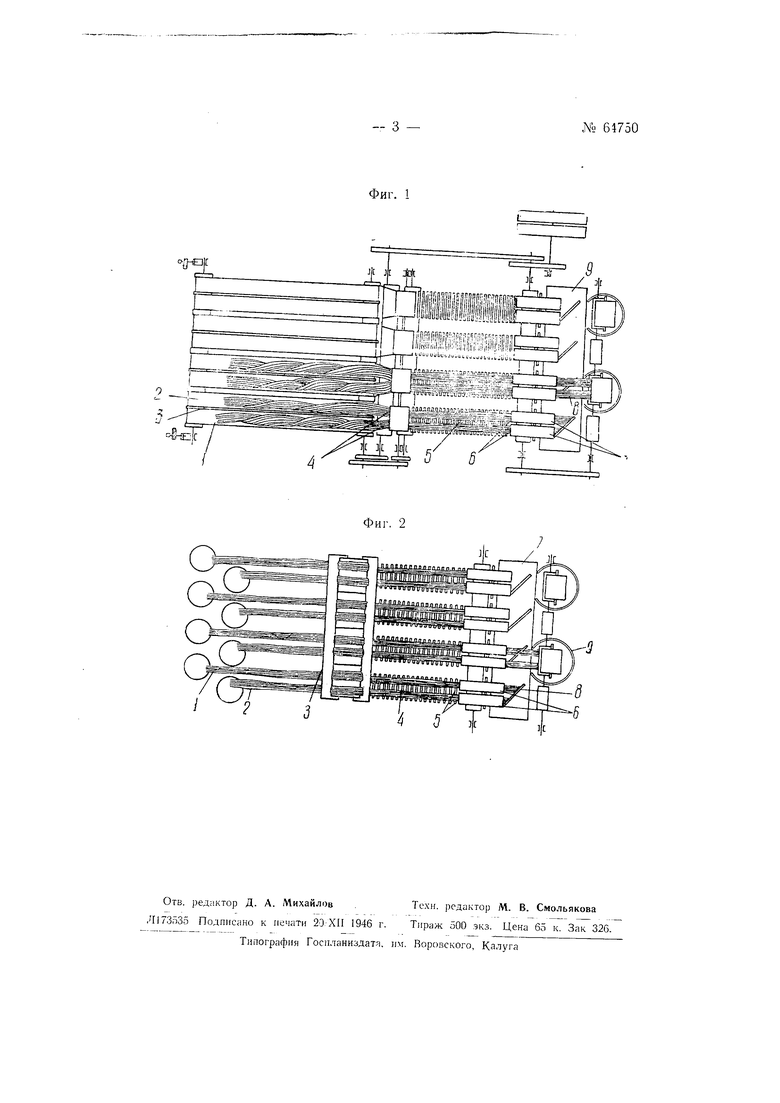
Фиг. 2 дает представление об осуществлении способа на ленточной машине. На каждую скобку гребней заправляЕОтся сзади машины шараллелько друг д-ругу две ленты 1 1И 2, причем каждую ленту направляет в питате.тьные цилиндры свой к :ндужтор 3, па -ширине, в два раза меньшей ширины скобок гребней.
Таким образом через игольчатое поле 4 ленты идут двумя параллельными ручьями. Дойдя до вытяжного цилиндра, каждая лента 1 и 2 поступает отдельно в свой кондуктор 5, по ширипе почти в два раза меньшИЙ, чем существующая в обычных лйпточных машинах воронка.
Нажимные валики 6 вытяжных ,илиндров должны быть также разделены на два самостоятельных ., гюЬаженных о-тдельно на ось, п по ширине должны соответствовать ширине кондуктора 5. На машинах завода Лауссона нет надобности нрИлгенять два нажимных ва.тика 6. БольшИ:Н€тво же существующих в гроизводстве машин различных заводов требуют разде.ieiiisH 11ажимных валиков.
На соедините.чьной (дублирной) доске 7 машины ленты 8, выходящие из-под нажи1мпых валиков 6 вь тяжного цилиндра, после вытягивания соединяются в одну ленту, поступающую через выпускно ци..мпндр машины в таз 9.
Полученная с ленточной машины лента, как. и лента 8, выходящая из-под нажимных валиков 6, отличается плотностью, компактностью и ровнотой по длине, так как в предлагаемом способе работы на ленточных машинах при правильно выбранном соотношении номера ленты, скорости вынуока ленты 8 и плотности игл в поле сил трения
исключается возможность навивки ленты 8 на нажим ные валики вытяжного цилиндра, что имеет большое значение нри формировании вь(сококачественн1о и ленты.
Благодаря простоте осуществления способа на ленточных и раскладочных машинах получается воз оЖНость увеличить число сложений в ленте на машине, сохраняя удельный noMeip .ченты в вытяжных кондукторах но,1:;мальньг.м или близким к нему, что позволяет увеличить скорость выпуска ленты, а, стало быть, увеличить метражную и весовую производительность машины, При условии, что гребенной с ОДНОХОДОБЫМЙ червяками позволит, без ущерба д.чя гребемных планок в динамическом отношении, увеличить скорость поднимания гребней.
П р е д м е т изобретения
Способ уве:шчения производCTBeHHoii М01ДНОСТИ ленточных маШИН для лубяных волокон, о т .1 ю щ и и с я те.м, что пропускаемая двумя или более параллельными ручьями лента нормального номера до прохода через гребенное ноле и после него уплотняется кондуктором HI дублируется в одну общую ленту после выводного кондуктора.
Фиг. 2
