Изобретение относится к области машиностроения и, в частности, к конструкции оборудования для обработки давлением.
Известна таблеточная машина, предназначенная для получения таблеток в оболочке. Она состоит из двух ротационных 16-ти пуансонных таблеточных машин, связанных между собой транспортирующим устройством. Первый ротор служит для получения сердечника таблетки. Сердечник подается на второй ротор и устанавливается по центру матриц второго ротора, причем к моменту установки сердечника матрица уже частично заполнена материалом для облицовки 1.
Далее матрица заполняется второй порцией порошка и происходит прессование таблетки. Таблетку с сердечником из абразивного плохо прессуемого материала изготовить по такому способу на указанной машине невозможно, так как нельзя спрессовать отдельно сердечник, он разрушается.
Известна ротационная таблеточная машина для формования двухкомпонентных изделий, содержащая смонтированные на станине трехпоясной ротор с вертикальной осью врашения, на верхнем и нижнем поясах которого соответственно установлены верхние
и нижние пуансоны, а на среднем - матрицы, питатели дозирования порошковых материалов облицовки и сердечника, а также систему копиров 2. Эта машина является наиболее близкой к изобретению по технической сущности и принята в качестве прототипа.
Прессование двухкомпонентных изделий, т.е. таблеток в оболочке с сердечником из абразивного плохо прессуемого материала на этой машине невозможно. В случае при0менения абразивного материала для сердечника, абразив попадает в зону контакта пуансонов и матриц и приводит к их быстрому износу и выходу из строя, кроме того, из-за плохой прессуемости сердечник разрушается и высыпается из кольцевой таблетки, так
5 как кольцевая оболочка не имеет днища.
Целью данного изобретения является повышение производительности и повышение качества изделий.
Для достижения указанной цели машина снабжена поворотными кронштейнами с ползунами и вспомогательными пуансонами, при этом поворотные кронштейны смонтированы в верхнем Г1оясе ротора по два на каждый верхний пуансон, а в упомянутых кронштейнаТУст-ановЛеййт В одарМ-- ползун со вспомогательным )нон..д.ля формования облицовки, а в другом -- ползун со вспомогательным пуансоном для формования сердечника, при этом на каждом верхНёИ пуансйне и на упомянутом ползуне выполнены соответствующие друг другу фасон ньГё вь1ступ и .паз.
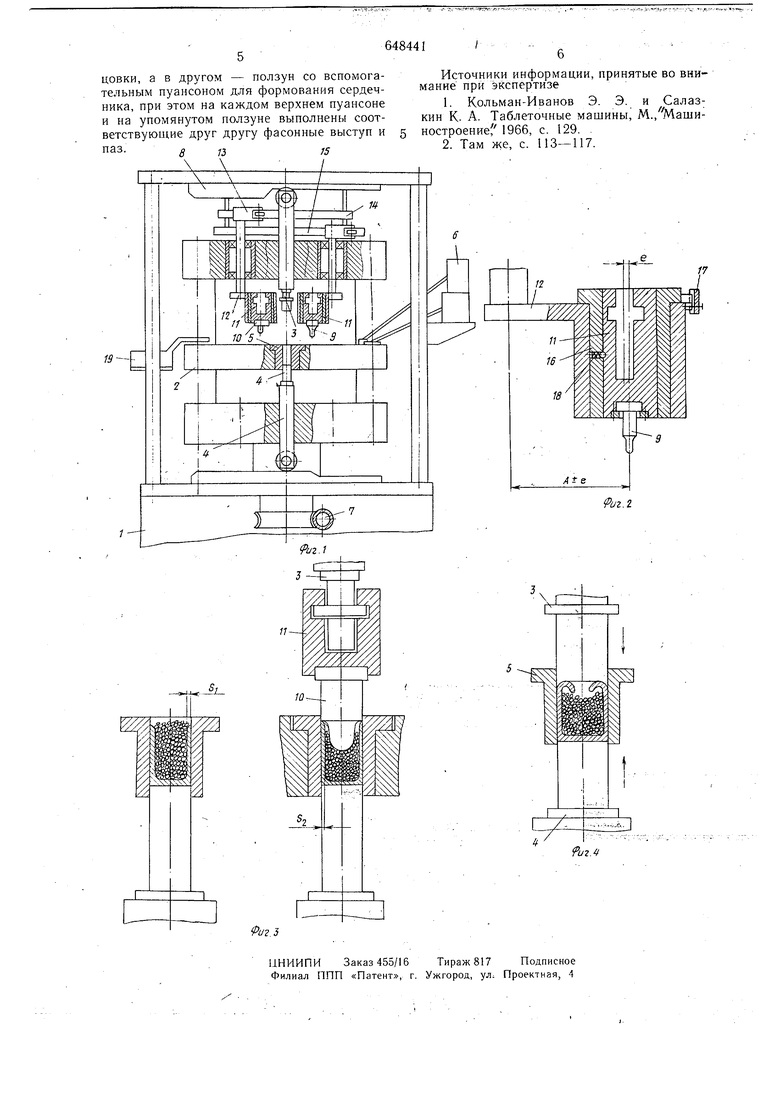
Сущность изобретения поясняется чертежом, где на фиг. 1 показана схематически ротационная таблеточная машина; на фиг. 2 - вспомогательный пуансон с ползуном, расноложенным в поворотном кронштейне; на фиг. 3 - схема уплотнения абразивного материала, засыпанного в полость ранее сформованной облицовки изделия; на фиг. 4 - ехШабкончательногодаухстор0йнего прессования двухкомпонентного изделия на ротационной таблеточной машине, s.
В станине 1 установлен ротор 2 на вертикальной оси. На верхнем поясе ротора в ползунах установлены верхние пуансоны 3, а на нижнем - нижние пуансоны 4, которые входят внизу в матрицы 5. На станине закреплены питатели 6 для дозирования материала облицовки и aбp aзйBffбfб MЯfepиaла сердечника. .
Ротор приводится во вращение приводом 7. На станине 1, для.перемеЩения пуанСОнов по вертикали, установлены копиры 8. Для каждого верхнего пуансона 3 с одной стороны установлен вспомогательный пуансон 9 для формования оболочки изделия и, с другой стороны, - вспомогательный пуансон 10 для предварительного уплотнения материала сердечника. Вспомогательные пуансоны установлены в ползунах 11, которые расположёны в поворотных кронигтейнах 12. На верхних концах осей поворотных кронштейнов закреплены рычаги 43 с роликами,
КоНТактИругошими с копирами 14 и 15, под
воздействием которых кронштейны 12 пово р 3« йвайтся и устанавливают сначала вспомогательный пуансон 10 соосно матрицам 5. Ползуны 11 вспомогательных пуансонов имеют фигурные пазы, которыми они соединя, ются с выступами на верхних пуансонах 3.
Ползуны 11установлены в эксцентричных втулках 16, которые фиксируются на кронштейнах 12 прижимами 17, что позволяет отрегулировать соосность матриц и всно ГбгЭТёйВНыхпуанСоновпутем разворота втулок в посадочных отверстиях. Во втулках 1б установлены фиксаторы 18, удерживающие ползуны на уровне, необходимом для свободfroTOHx соединения с верхни.ми пуансонами. На станине неподвижно закреплен приемник спрессованных изделий 19. Ротор 2 непрерывно вращается от привода 7. Верхние 3 и нижние 4 пуансонй со своими ползунами под воздействием копиров перемещаются по вертикали в соответствии с их профилем.
Матрицы 5 заполняются материалом обЛиновки изделия из дозатора 6. Затем под воздействием копира 15 кронштейн со вспомогательным пуансоном 9 поворачивается на своей оси и ползун своим, фигурным пазом заходит на фигурный выступ верхнего пуансона 3. Далее верхний пуансон 3 под воздействием копира 8 перемещается вниз и перемещает ползун 11 со вспомогательным пуансоном 9. При этом щарик фиксатора 18 утапливается в отверстии втулки 16. Происходит прессование оболочки изделия с толщиной стенки Sr. Затем дозатор 6 засыпает в полость оболочки абразивный материал сердечника изделия. Одновременно поворотный кронштейн со вспомогательным пуансоном 9 возвращается в исходное положение, освободив верхний пуансон 3, на который
5 затем заходит фигурным пазом ползун вспо. могательно.го пуансона 10 для уплотнения абразива в полости оболочки изделия, что
г происходит при перемещении верхнего пуансона вниз. При этом зерна абразива под прессующим воздействием вспомогательного
0 пуансона 10 внедряются в стенки оболочки изделия и фактическая толщина стенок облицовки изделия составит величину S S| , а также абразивный материал уплотняется и занимает меньший, чем после засыпки,
, объем. После этого вспомогательный пуансон с ползуном и кронщтейном возвращается в исходное положение, освободив верхний пуансон 3. При этом в зону сопряжения пуансона 3 с матрицей 5 абразивные частицы не попадают, происходит более качественное
0 прессование изделия с минимальным износом пуансонов и матриц. После отвода верхнего пуансона 3 в исходное положение, нижний пуансон 4 выталкивает спрессованное изделие на поверхность среднего пояса ротора, откуда оно направляется в приемник 19.
5 Экономический эффект от применения изобретения обеспечивается высокой произвбдительностЬю и высоким качеством получаемых изДелий.
Формула изобретения
Ротационная таблеточная машина для формования двухкомпонентных изделий, содержащая смонтированные на станине трехпоясной ротор с вертикальной осью вращения, на верхнем и нижнем поясах которого соответственно установлены верхние и нижние пуансоны, а на среднем - матрицы, питатели дозирования порошковых материалов облицовки и сердечника, а также систему . копиров, отличающаяся тем, что, с целью повышения производительности и качества получаемых изделий, она снабжена поворотными кронштейнами с ползунами и вспомогательными пуансонами, при этом поворотные кронштейны смонтированы в верхнем поясе ротора по два на каждый верхний пуансон, а в упомянуть1Х кронштейнах установлены: в одном - ползун со вспомогательным пуансоном для формования обли
| название | год | авторы | номер документа |
|---|---|---|---|
| Ротационная машина для формованияиздЕлий | 1979 |
|
SU804520A1 |
| Роторная таблеточная машина | 1982 |
|
SU1016207A1 |
| РОТАЦИОННЫЙ АВТОМАТ ДЛЯ ПРЕССОВАНИЯ ПОРОШКОВ | 1992 |
|
RU2041825C1 |
| ТРАНСПОРТНЫЙ РОТОР РОТОРНОЙ ТАБЛЕТОЧНОЙ МАШИНЫ | 2004 |
|
RU2296052C2 |
| Роторная таблеточная машина | 1979 |
|
SU861105A1 |
| РОТОРНАЯ ТАБЛЕТОЧНАЯ МАШИНА | 2000 |
|
RU2165851C1 |
| Роторный таблеточный пресс | 1974 |
|
SU512929A1 |
| Роторный таблеточный пресс | 1989 |
|
SU1705124A1 |
| Роторный таблеточный пресс | 1980 |
|
SU912541A1 |
| Ротационный таблеточный пресс для формования многослойных изделий из порошка с армирующей лентой | 1987 |
|
SU1444073A1 |
