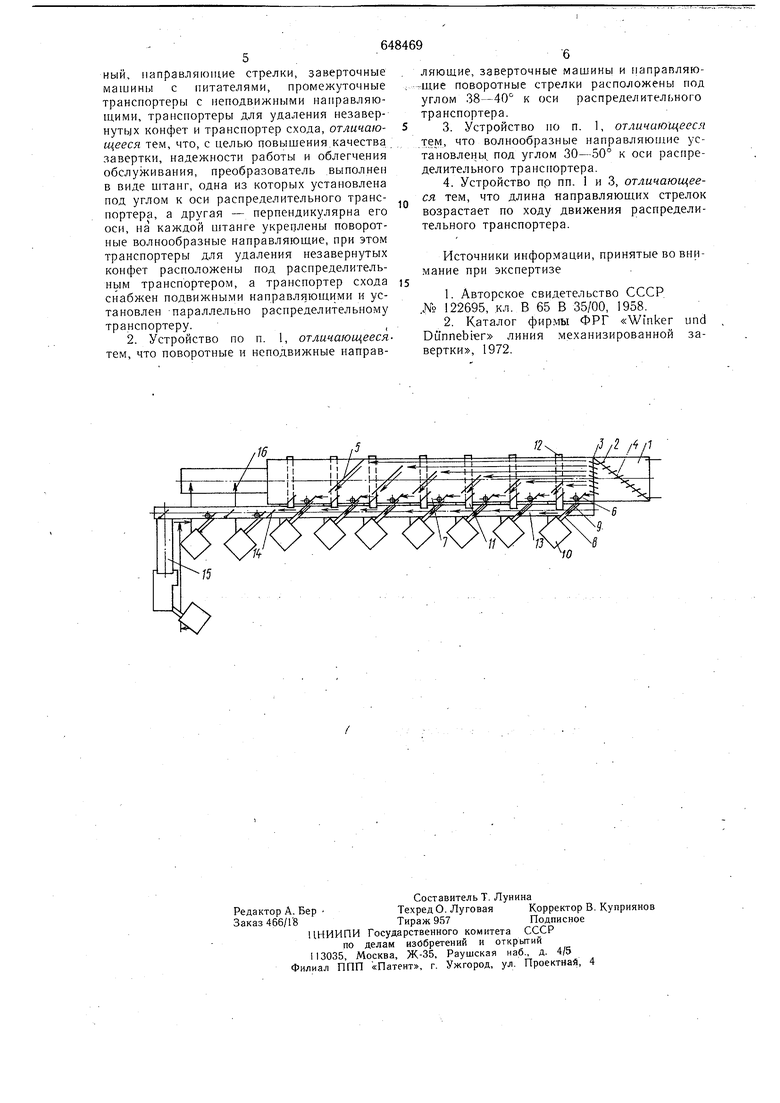
(54) УСТРОЙСТВО ДЛЯ ОРИЕНТАЦИИ И ПОДАЧИ КОНФЕТ К ЗАВЕРТОЧНЫМ МАШИНАМ лом 30-50° к ОСИ распределительного транс nGptepa, а длййа направляющих стрелок возрастала по ходу движения распредёли тельного транспортера. На чертеже схематически изображено описываемое устройство, общий вид. Оно содержит распределительный ленточный транспортер 1, преобразователь многорядного потока в однорядный, установленный на станине распределительного транспортера 1 и выполненный в виде штанги 2, расположенной под углом 30-50° к оси транспортера 1, и штанги 3, перпендикулярной оси. На каждой штанге 2 и 3 установлены волнообразные направляющие 4, кото рйе яожно перемещать вдоль штанг и регулйрова ь УГОЛ их наклона к оси транспортера 1 в пределах 30-50°. Направляющие стрелки 5 установлены на станине распределительного транспортера 1 под углом 38-- 40° к его оси. Они имеют равные длины, зависящие от расположения преобразованно ТО ряда на распределительном транспортере 1;т.е. каждая следующая по ходу транспортера направляющая стрелка 5 длиннее предыдущей на шаг преобразованного ряда. Поворотные направляющие стрелки 6 установлены на станине распределительного транспортера 1 под углом 38-40° к его оси. Каждая стрелка 6 имеет два крайних положения и занимает их с помощью пневмоцилиндра 7, получающего сигнал от фотоэлементного датчика 8, установленного на ленточном питателе 9 заверточной машины 10. Концы питателей 9 заведены под рабочую ветвь распределительного транспортера 1, в станине Kotoporo сделаны соответствующие вырезы. Неподвижные направляющие 1.1 установлены на . станине распределительного транспортера 1 под углом 38-40° к его оси, транспортеры. 12 для удаления незавернутых конфет находятся под рабочей ветвью распределительного транспортер а 1 и пердендикулярны к его оси. Они имеют разную дли.ну: каждый последующий по ходу распределительного транспортера .1 короче предыдущего на 50 мм. Транспортер схода 13 Параллелен распределительнойу транспортеру 1 и проходит вдоль всей линии так, что питатели 9 расположены над ними с образованием свободного прохода, равного 30 мм для потока конфет. Подвижные направляющие 14 установлень на станине транспортера схода 13, а в конце транспортера 13.установлены под углом 38-40° к его оси заверточные машины 10 с ленточными питателями 9. Концы питателей 9 заведены под рабочую ветвь ленты транспортера 13. В станине транспортера 13 выполнены соответствующие вырезы. Наклонный транспортер- 15 соединяет транспортер 13 с приставкой МС, которая обеспечивает завертку конфет, не завернутых предыдущими машинами. С помон1.ью транспортеров 16 завернутая продукция от заверточны.х машин 10 Г1редается на транспортер сбора завернутой продукции.. Линия работает следующим образом. Поток конфет поступает, с тр.анспортера глазировочной машины на распределительный транспортер 1. Между конфетами в одном ряду создаются промежутки, рав- . ные размеру пяти .|Гонфет. Это позволяет из двух, трех или четырех рядов конфет (в зависимости от производительности стоящих в линии заверточных машин) сформировать один ряд. Конфеты формируются в один ряд волнообразными направляющими 4 штанги 2, смещаясь ripn этом по ширине распределительного транспортера 1. Волнообразной направляющей штанги 3 конфеты в ряду выравниваются и ряд направляется в заданное положение на распределительном транспортере 1. Каждая направляющая .стрелка 5 отсекает от потока один ряд конфет и направляет его на поворотную направляющую стрелку 6. Если заверточная машина 10 работает, поворотная направляющая стрелка 6 занимает рабочее положение и поток конфет с распределительного транспортера 1 направляется в питатель 9 заверточной мащины 10. Если питатель 9 заверточной мащины 10 переполнен конфетами, то фотоэлементный датчик 8, установленный на питателе 9, дает сигнал на пневмоцилиндр 7, который отклоняет поворотную стрелку 6 в нерабочее, положение. Снова рабочеее положение стрелка 6 занимает только после того, как излишки конфет в питателе 9 будут завернуты машиной 10. После остановки машин 10 поворотнаяНаправляющая стрелка 6 отклоняется и пропускает поток конфет на неподвижную направляющую 11. Двигаясь вдоль направляющей 11 поток конфет попадает на транспортер 12, который подает конфеты в свой ряд на транспортере схода 13. В зависимости от номера неработающей мащины и от общего количества неработающих в данный момент машин, конфеты с транспортера 13 попадают, в одну из трех стоящих у транспортера 13 заверточных машин 10. Направление потока конфет от неработающей машины на транспортере 13 производится с помо.щью подвижных направЛЯЮ01ИХ 14. Формула изобретения 1. Устройство для ориентации и подачи конфет к заверточным машинам, включающее распределительный транспортер, преоб: разователь многорядного потока в одноряд5. ный, направляющие стрелки, заверточные машины с питателями, промежуточные транспортеры с непОлавижными направляющими, транспортеры для удаления незавернутых конфет и транспортер схода, отличающееся тем, что, с целью повышения.качества завертки, надежности работы и облегчения обслуживания, преобразователь выполнен в виде штанг, одна из которых установлена под углом к оси распределительного транспортера, а другая - перпендикулярна его оси, на каждой штанге укреплены поворотные волнообразные направляющие, при этом транспортеры для удаления незавернутых конфет расположены под раснределительнь1м транспортером, а транспортер схода снабжен подвижными направляющими и установлен Параллельно распределительному транспортеру., 2. Устройство по п. 1, отличающееся тем, что поворотные и неподвижные направ64ляющие, заверточные машинь| и направляющие поворотные стрелки расположены под углом 38-40 к оси распределительного транспортера. 3.Устройство по п. 1, отличающееся тем, что волнообразные направляющие установлены под углом 30-50° к оси распределительного транспортера. 4.Устройство пр пп. 1 и 3, отличающееся тем, что длина направляющих стрелок возрастает по ходу движения распределительного транспортера. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР ,№ 122695, кл. В 65 В 35/00, 1958. 2.Каталог фир.мы ФРГ «Winker und Dunnebier линия механизированной завертки, 1972.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для ориентации и подачи конфет к заверточным машинам | 1980 |
|
SU874484A2 |
| Устройство для завертки конфет | 1982 |
|
SU1113311A1 |
| Устройство для завертки конфет | 1985 |
|
SU1316638A1 |
| Поточная линия для завертки глазированных и т.п. конфет | 1958 |
|
SU122695A2 |
| Машина для завертывания конфет в замок | 1937 |
|
SU60135A1 |
| МАШИНА ДЛЯ ЗАВЕРТЫВАНИЯ КОНФЕТ | 1973 |
|
SU363635A1 |
| Устройство для подачи корпусов конфет с транспортера к заверточным машинам | 1980 |
|
SU865255A1 |
| Устройство для подачи кофет на завертку | 1976 |
|
SU590185A1 |
| ЗАВЕРТОЧНАЯ МАШИНА | 1992 |
|
RU2053169C1 |
| Автомат для завертки конфет"вперекрутку | 1974 |
|
SU516580A1 |
-
. 1 у-у ТУ
