t
Изобретение отнсхзнтся к технологии изготовления листового стекла и может найти применение в стекольной промышпеиности.
Известен способ изготовления листового стекла, включающий измерение кроки стекла без прикладывания к ленте виешиих сил . Этот способ основан на излучении от горячего листа, однако ои не обеспечивает необходимой точности поддержания толщины листового стекла.
Известен другой способ изготовления листового стекла, включающий подачу расплавленного стекла через регулирующий шибер в ванну с расплавленным металлом Г21. Этот способ наиболее близок к изобретению по технической сущиости и достигаемому результату. Однако он также не обеспечивает необходимую точность поддержания толщины ленты стекла.
Цель изобретения - повышение точ- яости по2Шержания заданной ширины стекл
Это достигается тем, что в способе изготовления листового стекла, включакидем подачу расплавленного стекла через регулирующий шибер в ванну с расплавленным металлом, определяют ширж- ну ленты стекла в двух точках, расположенных вверху и внизу по найравле- нию движения ленты стекла, и высоту поднятия шибера, сравнивают ширину
стекла, измеренную внизу, с заданным значением ширины и определяют сигнал уставки для сравнения с шириной стекла, измеренной вверху, а полученный сигнал рассогласования сравнивакуг с измеренной высотой поднятия шибера с последующим воздействием на высоту его поднятия, причем ширину ленты стекла вычисляют с использованием детекторов обнаружения кромки стекла по следующей формуле:
S-5
ср
X-X -XO Kтсях min
где X «. - расстояние от наружной баковой стенки Ванны до ее центральной
ОСИ}
X ,j - расстояние от наружной бо КОБОЙ стенки ванны до центральной оси детектора;
К - коэффициент пропорциональности, соответствующий эффективной длине детектора}
5 fTiax детектора в момен его расположения целиком над стеклом, min детектора вмомент его расположения целиком над расплавленным металлом;
5ср - сигнал детектора в точке, расположенной на середине пути между точками, где измерялись и
minJ
5 - сигнал детектора вмомент обнаружения кромки стекла.
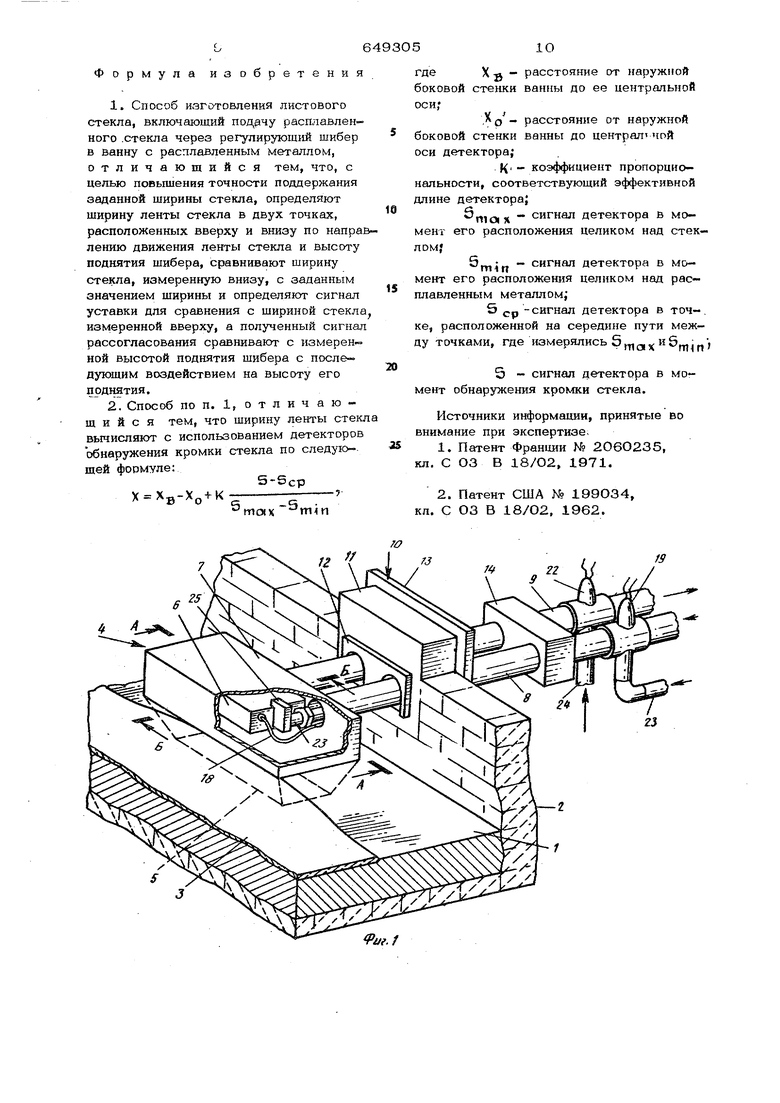
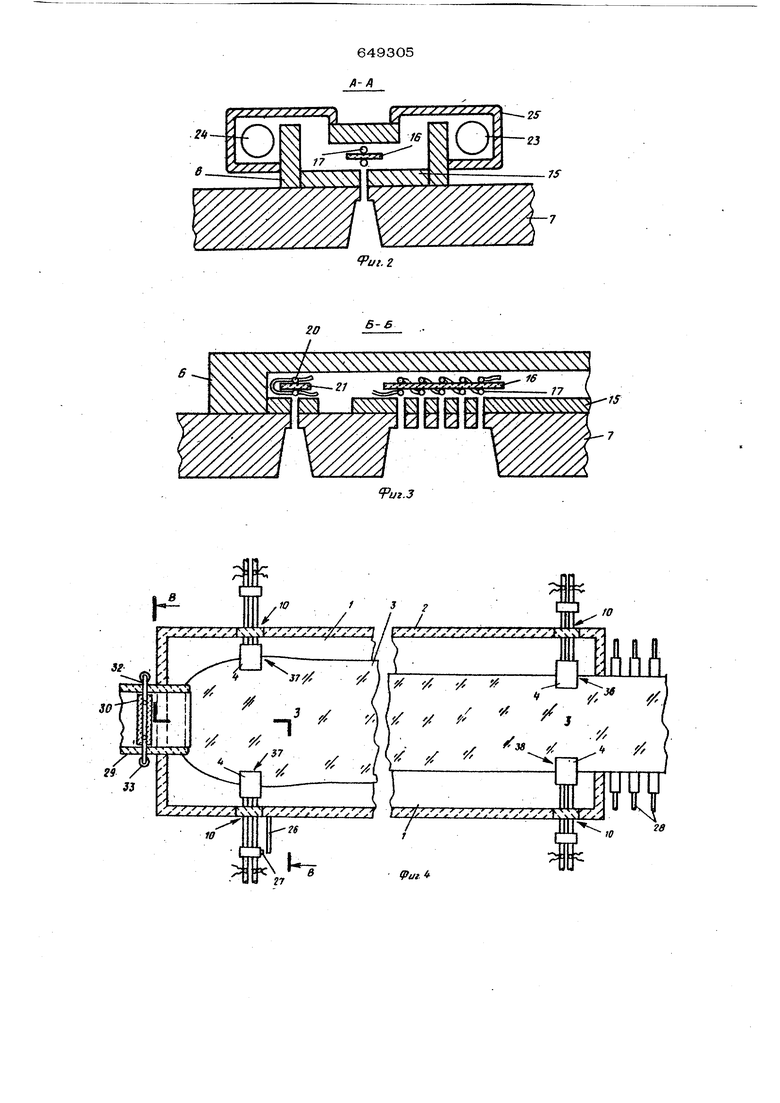
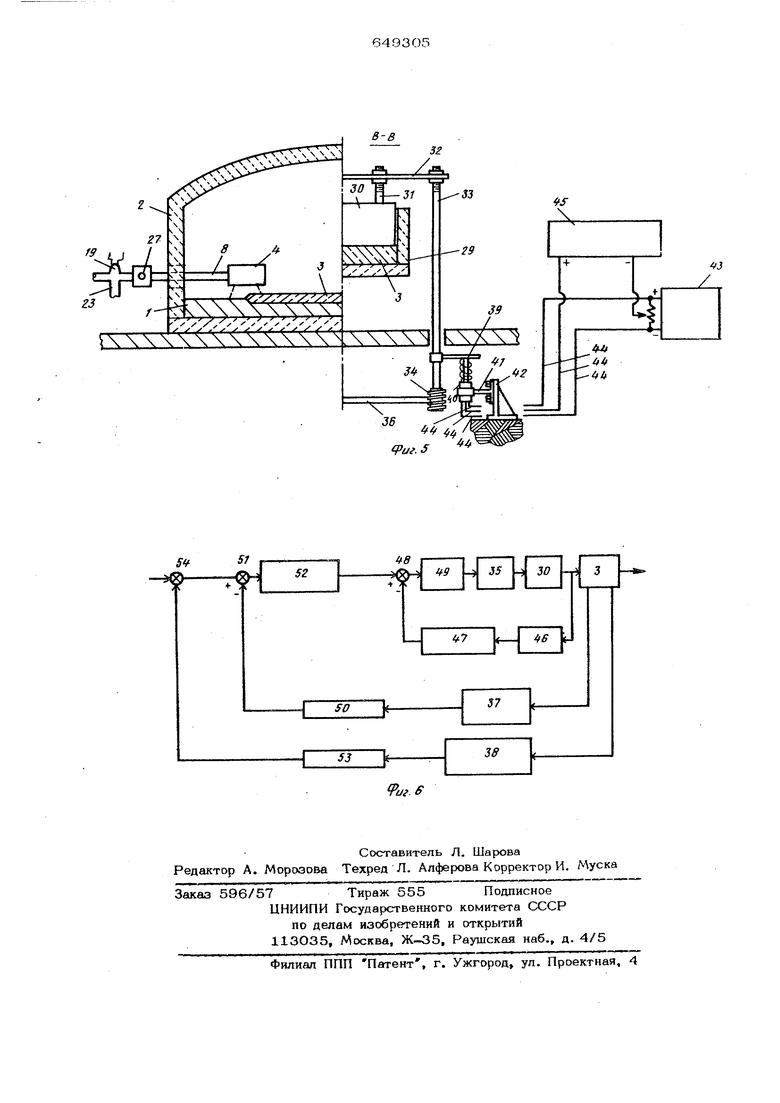
На фиг, 1 схематически изображено устройство для реализации предлагаемого способа; на фиг. 2 - разрез А-А на фиг. 1, на.фиг. 3 - разрез Б-Б на фиг. 1 на фиг. 4 - - ванна с расплавленным металлом, вид сверху; на фиг. 5 - то же разрез В-В на фиг. 4; на фиг. 6 - блоксхема устройства для реализации способа.
На фиг. 1 показано сечение внутренней ласти ванны с расплавленным металлом 1, включающей жаропрочные стенки 2. По расплавленному металлу 1, например олову, течет масса горячего стекла 3, которая подвергается удлинению и охлаждению перед получением конечной ленты плоского стекла.
Детектор 4 обнаружения кромки установлен над горячим стеклом и расплавленным оловом так, что они обращены к сигнальной зоне 5. Зона 5 защищена от излучения окружающей среды, особенно от излучения из жаропрочной крыщи камеры с ванной. Внутри сигнальной зоны 5 имеется смотровая зона, определенная геометрией и размером смотрового окна устройства.
Детектор 4 обнаружения кромки содержит оболочку 6, окруженную рубащ- кой 7 для защиты от излучения. Между оболочкой 6 и окружающей ее рубашкой 7 предусмотрено пространство. Во время работы печи высокомощный охлаждающий агент, например вода, проходит в это пространство и циркулирует по нему.
Вода течет по трубопроводам 8 и 9, которые соединены с рубашкой 7 на противоположных сторонах оболочки 6. Ох-
лаждающие трубопроводы используются также для опоры. Опорные охлаждающие трубопроводы 8 и 9 проходят через боковое уплотнение Ю, предусмотренное в боковой стенке 2 ванны.
Боковое уплотнение 1О включает жаропрочный блок 11с прямоугольным отверстием и предназначено для соединения с рубашкой 7. Для уплотнения прямоугольного отверстия при введении устройства в ванну предусмотрена шлицованая заглущка 12, которая жестко удеживает устройство в установленном положении. Боковое уплотнение снабжено задней пластиной 13. При удалении устройства из камеры с ванной ашицованая заглущка 12 может быть заменена полой или сплощной заглущкой.
Опорные охлаждающие трубопроводы 8 и 9 снабжены поперечным эле.ментом 14, чтобы предотвратить скручивание этого сочетания под термическими или механическими воздействиями.. Толщина бокового уплотнения Ю обычно составляет около ЗО,48 см.
Оболочка 6 снабжена донной пластиной 15 (см. фиг. 2 и З), имеющей отверстия для проходящего через нее окна Между донной пластиной 15 и дном рубащки 7 можно предусмотреть узкополосовой фильтр, например инфракрасный.
Основными элементами детектора об наружения кромки являются удлиненная полоса 16 термоизоляционного материала, на которую намотано множество термопар 17, соединенных последовательно и установленных попеременно на верхней или холодной поверхности удлиненной полосы 16 и на нижней или горячей, обращенной к стеклу поверхности, удлиненной полосы 16.
Для покрытия термопар и поверхности детектора используют черный материал, например углерод или графит.
Детектор обнаружениякромки заце ментирован в оболочке 6 при помощи термопроводного цемента.
Термопары 17 детектора 4 желательно располагать на расстоянии около О,О6О8 см друг от друга, кроме того, желательно, чтобы они содержали медную и константановую проволоку с диаметром около 0,ОО762 см. Полная длина детектора должна составлять около 25,4-45,72 см. Термопары детектора желательно соединить с дистанционным указателем или записывающим устройством посредством покрытого нержавюшей сталью медногокабел Я 18 с маг незийной изоляцией, окружающей медно- свинцовые проволоки. Соединительный кабель 18 проходит через один из трубопроводов 8 или 9 и через сальник в Т-образном элементе трубы 8 до дис танционного соединителя 19. Дистанционный соединитель 19 обычно предст ляет собой трехштырьковый соединитель соединенный с соединительным кабелем 18 Как видно из фиг. 3, можно предусмотреть дополнительную термопару 2О с изолятором 21 для обнаружения тепло вого потока или температуры в том мес те, которое в.о время работы находится только над стеклом. Обнаруженный детектором тепловой поток можно использовать для калибровки и регулирования срабатывания детектора. Сигнальные свинцовые провода из термопары 20 снабжены кабелями, покрытыми оболочками, и проведенными через трубопровод 8 к дистанционному соединителю те мопар 22. Предусмотрена газовая очистка, обес печивающая охлаждение и очистку детек тора. Трубопроводы 23 и 24 очистител ного газа направлены оксиально трубопроводам 8 и 9 воды.Трубопровод 23 очист тельного газа соединен с оболочкой 6 соединительной трубой 25. Внутри оболочки 6 предусмотрены желобки и отражательные перегородки с тем, чтобы обеспечить равномерное распределение очистительного газа вдоль детектора. Предусмотрены средства для обнаружения или И1здикации положения детектора 4 обнаружения кромки стекла относительно камеры с ванной. Устройство для индикации положения детектора 4 от носительно камеры с ванной показано на фиг. 4. Индикаторная стойка 26 установлена на боковом уплотнении 1О практически параллельно трубопроводам 8 и 9 воды. Эта стойка снабжена метками. К трубопроводам прикреплен указатель 27. Такое устройство можно регулировать Bpy4Hy j для установки положения детектора 4 относительно камеры с ванной. На фиг. 4 представлено сочетание детекторов 4 обнаружения кромок стекл чтобы иметь возможность определять ширину стекла в разных местоположениях вдоль его пути продвижешш через ванну. На фиг. 4 показаны, кроме того, удлинительные приводные ролики 28, которые прикладывают продольное усилие к стеклу по мере его охлаждения и прохождения через ванну. Расплавленное стекло, которое подается в ванну, нагружается из плавильного и рафинированного чана (на чертеже не покидан) через канал с боковыми стенками 29, Количество расплавленного стекла, текущего в камеру с ванной, регулируется щибером 30 и представляет собой жаростойкий элемент, который можно поднимать или опускать для изменения поперечного сечения канала. Шибер 30 опирается на пару опорных рычагов 31, соединенных с поперечным элементом 32, который, в свою очередь, опирается на пару вертикальных ведущих валов 33 перепускного отверстия, пoднимae ыx и опускаемых винтовыми домкратами 34, которые можно приводить в действие ручным маховиком или приводным двигателем 35 (см. фиг. б) через рычажный механизм винтового домкрата 36. Для подготовки индикатора к работе удаляют полую заглушку, установленную в боковом уплотнении 1О. Шланг для впуска воды соединяют с трубопроводом 8, а шланг для спуска воды соединяют с трубопроводом 9. Включают охлаждающую воду, чтобы обеспечить полный поток через трубопроводы 8 и 9 и через рубащку 7. Желательно поддерживать температуру воды ниже 37,78С и избегать температуры воды выше 54,44 С. Шланг для нитрогена соединяется с трубопроводами 23 и 24 очистительного газа и создается поток очистительного газа со скоростью 1,416-2,832 К выходным заглушкам присоединяют электрический кабель с покрытием, который соединен с записывающими устройствами для считывания сипналов, показывающих положение кромк1, стекла. -После установления описанных соединений следует сделать окончательную проверку, чтобы убедиться а том, что устройство водонепроницаемо. Конец рубашки и детек-fopa устройства введен в отверстие блока 11 бокового уплотнения 10, а заглушка усановлена над трубопроводами 8 и 9 она может проскальзывать в отверстие блока 11. Устройство следу- ет медленно вводить в камеру с ванной со скоростью около 45,72 см ые пять минут или еще медленнее с 6 : тем, чтобы свести к минимуму любое внезапное о 1аждение кромки ленты сте па. Для калибровки устройства для обнаружения кромки следует сначала поместить инструмент полностью над стеклом так, чтобы сигнальная зона 5 находилась целиком над горячим стеклом} затем заметить выходной сигнал из детек тора 4. После этого следует передвинуть инструмент до положения, где вся сигнальная зона 5 находится над расплавленным металлом, и снова заметить выходные сигналы. Передвинуть инструмент к центру ванны, пока выходной си нал детектора не будет промежуточным по сравнению с сигналом, отмеченным в том случае, когда инструмент находит ся целиком над стеклом и когда инстру мент находится целиком над расплавлен ным металлом, Из фиг. 4 и 6 видно, что расположенный вверх по течению датчик 37 ши рины содержит два детектора 4 кромок (см фиг. 4, слева). Расположенный вни по течению датчик 38 ширины содержит два детектора 4 кромок (см. фиг. 4, справа). Ширину ленты стекла вычисляют по формуле с, пип где Xg - расстояние от наружной бо-ковой стенки ванны до ее центральной оси; Хд - расстояние от наружной боковой стенки ван1лы до центральной оси детектора; К - коэффициент пропорциональности, соответствующий эффективной дли не детектора; пклх сигнал детектора в момент его расположения целиком над стеклом; тл{п сигнал детектора в момент его расположения целиком над расплавленным металлом; - сигнал детектора в точке, расположенной на середине пути между точками, где измерялись Sf,а х min S - сигнал детектора в момент обнаружения кромки стекла. На вертикальном приводном валу пер пускного отверстия установлен кронштей 39, который можно использовать для индикации вертикального положения перепускного отверстия (см. фиг. 5), Крон 8 штейн 39 расположен на нагруженном пружиной валу линейного потенциометра 4О. Линейный потенциометр установлен посредством регулируемого вала 41 на опорном кронштейне 42. Положение линейного потенциометра 40 можно регулировать, чтобы обеспечивать ожидаемый диапазон движения перепускного отверстия. Линейный потенциометр питается энер гией из источника 43 энергии постоянного тока. Положение вала линейного потенциометра 4О определяет сопротив- ление, с которого снимается напряжение через провода 44 в записывающее устройство 45. .-Шибер 30 можно устанавливать вверху )или внизу, чтобы он принимал определенные положения внутри канала, и регулировать плошадь поперечного сечения, через которое может проходить расплавленное стекло. Датчик 46 высоты шибера 30 воспринимает положение шибера и генерирует сигнал, нш1рав« ляемый в регулятор 47. Регулятор 47 представляет собой обычный аналоговый или цифровой регулятор. Сигнал с выхода регулятора 47 направляется в сравнивающее устройство 48, куда также подается заданное значение высоты шибера. Сигнал с выхода сравнивающего устройства 48 через усилитель 49 направляется к приводному двигателю 35. Приводной двигатель 35 непсх:редственно связан с рычажной передачей 36, которая поворачивает винтовой домкрат 34. Как показано на фиг. 6 предусмотрена вторая .:цёпь регулирования, включаюхшая датчик 37 ширины, состоящий из пары детекторов, которые обнаруживают ширину ленты горячего стекла в той точке ванны, где стекло ведет себя практически как вязкая жидкость. Сигнал с выхода датчика 37 ширины направляется в регулятор 5О и далее в сравнивающее устройство 51, где сравнивается с заданным значением ширины. Сигнал рассогласования через усилитель 52 направляется в сравнивйющее устройство 48, где служит сигналом задания. Предусмотрена также третья цепь рё гулирования, включающая датчик 38 толшины, регулятор 53 и сравнивающее уст ройство 54.
Формула изобретения
1. Способ изготовления листового стекла, включающий подачу расплавленного .стекла через регулирующий шибер в ванну с расплавленным металлом, отличающийся тем, что, с целью повышения точности поддержания заданной ширины стекла, определяют щирину ленты стекла в двух точках, расположенных вверху и внизу по напралению движения ленты стекла и высоту поднятия шибера, сравнивают ширину стекла, измеренную внизу, с заданным значением ширины и определяют сигнал уставки для сравнения с шириной стекла измеренной вверху, а полученный сигнал рассогласования сравнивают с измеренной высотой поднятия шибера с последующим воздействием на высоту его поднятия.
2. Способ по п. 1, о т л и ч а ю щ и и с я тем, что ширину ленты стекл вычисляют с использованием детекторов обнаружения кромки стекла по следую-щей формуле:
S-SCP
X Xg-Xjj-i-K
mocx т4п
где в расстояние от 1гаруж 1ой
боковой стенки ванны до ее центральной оси;
X р расстояние от наружной боковой стенки ванны до централ чой оси детектора;
K. - коэффициент пропорциональности, соответствующий эффективной длине детектора}
nicxx сигнал детектора в момент его расположения целиком над стеклом;
- сигнал детектора в мсимент его расположения целиком над расплавленным металлом,
5 ,р -сигнал детектора в точке, расположенной на середине пути между точками, где Измерялись S
5 - сигнал детектора в момент обнаружения кромки стекла.
Источники информации, принятые во внимание при экспертнае1.Патент Франции NO 2О6О235, кл, С ОЗ В 18/О2, 1971.
2.Патент США № 199О34, кл. С ОЗ В 18/О2, 1962.
21 К-Л
2S
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения кремниевого покрытия и устройство для осуществления способа | 1975 |
|
SU904513A3 |
| Способ изготовления листового стекла | 1974 |
|
SU923362A3 |
| ВАННА К УСТАНОВКЕ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО СТЕКЛА | 1971 |
|
SU320991A1 |
| ВАННА К УСТАНОВКЕ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО СТЕКЛА | 1971 |
|
SU307560A1 |
| ВАННА К УСТАНОВКЕ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПОЛИРОВАННОГО СТЕКЛА | 1967 |
|
SU216187A1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ (ВАРИАНТЫ), СПОСОБ ПОДВОДА РАСПЛАВЛЕННОГО МЕТАЛЛА ИЗ ПОДАВАЕМОЙ СВАРОЧНОЙ ПРОВОЛОКИ В СВАРОЧНУЮ ВАННУ (ВАРИАНТЫ) | 2000 |
|
RU2211752C2 |
| ВАННА К УСТАНОВКЕ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПОЛИРОВАННОГО СТЕКЛА | 1967 |
|
SU216186A1 |
| ВАННА К УСТАНОВКЕ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО СТЕКЛА | 1970 |
|
SU285650A1 |
| ВАННА К УСТАНОВ'КЕ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВОГОСТЕКЛА | 1969 |
|
SU247472A1 |
| УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА ЛИСТОВОГО СТЕКЛА | 1992 |
|
RU2039015C1 |
20 I
Ч. rit 5« « « n-ea
.
f f j- f X yl ч V V
--:- .Г-.
b/////.fSf//////////.f jy.-y.-..yyy.y.-.l ТУЙ ц
6-6
ftv fb. fy I
i ca va4sv
I/
7 f f .
X X X V V V
,-f-f(-
in
J }
/ / J
- /
