Известны ванны к установкам для изготовления листового полированного стекла на поверхности расплавленного металла, содержащие карманы, образованные в выступах ее боковых стенок и сообщающиеся с ней каналами.
Описываемая ванна по сравнению с известными обеспечивает гидродинамическую устойчивость ленты стекла на поверхности расплавленного металла и повышение качества последней за счет интенсификации поперечных конвекционных потоков металла. Лента стекла в предлагаемой ванне контактирует с непрерывно обновляющейся поверхностью расплавленного металла, что препятствует повышению содержания окиси олова и других загрязнений в стекле.
Это достигается благодаря тому, что карманы предлагаемой ванны выполнены с охлаждаемыми наружными стенками, а над каналами установлены шиберы.
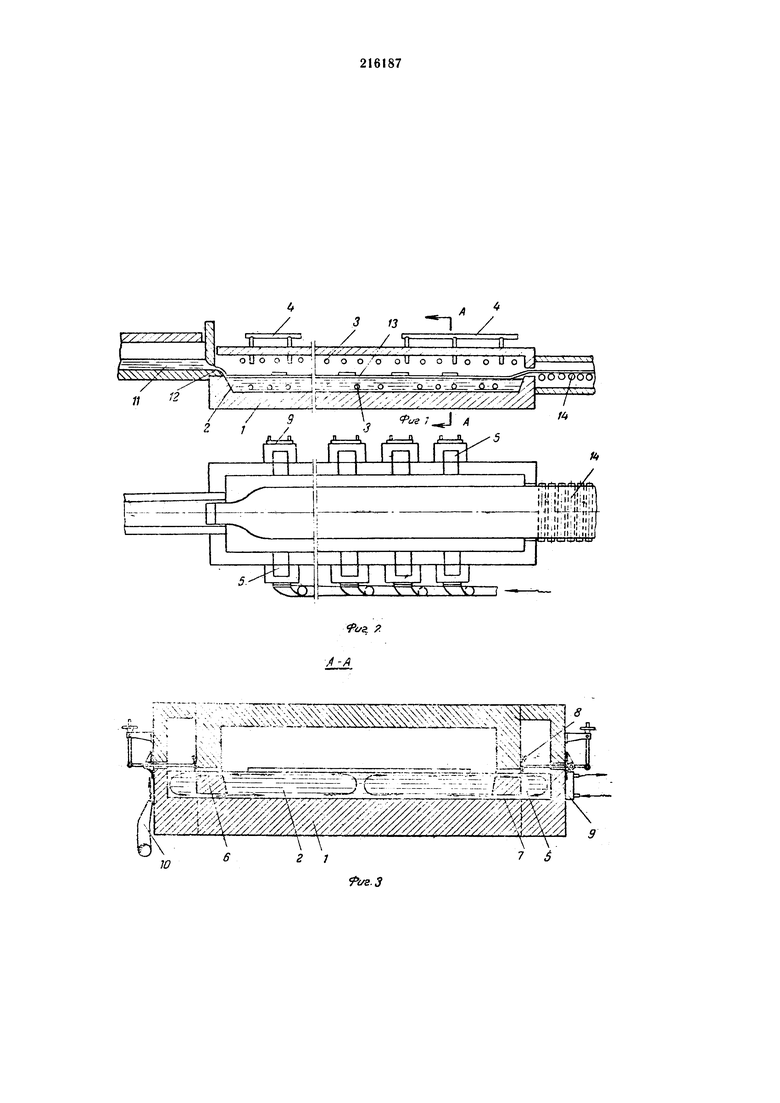
На фиг. 1 представлена предлагаемая ванна, продольный разрез; на фиг. 2 - то же, вид в плане; на фиг. 3 - то же, разрез по А-А на фиг. 1.
В ванне 1 с расплавленным металлом 2 установлены терморегуляторы 3, трубопроводы 4 для создания защитной атмосферы, карманы 5, образованные в боковых выступах ванны 1, отделенные от нее перегородкой 6 и сообщающиеся с ней каналами 7. За перегородкой 6 установлены подъемно-опускные шиберы 8, предназначенные для регулирования сечения соединительных каналов 7. У наружных стенок карманов 5 установлены охладительные устройства 9, которые выполнены либо в виде водоохлаждаемых рубашек, либо в виде сопел 10, через которые на наружные стенки карманов подают воздух.
Изготовление листового полированного стекла осуществляют следующим образом.
Сваренную в печи стекломассу 11 из питателя по сливному лотку 12 направляют на поверхность расплавленного металла 2 в ванну, где при соответствующих температурных условиях она превращается в непрерывную ленту 13. Последняя, перемещаясь вдоль ванны, охлаждается и при температуре примерно 600°С выходит из нее в печь отжига 14.
Из-за малого трения о поверхность расплавленного металла и неравномерного распределения температур по ширине ванны, лента стекла может отклониться при своем движении от центральной оси ванны, что может привести к нарушению процесса формования.
Для устранения этого отклонения в ванне осуществляют регулирование конвекционных потоков расплавленного металла, посредством включения охладительных устройств 9. Отбор тепла снижает температуру расплавленного металла в кармане, что вызывает интенсификацию поперечных конвекционных потоков в соединительных каналах 7 и в ванне 1 и смещение ленты стекла в нужном направлении.
Регулировать интенсивность конвекционных потоков расплавленного металла в описываемой ванне можно не только изменением температуры наружных стенок карманов 5, но также посредством изменения сечения соединительных каналов 7 с помощью шиберов 8.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВАННА К УСТАНОВКЕ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПОЛИРОВАННОГО СТЕКЛА | 1967 |
|
SU216186A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПОЛИРОВАННОГОСТЕКЛА | 1969 |
|
SU245683A1 |
| УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА ЛИСТОВОГО СТЕКЛА | 1991 |
|
RU2069644C1 |
| УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА ЛИСТОВОГО СТЕКЛА | 1992 |
|
RU2039015C1 |
| СПОСОБ ЭКСПЛУАТАЦИИ ЛИНИИ ДЛЯ ПРОИЗВОДСТВА ЛИСТОВОГО ПОЛИРОВАННОГО СТЕКЛА | 2007 |
|
RU2339590C1 |
| СПОСОБ ЭКСПЛУАТАЦИИ ЛИНИИ ДЛЯ ПРОИЗВОДСТВА ЛИСТОВОГО ПОЛИРОВАННОГО СТЕКЛА | 2007 |
|
RU2338701C1 |
| ВАННА К УСТАНОВКЕ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПОЛИРОВАННОГО СТЕКЛА | 1969 |
|
SU242072A1 |
| УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА ЛИСТОВОГО СТЕКЛА | 1991 |
|
RU2069645C1 |
| Способ изготовления листового стекла | 1973 |
|
SU649305A3 |
| Устройство для производства листового полированного стекла | 1977 |
|
SU678849A1 |
Ванна к установке для изготовления листового полированного стекла на поверхности расплавленного металла, содержащая карманы, образованные в выступах ее боковых стенок и сообщающиеся с ней каналами, отличающаяся тем, что, с целью обеспечения гидродинамической устойчивости ленты стекла и повышения качества последней, карманы ванны выполнены с охлаждаемыми наружными стенками, а над каналами установлены. шиберы.
