Известна ванна к установке для изготовления листового стекла на поверхности расплавленного металла, содержащая поперечные каналы, образованные в ее продольных стенках у поверхности металла, нагнетательное приспособление, обеспечивающее забор последнего КЗ ванны через поперечные каналы и подачу под ленту стекла через центральные каналы в дне ее, а также устройство для очистки расплавленного металла.
Цель изобретения - повысить качество очистки и обеспечить позонное регулирование потоков металла.
Это достигается тем, что заборные поперечные каналы в боковых стенках ванны и подающие центральные каналы в ее дне объединены продольными коллекторами, а каждый поперечный канал снабжен шибером.
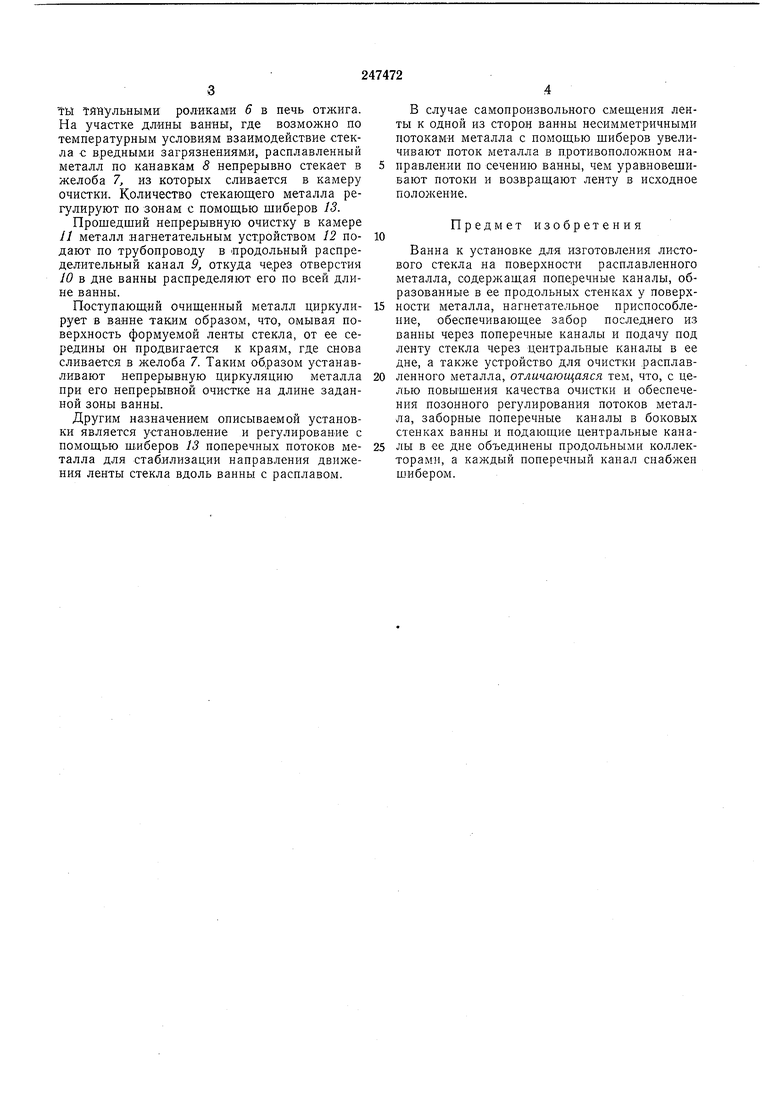
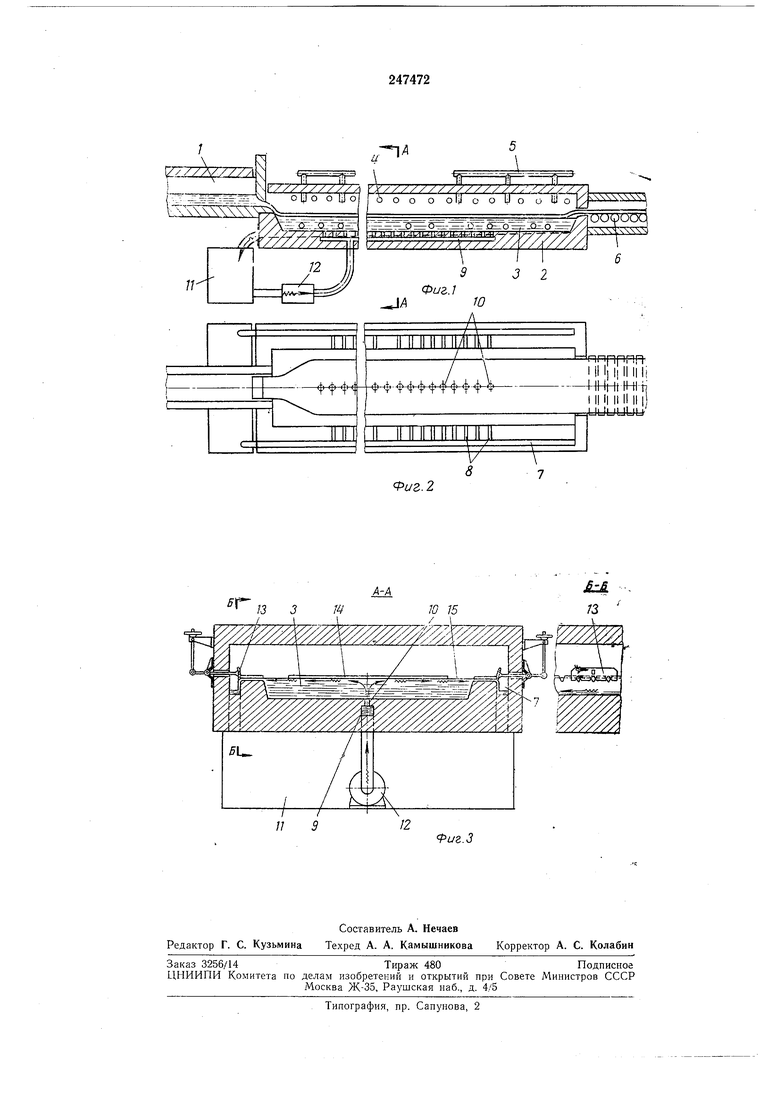
Сущность изобретения поясняется чертежами. На фиг. 1 изображена установка для выработки листового стекла, продольный разрез; на фиг. 2 -то же, вид в плане; на фиг. 3 - то же, полеречный разрез по А-А и разрез
:ПО ББ.
ных роликов 6 для перемещения ленты стекла в отжигательную печь.
Ванна снабжена двумя наклонными сборными желобами 7, расположенными в ее продольных стенках и сообщающимися с емкостью ванны вблизи поверхности расплавленного металла поперечными канавками 8, продольным распределительным каналом 9, сообщающимся с емкостью ванны через ее дно отверстиями 10. Продольные желоба соединены с камерой 11 очистки металла, а последняя через нагнетательное устройство 12 соединена трубопроводом с распределительным каналом. Поперечные канавки по зонам перекрывают
регулируемыми шиберами 13.
В качестве нагнетательного устройства служит любая конструкция оловонасоса (например, центробежный или индукционный). Камера очистки металла оборудована средствами непрерывной очистки расплавленного металла одним из известных в технике способов, например барботированием водородом, электролитическим рафинированием или другими.
Работа установки заключается в непрерывном формовании ленты 14 стекла, образующейся при растекании стекломассы по поверхности расплавленного металла 15, стабилизации размеров ее сечения при постепенном затты тянульными роликами 6 в печь отжига. На участке длины ванны, где возможно по температурным условиям взаимодействие стекла с вредными загрязнениями, расплавленный металл по канавкам 8 непрерывно стекает в желоба 7, из которых сливается в камеру очистки. Количество стекающего металла регулируют по зонам с помощью щиберов 13.
Прошедший непрерывную очистку в камере // металл нагнетательным устройством 12 подают по трубопроводу в продольный распределительный канал 9, откуда через отверстия 10 в дне ванны распределяют его по всей длине ванны.
Поступающий очищенный металл циркулирует в ваине таким образом, что, омывая поверхность формуемой ленты стекла, от ее середины он продвигается к краям, где снова сливается в желоба 7. Таким образом устанавливают непрерывную циркуляцию металла при его непрерывной очистке на длине заданной зоны ванны.
Другим назначением описываемой установки является установление и регулирование с помощью шиберов 13 поперечных потоков металла для стабилизации направления движения ленты стекла вдоль ванны с расплавом.
В случае самопроизвольного смещения ленты к одной из сторон ванны несимметричными потоками металла с помощью шиберов увеличивают поток металла в противоположном направлении по сечению ванны, чем уравновешивают потоки и возвращают ленту в исходное положение.
предмет изобретения
Ванна к установке для изготовления листового стекла на поверхности расплавленного металла, содержащая поперечные каналы, образованные в ее продольных стенках у поверхности металла, нагнетательное приспособление, обеспечивающее забор последнего из ванны через поперечные каналы и подачу под ленту стекла через центральные каналы в ее дне, а также устройство для очистки расплавленного металла, отличающаяся тем, что, с целью повышения качества очистки и обеспечения позонного регулирования потоков металла, заборные поперечные каналы в боковых стенках ванны и подающие центральные каналы в ее дне объединены продольными коллекторами, а каждый поперечный канал снабжен шибером.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВАННА К УСТАНОВКЕ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПОЛИРОВАННОГО СТЕКЛА | 1967 |
|
SU216187A1 |
| Способ изготовления листового стекла | 1971 |
|
SU959620A3 |
| ВАННА К УСТАНОВКЕ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО СТЕКЛА | 1971 |
|
SU305641A1 |
| УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА ЛИСТОВОГО СТЕКЛА | 1992 |
|
RU2039015C1 |
| Способ изготовления листового стекла | 1973 |
|
SU649305A3 |
| ВАННА К УСТАНОВКЕ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПОЛИРОВАННОГО СТЕКЛА | 1967 |
|
SU216186A1 |
| УСТАНОВКА ДЛЯ ОБРАБОТКИ ПОВЕРХНОСТИ ЛИСТОВОГО СТЕКЛА | 1971 |
|
SU310444A1 |
| УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА ЛИСТОВОГО СТЕКЛА | 1992 |
|
RU2039016C1 |
| ВАННА К УСТАНОВКЕ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО СТЕКЛА | 1971 |
|
SU320991A1 |
| Способ изго овления листового стекла | 1972 |
|
SU583736A3 |
и 9
иг.2
иг.З
