Изобретепие относится к оборуловапи:;) для пластикации иолимсриых материалов, (гаиример, различных вилов отработанных резииоте.хпичсских излелнй, например изношенных шин, в част)1остн к лнсковому пластикатору, применяемому при переработке вулканизокппюй резиновой крогпки, в нроизводстве регенерата резины те|)момеханическим .методом, и может быть иепо.тьзоваио на регенератн1)1х заволах.
Г1звесте г дисковый нластнкатор л.тя полимерных материало15, содержании враИ1аюптпйся н ненодвнжный диски с концентрическими канавками, расположенными ь-кс.нентрнчно отпосител1)Но оси лнсков на iix торцовых поверхностях, образующих регулнрзем1)1Й рабочий зазор н червячное загр зоч |;е стр(л 1ет1;о, сообщаклнсеся с рабочнм зазором через центральное огвс)етпе 1;снолвнжно1о дпска 1.
В момепт :Л)1Х(1ла roTijBorcj нролукта из Р бочего зазора межлу дисками ироисхо;:,)гг его частичное налинанне на иериферий)юй поверхности нсиолвнжного диска, что приводит к )1нс1П11о упомянутого зазора н в конце концов к снижению произвоД1ггельн(ктп п.гас г.мка гО)а. (ме того, необхолимо период)1чееки очин;ать налипший пролукт поп п()ЛП()л1 ,ении npoiiecca пластикацпп.
Ис.ть нзобрете И1Я - у..1шен)1е очжтки периферийной зоны рабочего зазора для ИОВЫ тения н|1оизволн тел ь;; ости нластикатора.
Указанная пель лостиглется тем. что подннжпь -дпск снпбжен распо/:о:«еппым 1 по его периферии )руем1 М 1 выступами клнновнл1К)й формы с ре,1д:1м;1 к)омкамн, выполненным по профилю неподинжпого днека.
того, выстуны з1-1иолноны с 1юзмо/ ноет)1о occiioro iieiie i aiennfl.
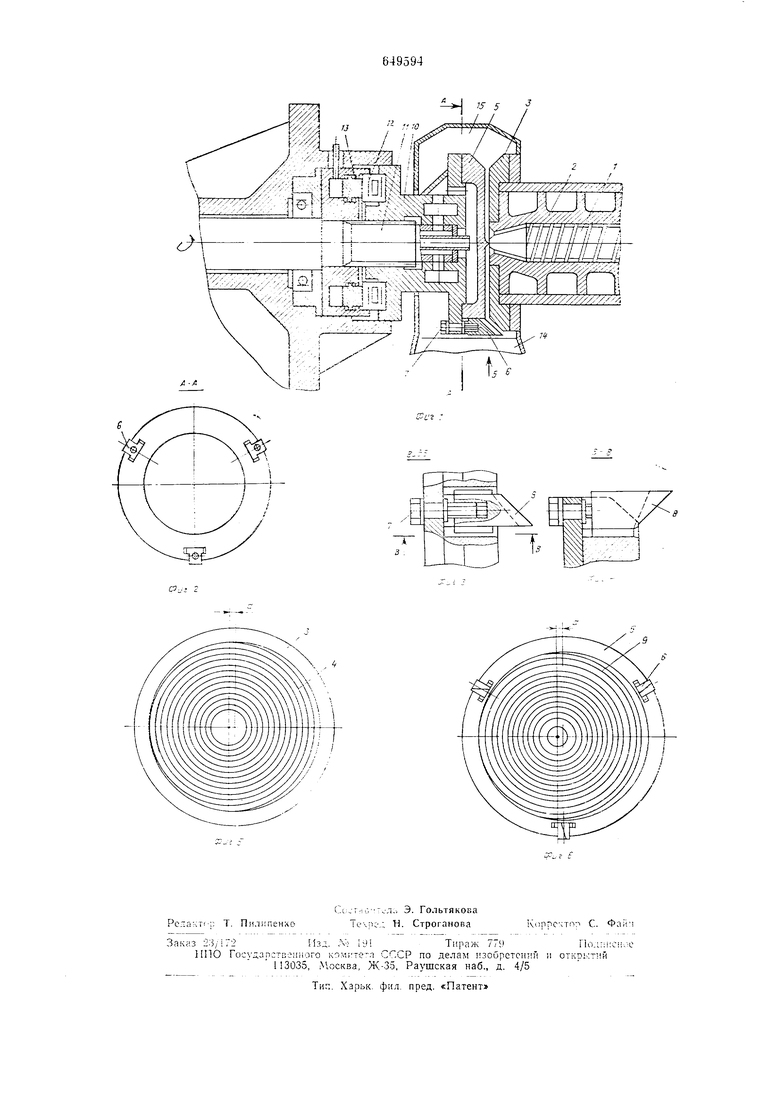
lla . --- показа:- предлагаемый плаетикатор, П;К)Лольиый рззрез; па фиг. 2 - сечение .-1 -.4 па фпг. 1; на . 3 - по стрелке Б на фиг. 1; IUT фиг. 4 - сече не В-R на фпг..З; па фиг. 5 -- нено.Л5ПЖнолвнжпын лиск. торцовая иоверхкость.
Дпсковьп илаетпкатор .Г;Ля пол: меппых материалов снабжеп нола:о;11пм ерв/г ным загрузочнь1м устройством /. устлковленным .3 К1) 2, на торцовой части которого закреилсп :1епод -:; /кныГ1 диск 3. Торцовая цоверхиость диска 3 имеет кон алггрнческпе т , смеще)Л1ые относнте.тьно центра. оеи нл расетоЯ) а (фиг. 5).
CodCHO с 1 енол:зижиым диском 3 смонттован подвижный днс1 5. нернферия которого имеет регулируемые выетупы ь, перемещающиеся В1;:{та.1и 7. Выступы 6 имеют режущие кромки 8. выполненные ио профилю периферии дисхг: 3.
Торцовая HOBCpxiioeTb диска 5 имеет Konues{Ti:;niecKue канавки 9, емеп;ениые также относительно центральной оси на расстояние и (фиг. 6).
ПОДЕИНСНЫЙ диск 5 выполнен .м и закреплен ви 1тами iia корпусе 10, который на шлицах установлен на конце прпводпого вала //. Осевое ус1;лие, сознпкающее при переработке полимер1юго материала, воспринимается ynopi-ым узлогч 12. Регулировка рабочего зазора между дисками осуществляется гидравлически стройством 13. Диски смонтирозаны в приемной камере 14 с крыц1кой 15.
Пластикатор работает еледуюн им образом.
Подача перерабатываемого материала в рабочий зазор дискового илаетикатора осуН1ествляется червячным загрузочны.м }стройстиом / через центральное отверстие неподвижного диска 3. Под дейетвие.м напора но дающего червяка перерабатываемый матер1:ал, преодолевая де1 |етвие нормальных сил, KOTOpbie гпютпводейетвуют теченик полимера от центра подвижного дпека 5 к периферии, иодвергается в зазоре интенсивной пласгика;: ;;;.
Наличие KOiHCiTpniiecKiix канавок 4 i 9 на торцовых новсрхноетял дисков обсснечивает нозышение етенени пластикаинн полимера, а их акедентричное расиоложеиие относительно центральной осп дисков способствует отцос1;тельном нереноеному движению перерабатываемого матерпала ио торцовой noBepxiOCTH диеков, что в значительной степени ц(те -:сио)ицирует процесс пластикации и улучшает качество получаемого продукта.
Готовый прОДукг поступает в приемн К) камеру 14. При STOiM 1-:астично налппп1нй
па периферии дисков продукт, напрпмер, при переработке вулканизованной резииовой крошки удаляется ре -улпруемыми выстуиа.ми 6 иодвижного диска 5. Клиновидная форма упомянутых выступов в сочетании с ирофгглем режущих кромок, выполнепп,1 в соответствии с профилем иерифернйьой зоны ненодвижного диска 3, обеспечивает полную очистку рабочего зазора. Вследствие этого поддерживается постоянн1)1Й зазо) между диекамп па их нериферии, т. е. is зоне выхода готового продукта. Поддержанне ностоянного зазора иозволяет увеличить ироизводительноеть
илаетикатора.
Регулируемые выстуиы 6 подвижного диска 5, 1 ыпол 1енные с возможностью перемещения их в оеево.м направлении, способствуют исключение налипания перерабатываемого продукта па периферийной поверхности иенодвижпого диска 3 при любом требуемом тех1-;ологоческом зазоре межд дисками.
Фор м } л а изо б р е т е н и я
1.Лпековый илаетпкатор для иолимерных материало но авт. св. ° 441158. о тл и ч а ю щ и и с я тем, что, с лучилення очистки нерпферийпой зоны рабоче14) зазора для повышения иропзводптельноетн илаетикатора. подвижный диск снаб;кеи расположенными по его перпферии регулируемыми выступами клиновидной форМ1)1 с режуни1ми кромками, выпол {ен.:ыми по профилю неподвижного диска.
2.Пластикатор ио п. 1. отличающ и и с я тем, что вьпюлнены с возможностью осевого перемеп|,ения.
Источник ипформацип, прпнятыГ во в И1мапие при эксиертизе:
1. . BTOpcKoe свидетел1)Ство СССР Л1 441158, кл. В 29 F 3/012, 1972.
| название | год | авторы | номер документа |
|---|---|---|---|
| Дисковый пластикатор для полимерных материалов | 1972 |
|
SU441158A1 |
| Пластикатор непрерывного действия | 1981 |
|
SU1006243A1 |
| Ротационный бетононасос | 1949 |
|
SU84280A1 |
| ТЕРМОПЛАСТАВТОМАТ | 1966 |
|
SU181264A1 |
| Дисковый пластикатор для полимерных материалов | 1980 |
|
SU897553A1 |
| Пневматический высевающий аппарат | 1985 |
|
SU1340625A1 |
| Устройство для маркировки заготовок картонных ящиков | 1982 |
|
SU1109342A1 |
| Шнековый пластикатор-дозатор для переработки термореактивных материалов | 1982 |
|
SU1052394A1 |
| Червячно-дисковый экструдер для переработки полимерных материалов | 1979 |
|
SU859181A1 |
| Дисковый экструдер для переработки полимерных материалов | 1977 |
|
SU729083A1 |