Изобретение относится к станкостроению и может быть использовано в гидрофицированных металлорежущих станках.
Известен способ отвода гидрофицированных узлов металлорежущих станков, где применяют гидропанели, осуществляющие рабочие циклы при перемещении главного распределительного золотника с фиксированными положениями от насоса рабочей подачи и насоса быстрых ходов, который соединяют в положении «стоп со сливо1М и со штоковой полостью силового гидроцилиндра 1.
Недостатками известного способа отвода являются отсутствие автоматического отзода силового узла в положение «смена инструмента и значительное время этого цикла.
Цель изобретения - автоматизация отвода и сокращение времени цикла «смена инструмента.
Это достигается тем, что слив насоса быстрых ходов перекрывают на время отвода силового узла при положении «стоп главного распределительного золотника.
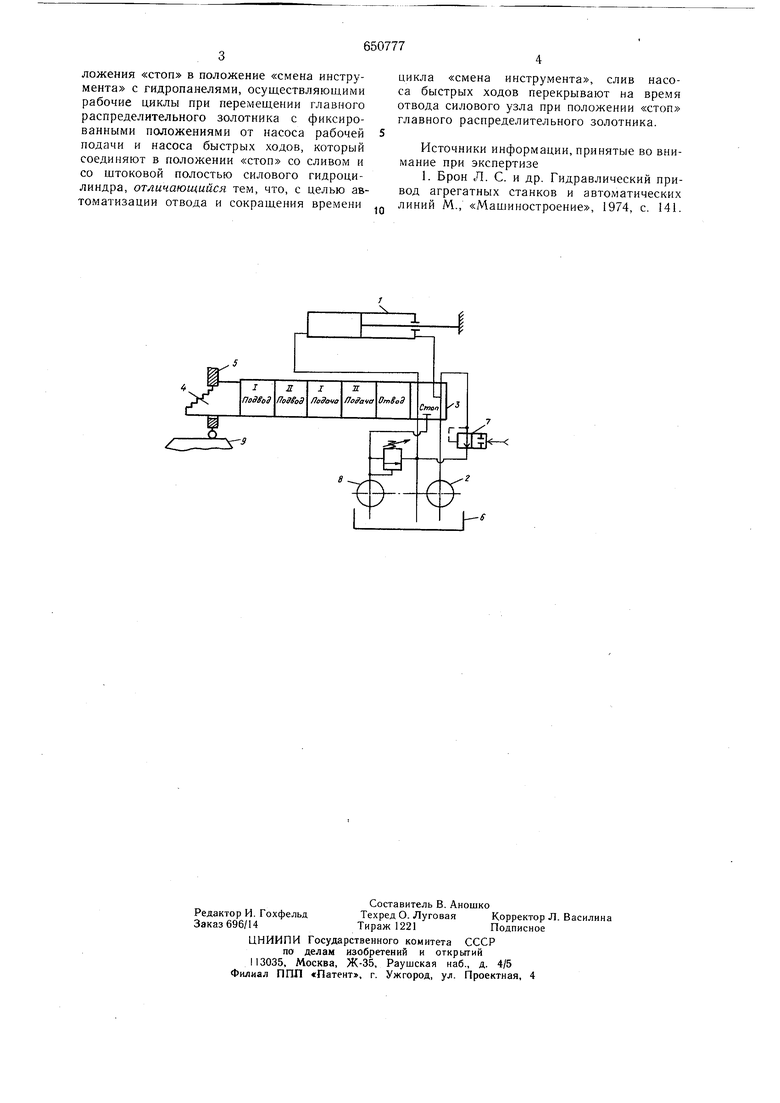
На чертеже изображена гидросистема, реализующая предложенный способ.
Гидросистема состоит из цилиндра 1 подачи, штоковая полость которого в положении «стоп соединена с магистралью нагнетания насоса 2 быстрых ходов через гндропанель 3 с главным распределительным золотником 4 и фиксатором 5 и связана с баком 6 через устройство 7 отсечки расхода. Бесштоковая полость цилиндра 1 через гид|юпанель соединена также с баком 6. Насос 8 подач отсоединен от магистрали насоса 2 быстрых ходов и спивает масло в бак 6. Фиксатор 5 упирается в кулачокупор 9.
С целью отвода силового узла назад для смены инструмента слив насоса 2 быстрых ходов в бак 6 перекрывают устройством 7 отсечки расхода, в результате чего повышается давление в щтоковой полости цилиндра 1 и силовой узел перемещается назад без изменения положения распределительного золотника 4 с фиксатором 5.
Формула изобретения
Способ отвода гидрофицированных силовых узлов металлорежущих станков из положения «стоп в положение «смена инструмента с гидропанелями, осуществляющими рабочие циклы при перемещении главного распределительного золотника с фиксированными положениями от насоса рабочей подачи и насоса быстрых ходов, который соединяют в положении «стоп со сливом и со щтоковой полостью силового гидроцилиндра, отличающийся тем, что, с целью автоматизации отвода и сокращения времени
цикла «смена инструмента, слив насоса быстрых ходов перекрывают на время отвода силового узла при положении «стоп главного распределительного золотника.
Источники информации, принятые во внимание при экспертизе
1. Брон Л. С. и др. Гидравлический привод агрегатных станков и автоматических линий М., «Мащиностроение, 1974, с. 141.
| название | год | авторы | номер документа |
|---|---|---|---|
| Гидросхема силового узла металлорежущего станка | 1977 |
|
SU624767A1 |
| Гидропривод подач силового узла металлорежущего станка | 1977 |
|
SU754133A1 |
| Гидропривод | 1977 |
|
SU721564A1 |
| Гидропривод | 1982 |
|
SU1065634A1 |
| Гидропривод | 1977 |
|
SU739260A1 |
| Гидропривод | 1982 |
|
SU1035302A1 |
| Устройство для автоматического управления подачей по величине крутящего момента на сверле | 1980 |
|
SU904913A1 |
| ГИДРОСИСТЕМА МЕТАЛЛОРЕЖУЩЕГО СТАНКА | 1972 |
|
SU352741A1 |
| Гидропривод подачи силовых узлов металлорежущего станка | 1977 |
|
SU666038A1 |
| Гидропривод подачи самодействующей силовой головки | 1976 |
|
SU631302A1 |
