равляюшего элемента 5, который имеет центральное отверстие для возможности прохождения через него дорна.
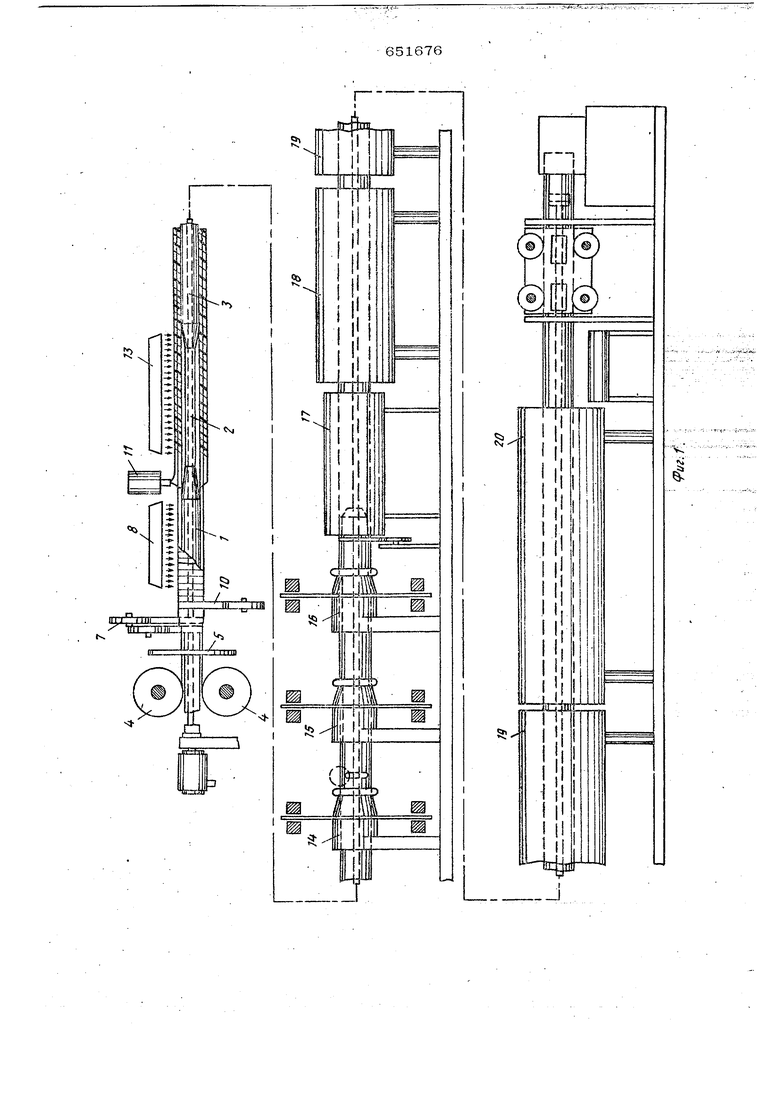
После того, как рад продольно выступающих лент накладываются в секции 1 дорна с перекрытием кромок, ленты усиливаются с помощью усиливающих стренгов 6 которые сматываются с роликов 7 и накладываются по окружности вокруг продольно выступающих бумажных лент в дорне. Затем осуществляет ся нагрев. Тепло генерируется в нагре- вателе 8 и подается в таком количест ве, чтобы его было достаточно для связи стренг 6 с трубой 9, в то время как поток смолы к внутренней стороне трубы тормозится. Предпочтительно используется нагрев инфракрасными лучами. Поток смолы достаточен для связи стренг с бумагой. Причем необходи.мо, чтобы поток смолы бьтл достаточным только для осуществления связи, смола не должна течь через бумажную трубу, в противном случае произойдет , залипание с основой секции 1 дорна и остановка линии.
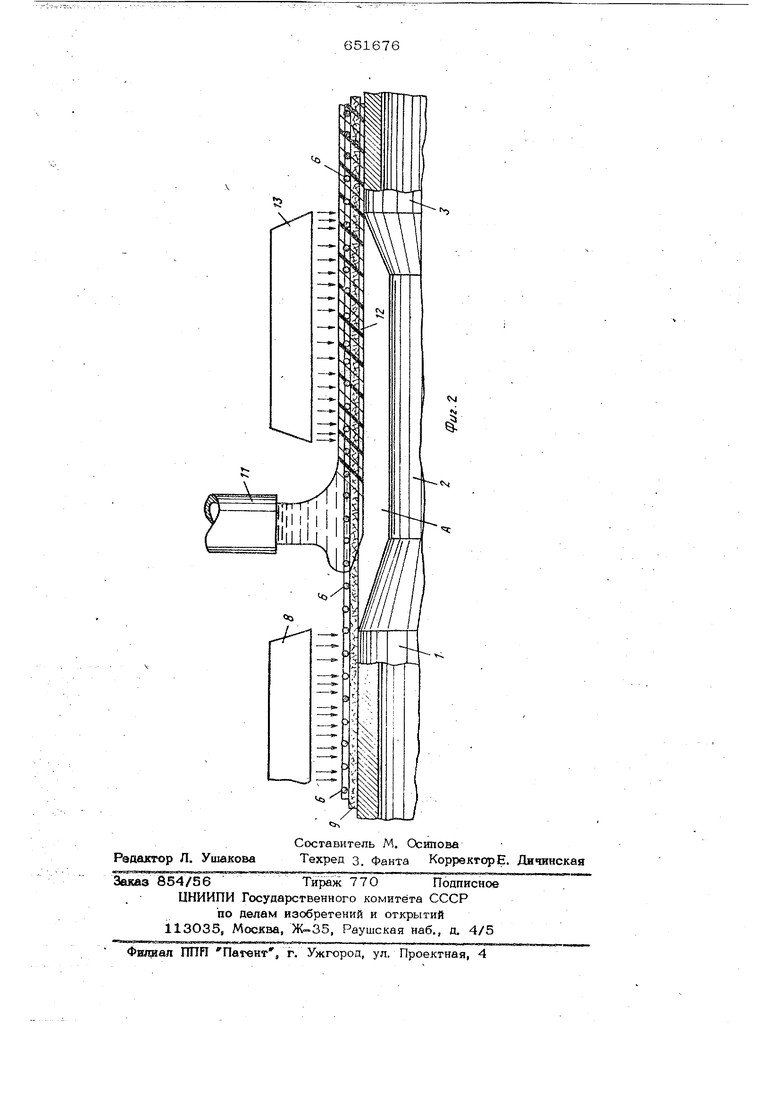
Лента 10 из пористого материала, такого как папиросная бумага, может навиваться на армирующую трубу стренгу перед подачей тепла, связывающего стренги с трубой. Затем труба 9 при перемещении входит на участок секций 2 дорна с меньщим диаметром. На наружную поверхность трубы из дозатора 11 подают термореактивную смолу. Зазор А образуется за счет меньшего диаметра секгшй 2, чем диаметр секций 1 и 3 для того, чтобы смола, которая просасывается через трубу, не связывалось с дорном. Смола, подаваемая к этой точке, полностью впитывается в армированную трубу, просачивается через проницаемую материал, пропитывает его и обеспечивает внутреннее покрыти или густой смоляной слой 12 (фиг. 2/. После получения внутреннего покрытия 12 труба входит в зону нагрев)а нагревателя 13. Тепло, предпочтительн
в виде инфракрасных лучей, подается в зазор А между секциями 1 и 3 дорна, а пропитанная смолой труба пересекает зазор, причем в это, время происходит
по меньщей мере частичная вулканизация смолы. Пропитанная смолой труба, имеющая покрытие 12, непрерывно подается в секцию 3 дорна, которая имеет диаметр и размеры, позволяющие осу-
ществлять операции навивки на трубу Других слоев, которые накладываются обмотчиками 14, 15 и 16 для армирования транспортной трубы. Эти нити накладываются с существеттаыми усилиями сжатия. Для оказания сопротивления этим усилиям транспортная труба заполняется воздухом под давлением, созда- специальным устройством. Затем труба проходит через ряд печей 17, 18 19 и 2 О для окончательного отверждения, отрезается на мерные Отрезки и складируется. .
Предлагаемый способ изготовления армированной пластмассовой трубы дает возможность упростить получение .слонотой трубы с внутренним покрытием.
Форм у л а изобретения
Способ-непрерывного изготовления армированной пластмассовой трубы путем намотки на оправку переменного сечения, перемещения в осевом направлении вдоль оправки с нанесением связующего, частичного отверждения с последующим полным отверждением, о т л и ч а ющ и и с я тем, что, с целью получения покрытия на внутренней поверхности трубы, после операции частичного отверждения на участке меньшего диамегра оправки ос5тцествляют операцию пропитки поливом термореактивной смолы на наружную поверхность трубы.
Источники инфорк ации, принятые во внимание при экспертизе
1. Авторское свидетельство Ко 366977, кл. В 29 D 23/12, 1969.