Изобретение относится к измерительной технике и может быть использовано для .многодиапазонной сортировки деталей типа колец подшипников.
По основному авт. св. № 540684 известно устройство, содержащее измерительную станцию, управляемую кулачковьни командоапнаратом, сортировочные ячейки и револьверный диск с приводным шаговым двигателем, управляемым от измерительной станции посредством электронной системы с генератором импульсов. Цепь управления шаговым двигателем содержит пороговое звено, выходы которого разбиты на группы прямого II обратного хода револьверного диска, включаемые в соответствии с ближайшим направлением до искомой сортировочной ячейки.
Однако данное устройство недостаточно производительно, так как поворот револьверного диска в цикле сортировки осуществляется в пределах угла 180°.
Цель изобретения - повышение производительности устройства.
Цель достигается тем, что предлагаемое устройство имеет подсоединенный к пороговому звену селектор сигналов и перёводную заслонку с приводом, подключенным к селектору сигналов.
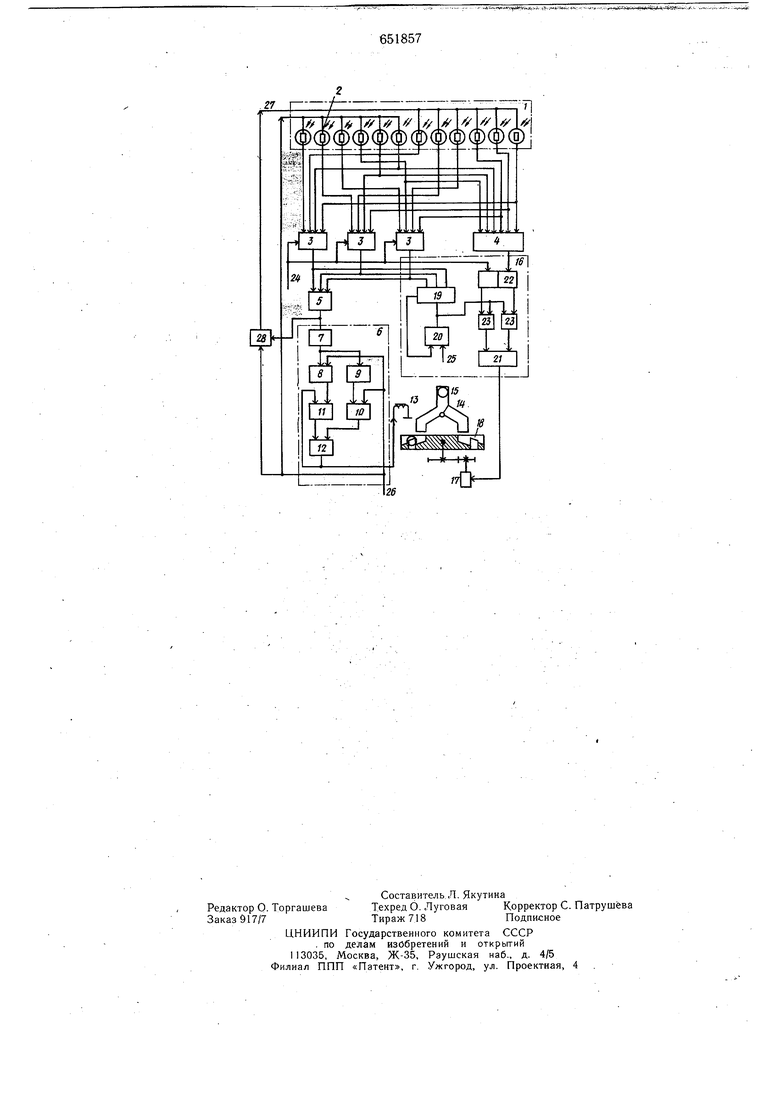
На чертеже изображена блок-схема устройства.
Сортировочное устройство содержит измерительную станцию (на чертеже не показано), пороговое звено 1 с командными элементами 2. Командные элементы разбиты на два диапазона и попарно из каждого диапазона подключены к входам ячеек 3, число которых в четыре раза меньше числа сортировочных групп. Один из командных Элементов каждой такой пары подключен к входу схемы ИЛИ 4. Выходы ячеек 3 посредством схемы ИЛИ-НЕ 5 соединены с входом селектора 6 сигналов. Селектор сигналов включает в себя элемент 7 задержки, формирующий сигнал заданной длительности, схему И 8 на два входа, схему 9 НЕ, схему ИЛИ-НЕ 10 и с;хемы ИЛИ-НЕ 11 и 12
Q в триггерном включении. К селектору 6 сигналов подключен привод 13 переводной заслонки 14, которая распределяет измеренные детали, поступающие в лоток 15, на два диапазона в соответствии с диапазонной разбивкой командных э лементов порогового звена. Устройство содерж,ит систему 16 для обработки и передачи измерительной информации к приводному шаговому двигателю 17, управляющему револьверным диском 18. Система 16 содержит счетчик 19 импульсов с дешифратором, генератор 20 импульсов, схему 21 управления шаговым двигателем, триггер 22 реверса и ключевые устройства 23. Для управления измерительной станцией и подачей электрических команд на входы 24, 25 и 26 устройство снабжено кулачковым командоаппаратом (на чертеже не показан). Вход 26 связан с шиной 27 посредством блока 28, реализующего временную функцию по формированию на выходе импульса заданной длительности при исчезновении входного сигнала. При этом сигнал на шине 27 появляется.только при отсутствии сигнала на входе схемы 5, что соответствует выключенному состоянию ячеек 3.
Предлагаемое устройство работает следуюшим образом.
При контроле детали на вход 26 поступает сигнал заданной длительности и полярности. При засвечивании командного элемента непосредственно связанного с входом 26 срабатывает соответствуюш.ая ячейка 3. Сигнал с выхода сработавшей ячейки поступает в систему 16 обработки и передачи измерительной информации и на вход схемы ИЛИ-НЕ 5. Выходной сигнал схемы 5 переходит из состояния «1 в состояние «О и блокирует появления сигнала на шине 27. При этом на выходе элемента задержки 7 появляется сигнал «1,длительность которого меньше длительности сигнала, поступаюшего на вход 26. Так как на оба входа схемы И 8 поступают сигналы «1, то на выходе схемы ИЛИ-НЕ 11 устанавливается или подтверждается, в зависимости -от исходного состояния триггера II и 12 сигнал «О. На выходе схемы 10 будет также сигнал «О, следовательно, на выходе схемы. 12 - сигнал «1. При этом привод 13 выключен, а заслонка 14 направляет измеренную деталь в револьверный диск для сортировки на группы в пределах первого диапазона. Одновременно информация о размере детали поступает в триггер 22. Система 16 управляет шаговым двигателем 17, который по сигналу на входе 25 перемещает револьверный диск 18 в соответствии с ближайшим направлением до-искомой сортировочной ячейки. Послеостановки револьверного диска в ячейки 3 и триггер 22 с
командоаппарата по входу 24 подается сигнал «Сброс памяти. При контроле деталей, размер которых определяется сигналом с командных элементов, имеющих общую точку с шиной 27, срабатывание соответствующей ячейки происходит в момент поступления на шину 27 сигнала с выхода схемы 28. Сигнал на входе 26 к этому моменту отсутствует,-а триггерная схема 11, 12 переключается при срабатьгвании ячейки 3 в другое устойчивое состояние. Привод 13
включается и заслонка 14 направляет проконтролированную деталь в револьверный диск для сортировки на группы в пределах второго диапазона. При этом в случае непрерывного поступления деталей с раз.мерами, находящимися в пределах одного и, того же диаггазона, переключений привода 13 не происходит.
В предлагаемом устройстве поворот револьверного диска осуществляется в пределах угла 90°, что сокращает время на транспортировку измеренной детали, следовательно, повыщает производительность сортировки деталей.
Формула изобретения
Сортировочное автоматическое устройство для контроля размеров деталей по авт. св. № 540684, отличающееся тем, что, с целью повышения производительности устройства, оно имеет подсоединенный к пороговому звену селектор сигналов и переводную заслонку с приводом, подключенным, к селектору сигналов.
27 Ij-
./
| название | год | авторы | номер документа |
|---|---|---|---|
| Сортировочное автоматическое устройство для контроля размеров деталей | 1971 |
|
SU540684A1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ И СОРТИРОВКИ ИЗДЕЛИЙ | 1994 |
|
RU2098202C1 |
| Автомат для контроля и сортировки цилиндрических деталей по размерам и форме | 1973 |
|
SU446324A1 |
| УСТРОЙСТВО ДЛЯ СОРТИРОВКИ ПЛОСКИХ ДЕТАЛЕЙ | 1992 |
|
RU2060841C1 |
| Автомат для сортировки подшипников качения по моменту сопротивления вращению | 1989 |
|
SU1686329A1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ И МНОГОДИАПАЗОННОЙ СОРТИРОВКИ ПЛОСКИХ ДЕТАЛЕЙ | 1992 |
|
RU2077962C1 |
| АВТОМАТ ДЛЯ МНОГОДИАПАЗОННОЙ СОРТИРОВКИ ДЕТАЛЕЙ | 1967 |
|
SU214837A1 |
| Устройство для автоматического контроля, сортировки и клеймения ребристых цилиндров двигателей воздушного охлаждения | 1989 |
|
SU1712000A1 |
| Сортировочное устройство дляРАзМЕРНОй СОРТиРОВКи | 1978 |
|
SU820909A1 |
| Автомат для контроля и сортировки деталей и устройство управления автоматом для контроля и сортировки деталей | 1983 |
|
SU1135500A1 |