Изобретение относится к контрольносортировочной технике в машиностроении и может быть использовано в автотракторной промышленности, в частности для контроля ребристых цилиндров двигателей воздушного охлаждения.
Известен автомат для контроля и сортировки гильз цилиндров, содержащий загрузочный механизм, шаговый транспортер, измерительную станцию и механизмы клеймения и сортировки. /
Однако известный автомат не позволяет крнтролировать детали типа ребристых цилиндров.
Известна также автоматическая линия Йля контроля, сортировки и клеймения цилиндрических деталей, содержащая накопитель деталей, шаговый транспортер, измерительную станцию и механизмы углового ориентирования деталей, клеймения и сортировки.
Однако конструкция данного механизма сложна и ненадежна в работе, так как ориентирование осуществляется по косвенному признаку (радиальный размер ребра), что требует также определения типа деталей, реверсивного поворота их и пр.
Цель изобретения - повышение надежности работы и упрощение конструкции.
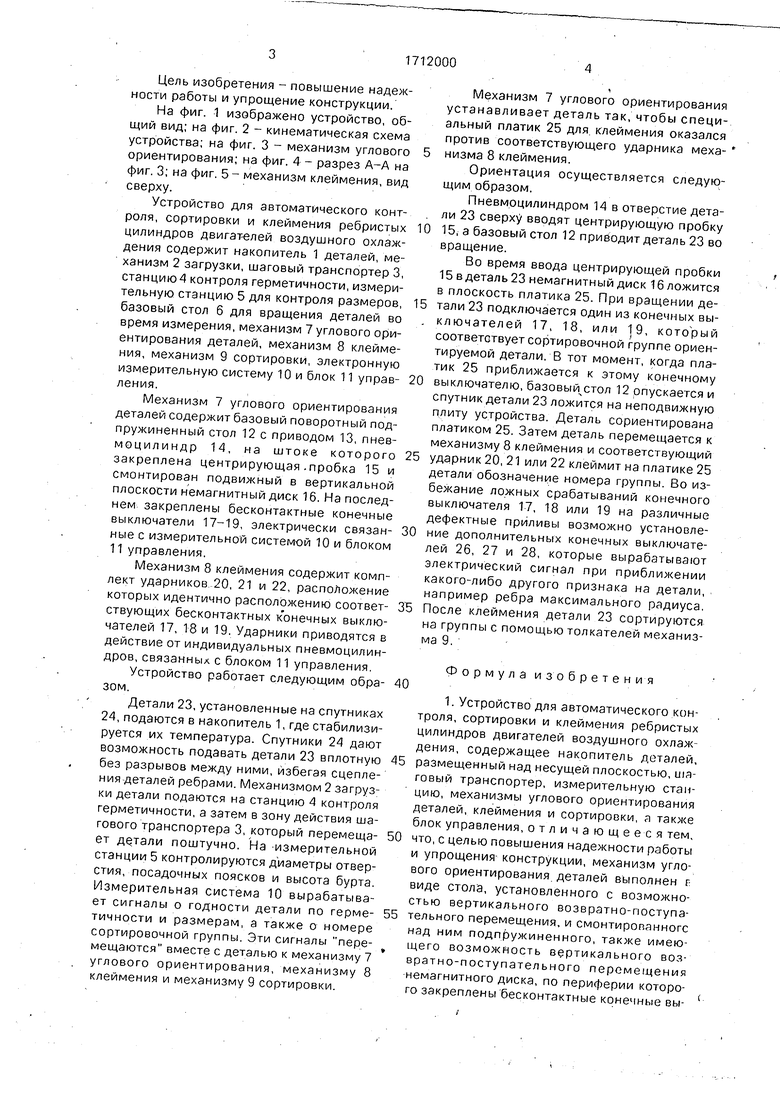
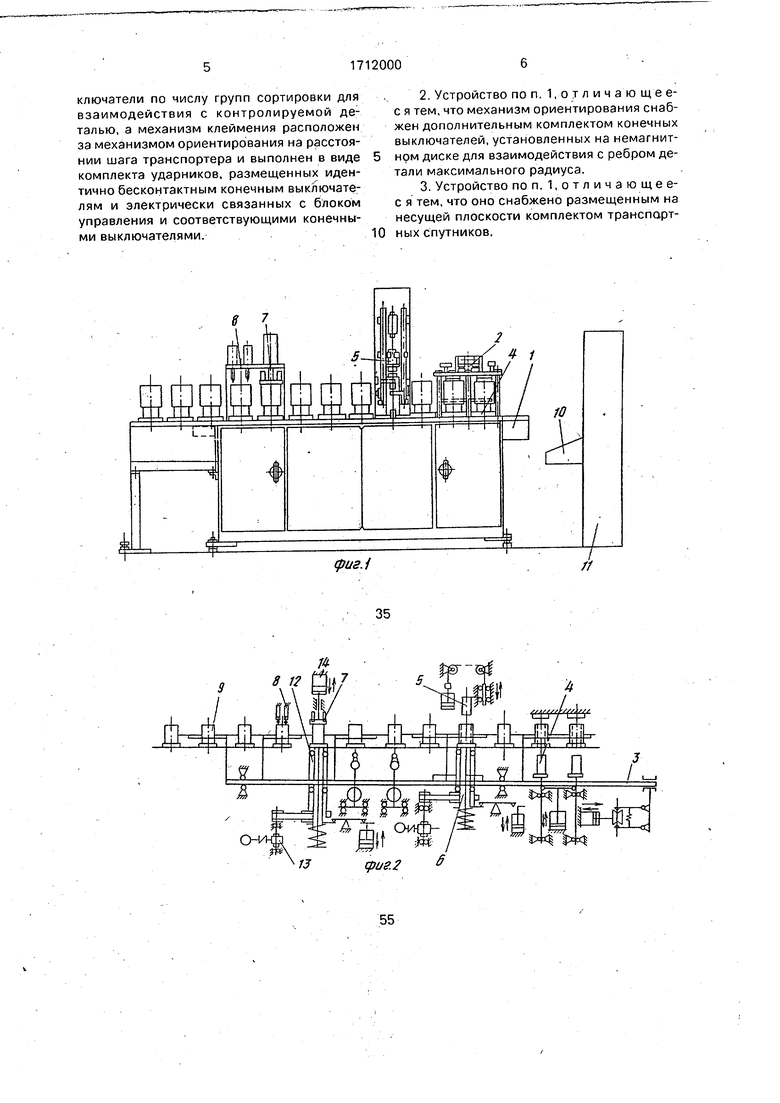
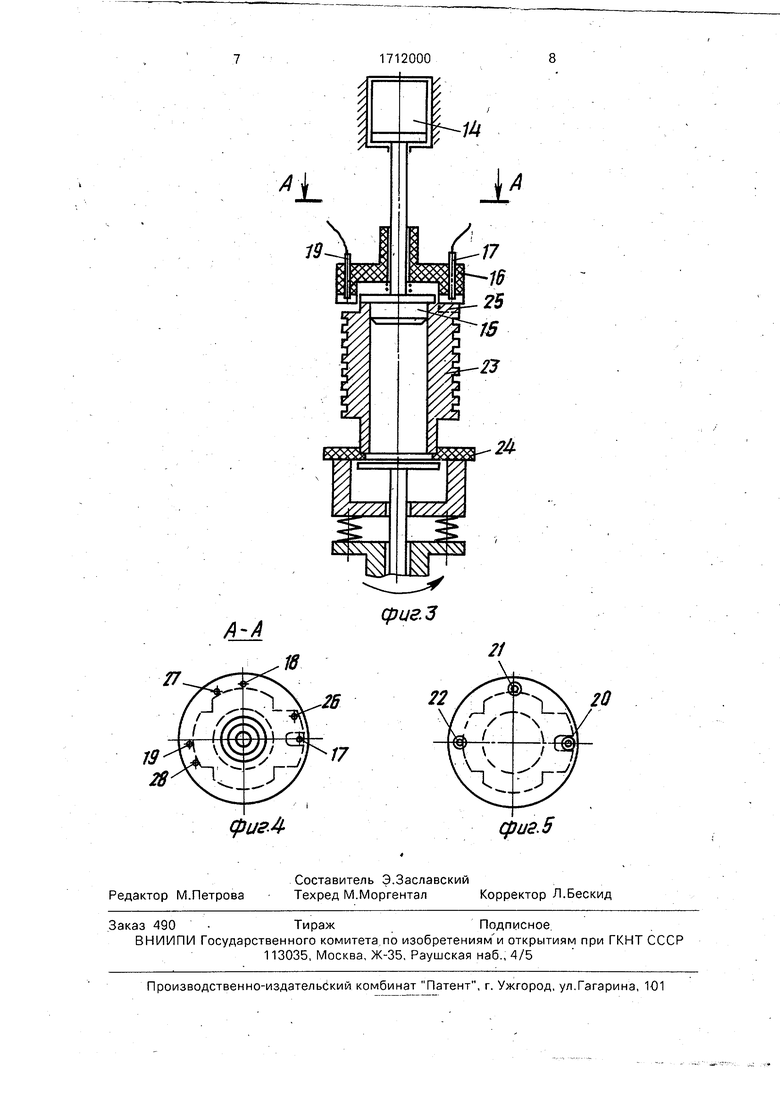
На фиг. 1 изображено устройство, общий вид; на фиг. 2 - кинематическая схема устройства; на фиг. 3 - механизм углового ориентирования; на фиг. 4 - разрез А-А на фиг. 3; на фиг. 5 - механизм клеймения, вид сверху.
Устройство для автоматического контроля, сортировки и клеймения ребристых цилиндров двигателей воздушного охлаждения содержит накопитель 1 деталей, механизм 2 загрузки, шаговый транспортер 3, станцию4 контроля герметичности, измерительную станцию 5 для контроля размеров, базовый стол 6 для вращения деталей во время измерения, механизм 7 углового ориентирования деталей, механизм 8 клеймения, механизм 9 сортировки, электронную измерительную систему 10 и блок 11 управления.
Механизм 7 углового ориентирования деталей содержит базовый поворотный подпружиненный стол 12 с приводом 13, пневмоцилиндр 14, на штоке которого закреплена центрирующая-пробка 15 и смонтирован подвижный в вертикальной плоскости немагнитный диск 16. На последнем закреплены бесконтактные конечные выключатели 17-19, электрически связанные с измерительной системой 10 и блоком 11 управления.
Механизм 8 клеймения содержит комплект ударников-20, 21 и 22, расположение которых идентично расположению соответствующих бесконтактных конечных выключателей 17, 18 и 19. Ударники приводятся в действие от индивидуальных пневмоцилиндров, связанных с блоком 11 управления.
Устройство работает следующим образом.
Детали 23, установленные на спутниках 24, подаются в накопитель 1, где стабилизируется их температура. Спутники 24 дают возможность подавать детали 23 вплотную без разрывов между ними, избегая сцепления-деталей ребрами. Механизмом 2 загрузки детали подаются на станцию 4 контроля герметичности, а затем в зону действия шагового транспортера 3, который перемещает детали поштучно. На -измерительной станции 5 контролируются диаметры отверстия, посадочных поясков и высота бурта. Измерительная система 10 вырабатывает сигналы о годности детали по герметичности и размерам, а также о номере сортировочной группы. Эти сигналы перемещаются вместе с деталью к механизму 7 углового ориентирования, механизму 8 клеймения и механизму 9 сортировки.
Механизм 7 углового ориентирования устанавливает деталь так, чтобы специальный платик 25 для. клеймения оказался против соответствующего ударника механизма 8 клеймения.
Ориентация осуществляется следующим образом.
Пневмрцилиндром 14 в отверстие детали 23 сверху вводят центрирующую пробку 15, а базовый стол 12 прибодит деталь 23 во вращение.
Во время ввода центрирующей пробки 15 в деталь 23 немагнитный диск 16 ложится в плоскость платика 25. При вращении детали 23 подключается один из конечных выключателей 17, 18, или 19, который соответствует сортировочной группе ориентируемой детали. В тот момент, когда платик 25 приближается к этому конечному выключателю, базовый стол 12 опускается и спутник детали 23 ложится на неподвижную плиту устройства. Деталь сориентирована платиком 25. Затем деталь перемещается к механизму 8 клеймения и соответствующий ударник 20, 21 или 22 клеймит на платике 25 детали обозначение номера группы. Во избежание ложных срабатываний конечного выключателя 17, 18 или 19 на различные дефектные приливы возможно установление дополнительных конечных выключателей 26, 27 и 28, которые вырабатывают электрический сигнал при приближении какого-либо другого признака на детали, например ребра максимального радиуса. После клеймения детали 23 сортируются на группы с помощью толкателей механизма 9.
Формула изобретения
1. Устройство для автоматического контроля, сортировки и клеймения ребристых цилиндров двигателей воздушного охлаждения, содержащее накопитель деталей, размещенный над несущей плоскостью, uiaговый транспортер, измерительную станцию, механизмы углового ориентирования деталей, клеймения и сортировки, л также блок управления, отличающееся тем, что, с целью повышения надежности работы и упрощения- конструкции, механизм углового ориентирования деталей выполнен г виде стола, установленного с возможностью вертикального возвратно-поступательного перемещения, и смонтированного над ним подпружиненного, также имеющего возможность вертикального возвратно-поступательного перемещения немагнитного диска, по периферии которого закреплены бесконтактные конечные выключатели по числу групп сортировки для взаимодействия с контролируемой деталью, а механизм клеймения расположен за механизмом ориентирования на расстоянии шага транспортера и выполнен в виде комплекта ударников, размещенных идентично бесконтактным конечным выключателям и электрически связанных с блоком управления и соответствующими конечными выключателями.
2.Устройство по п. 1, о т л и ч а ю щ е ес я тем, что механизм ориентирования снабжен дополнительным комплектом конечных выключателей, установленных на немагнитном диске для взаимодействия с ребром детали максимального радиуса.
3.Устройство по п. 1,отличающеес я тем, что оно снабжено размещенным на несущей плоскости комплектом транспортных спутников.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия для контроля,сортировки и клеймения цилиндрических деталей | 1982 |
|
SU1087204A1 |
| Автомат для контроля линейных параметров дисков фрикционов | 1975 |
|
SU766670A1 |
| Автомат для контроля и сортировки изделий цилиндрической формы | 1985 |
|
SU1359006A1 |
| Устройство для контроля и сортировки многогранных пластин | 1981 |
|
SU1079309A1 |
| Металлорежущий станок | 1990 |
|
SU1830333A1 |
| КОНТРОЛЬНО-СОРТИРОВОЧНЫЙ КОМПЛЕКС | 1990 |
|
RU2023571C1 |
| Автомат для контроля и сортировки деталей и устройство управления автоматом для контроля и сортировки деталей | 1983 |
|
SU1135500A1 |
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| Гибкая производственная система | 1985 |
|
SU1321549A1 |
| Автомат для сортировки электродов по толщине | 1976 |
|
SU603438A1 |
Изобретение относится к контрольно- сорти'ровочнйй технике в машиностроении, может найти применение, например, в автотракторной промышленности для контроляребристых цилиндров двигателей с воздушным охлаждением и позволяет повысить надежность работы и упростить конструкцию. Устройство содержит накопитель деталей, измерительную станцию, механизмы, углового ориентирования деталей, клеймения и сортировки, а также блок управления. Механизм углового ориент>&1рования выполнен в виде базового поворотного стола и смонтированного под ним подпружиненного немагнитного диска. И базовый стол, и немагнитный диск имеют возможность вер- 'тикального возвратно-поступательного перемещения. По периферии немагнитного диска закреплены бесконтактные конечные выключатели по числу групп сортировки. Механизм клеймения расположен на следующем шаге транспортера за механизмом ориентирования и выполнен в виде комплекта ударников. 2 з. п, ф-лы, 5 ил.слс
gjua.i
w/J
| Автоматическая линия для контроля,сортировки и клеймения цилиндрических деталей | 1982 |
|
SU1087204A1 |
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
