ной между вырезными шабповами н плитой и вьгаолневной ЕЗ эластичного или пластичного материала, твердость которогч превышает твердость эластичного материала матрицы.
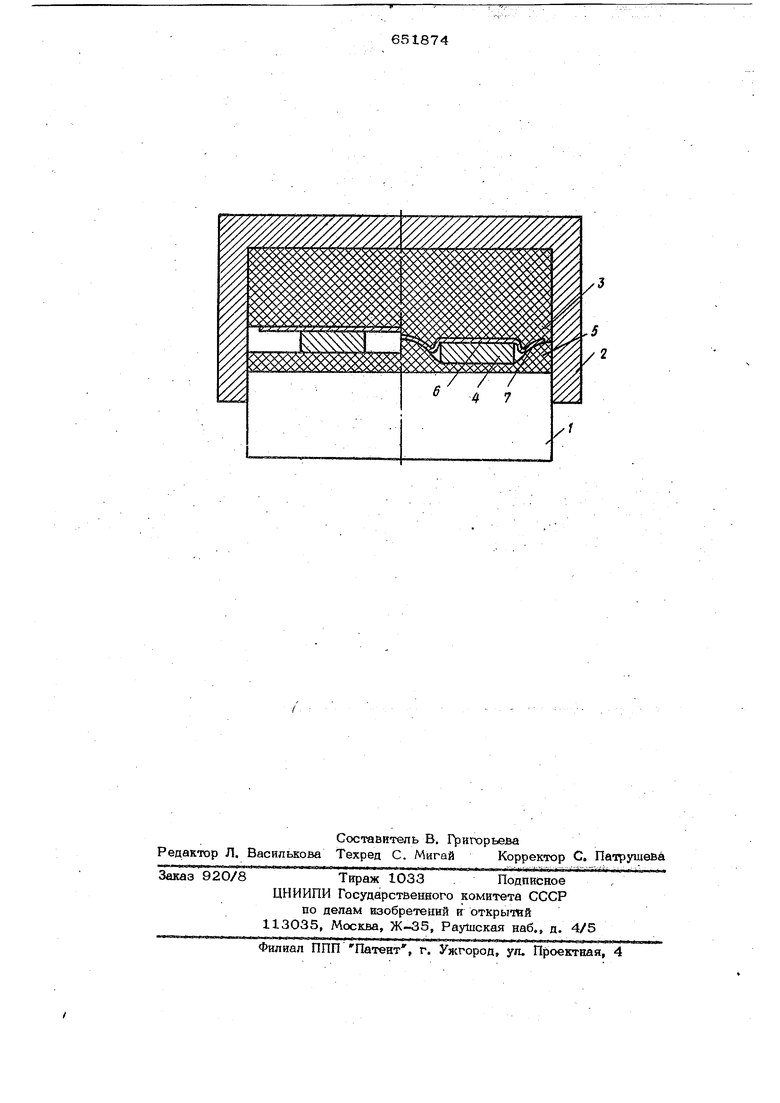
Штамп содержит плиту 1, контейнер 2 с эластичной матрицей 3, вырезной шаблон 4 и прокладку 5, рёзмещенную между плитой 1 и выревными шаблонами 4. ,
Штамп работает следующим образом
При встречном движении плиты 1 и контейнера 2 за счет возникновения давления в эластичной матрице 3 происходит деформирование листовой заготовка б Tio контуру вырезного шаблона 4. Одновременно с этим происходит также вдавливание шаблона 4 в прокладку 5 из эластичного или пластично го материала. Листовая заготовка 6, деформируеУая эластичной матрицей 3, облегает криволинейную поверхность 7, образуемую внутри шаблона и по его периферии .материалом прокладки 5, в результате чего в штампе создаются условия для локализации деформации загоговки на режущих кромках вырезного шаблона.
Прокладку из эластичного или пластичного материала, размещаемую в контейнере штампа со сторонь основания шаблона, выбирают с твердостью, которая обеспечивала бы выпучивание . этого материала под воздействием шаблона н в то же время создавала бы сопротивление деформироваишо листовой заготовки таким образом, чтобы заготовка в процессе деформации облегала эту выпуклость. Как правило, твердость эластичного или упругого материала прокладки, размещаемой со стороны основания шаблона, превышает твердость эластичной матрицы.
В качестве про(О1адки из упругого или эластичного материала может применяться, например, полиуретан марки СКУ-ПФЛ (синтетический каучук уре тановый полифуридный литьевой) с твердостью свыше 90 ед. по Шору при этом в качестве эластичной матрицы применяют, например, резину или полиуретан марок СКУ-6Л или СКУ-7Л (синтетические каучуки уретановые литьевые 6 и 7 модификации).
Штамповка в предлагаемом штампе Позволяет осуществить без применения дополнительного рабочего инструмента концентрацию давления и локализацию деформации заготойки на режущих кромках вырезного шаблона, что обеспечивает точное разделение металла для любой сложной формы контура при высоком качестве кромки без заусенца и зависания отхода.
Формула изобретений
Штамп для обработки листового материала, в частности вырубки-фобивкн, содержащий эластичную матрицу, заключенную в контейнер, вырезные шаблоны и плиту, /о т л и ч а ю щ и и с я тем, что, с целью повышения качества полу-, чаемых изделий сложной фррМы, он снабжен прокладкой из эластичного или пластичного материала, твердость которого превышает твердость материала матрацы, и размещенной между вырегзными шаблонами и плитой.
Источники информации, принятые во внимание при экспертизе
1.Комаров А. Д. и др. Вырезка деталей полиуретаном. Кузнечно- птамповочное производство , 1972, № 6.
2.Бутузов В. А. Специальные виды штамповки. Государственное издательство Высшая школа , М, 1963,
С. 24.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ вырезки деталей из листового материала | 1983 |
|
SU1414492A1 |
| Штамп с эластичным инструментом | 1975 |
|
SU558739A1 |
| Штамп совмещенного действия для вырубки и пробивки листового материала | 1983 |
|
SU1118459A1 |
| Устройство для импульсной штамповки особо тонколистовых материалов | 2023 |
|
RU2833305C1 |
| Штамп с эластичной средой | 1990 |
|
SU1791057A1 |
| СПОСОБ ВЫРУБКИ-ПРОБИВКИ ДЕТАЛЕЙ ИЗ ЛИСТОВОГО МАТЕРИАЛА ЭЛАСТИЧНОЙ СРЕДОЙ В ОТКРЫТОМ ОБЪЕМЕ | 2004 |
|
RU2280524C2 |
| Способ получения координатной сетки на детали | 1988 |
|
SU1575093A1 |
| Штамп для вырезки-пробивки | 1980 |
|
SU867475A1 |
| БЛОК ДЛЯ ШТАМПОВКИ ДЕТАЛЕЙ ЭЛАСТИЧНОЙ СРЕДОЙ | 1992 |
|
RU2033875C1 |
| СПОСОБ РАЗДЕЛЕНИЯ И ОТБОРТОВКИ ЛИСТОВОЙ ЗАГОТОВКИ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1988 |
|
RU1568353C |