(S4) ШТАМП С ЭЛАСТИЧНЫМ ИНСТРУМЕНТОМ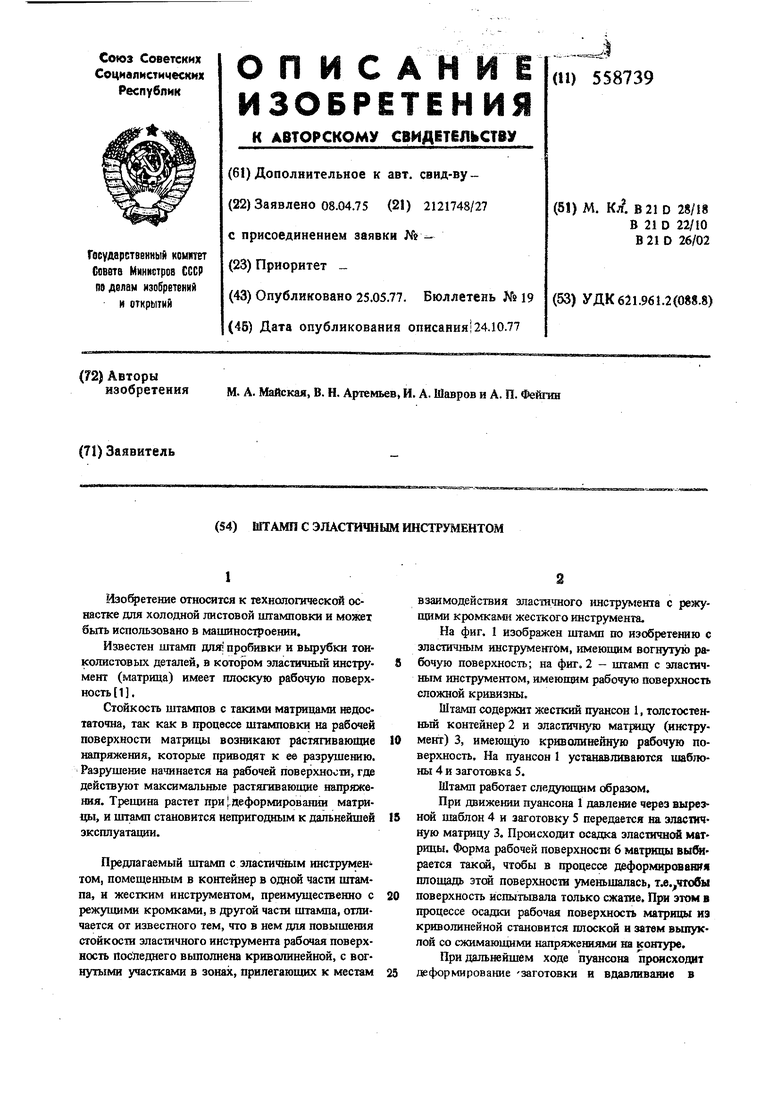
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп совмещенного действия для вырубки и пробивки листового материала | 1983 |
|
SU1118459A1 |
| Устройство для импульсной штамповки особо тонколистовых материалов | 2023 |
|
RU2833305C1 |
| Штамп для обработки листового материала | 1977 |
|
SU651874A1 |
| Штамп для вырезки-пробивки | 1980 |
|
SU867475A1 |
| Устройство для разделительных операций эластичной средой | 1991 |
|
SU1811943A1 |
| Рабочий инструмент для штамповки деталей эластичной средой | 1990 |
|
SU1810173A1 |
| Устройство для вырубки листовых деталей | 1990 |
|
SU1759503A1 |
| Штамп с эластичной матрицей | 1977 |
|
SU692657A1 |
| Штамп с эластичным инструментом | 1978 |
|
SU719757A2 |
| Устройство для магнитно-импульсной формовки особо тонколистовых материалов с низкой электропроводностью | 2021 |
|
RU2764044C1 |
1
Иэо етение относится к технологической оснастке для холодной листовой штамповки и может быть использовано в машиностроении.
Известен штамп пробивки и вырубки тонколистовых деталей, в котором эластачный инструмент (матрица) имеет плоскую рабочую поверхность 1.
Стойкость штампов с такими матрицами недостаточна, так как в процессе штамповки на рабочей поверхности матрицы возникают растягивающие напряжения, которые приводят к ее разрушению. Разрушение начинается на рабочей поверхности, где действуют максимальные растягивающие напряжения. Трещина растет при деформировании матрицы, и штамп становится непригодным к дальнейшей зксплуатации.
Предлагаемый штамп с эластичным инструментом, помешенным в контейнер в однш частя штш«па, и жестким инструментом, преимущественно с режзодими кромками, в другой части штампа, отличается от известного тем, что в нем для повышения стойкоста эластичного инструмента рабочая поверхность Последнего вьшолнена криволинейной, с вогнутыми участками в зонах, прилегающих к местам
г
взаимодействия зластачного 1щструмента с режущими кромкалш жесткого инструмента.
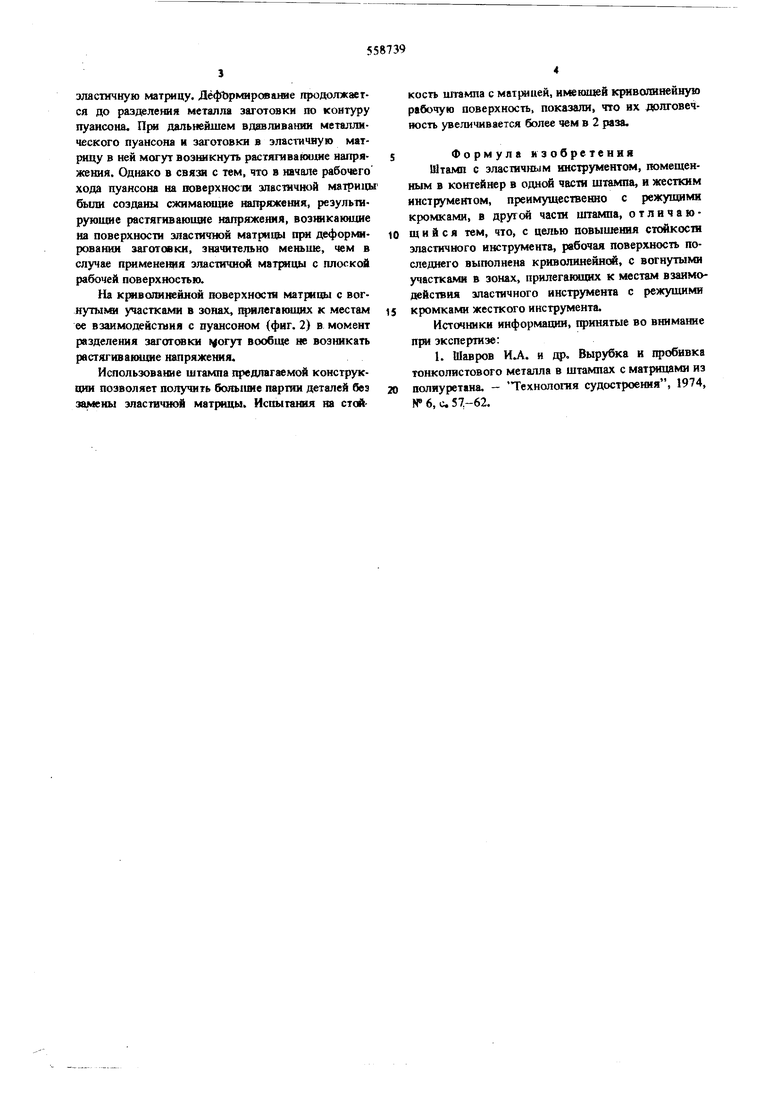
На фиг. 1 изображен штамп по нэобретению с эластичным инструментом, имеющим вогнутую рабочую поверхность; на фиг, 2 - штамп с эластичным инструментом, имеющим рабочую Поверхность сложной кривизны.
Штамп содержит жесткий пуансон 1, толстостенный контейнер 2 и зластичн} матрш у (инструмент) 3, имеющую криволинейную рабочую поверхность. На пуансон 1 устанавшшаются шаблоны 4 и заготовка 5.
Штамп работает следующим сйразом.
При движении пуансона 1 давление через вырезной шаблон 4 и заготовку 5 передается на зластечную матрицу 3. Происходит осадка эластичной матрицы. Форма рабочей поверхносш 6 матрицы выбирается такой, чтобы в процессе деформирования площадь этой поверхности уменьшалась, т.в.чтобы поверхность испытывала только сжатие. При этом в процессе осадки рабочая поверхность матрицы из криволинейной становится плоской и затем выпуклой со сжимающими напряжениями на контуре.
При дальнейшем ходе п)тнсона прстсходит деформирование заготовки н вдавливание в
эластичную матрицу. ДёфЪрмирование продолжается до разделения металла заготовки по контуру пузисона, Пря дальнейшем вдавливании метвллического пуансона и заготовки в эластичную матрицу в ней могут возникнуть растягивакхзше иапряжения. Однако в связи с тем, что в ивчале рабочего хода пуансона на поверхносш эластичной матрицы были созданы сжиманнцие 1Ш1ряжения, результирующие растягиваюише напряжения, возшкающне на поверхности эластичной матрищи пртс дефор шровании заготовки, значительно меньше, чем в случае п{М1мене1в1я эластичнЫ матрицы с плеске рабочей поверхностью.
На к{Я1волинейной поверхности матрицы с вогнутыми участками в зонах, щзялегакнднх к местам ее взаимодействия с пуансоном (фиг. 2) в момент разделения заготсяки вооб1це не возникать растягивающие шпряжения.
Использование штампа предлагаемся конструкции позволяет получить партии деталей без замены эластичной мат|жцы. Испытания на стойкость штампа с , имекицей кртсволинейную рабочую поверхность, показали, что их долговечность увеличивается более чем в 2 раза.
Формула изобретения Штамп с эластичным инструментом, помещенным в контейнер в одной части штампа, и жестким инструментом, преимушесгвенно с режущими кромками, в другой част штампа, отличающийся тем, что, с целью повышения стойкосш эластичного инструмента, рабочая поверхность последнего выполнена криволинейной, с вогнутыми участками в зонах, прилегающих к местам взаимодействия эластичного инструмента с режущими кромками жесткого инструмента.
Источники информации, 1финятые во вннмаш1е прт экспертизе:
3
Фыг1
