1
Изобретение относится к способам бескопирной обработки методом обката сложных поверхностей, например дисковых кулачков, и может быть использован в Машиностроении.
Известны способы обработки сложных поверхностей многозубым инструментом с режущими элементами, расположенными на поверхности, эквидистантной обрабатываемой 1
Недостатком известных способов является невысокая точность обработки.
С целью повышения точности обработки, режущим элементам сообщают дополнительное движение вдоль контура инструмента со скоростью резания.
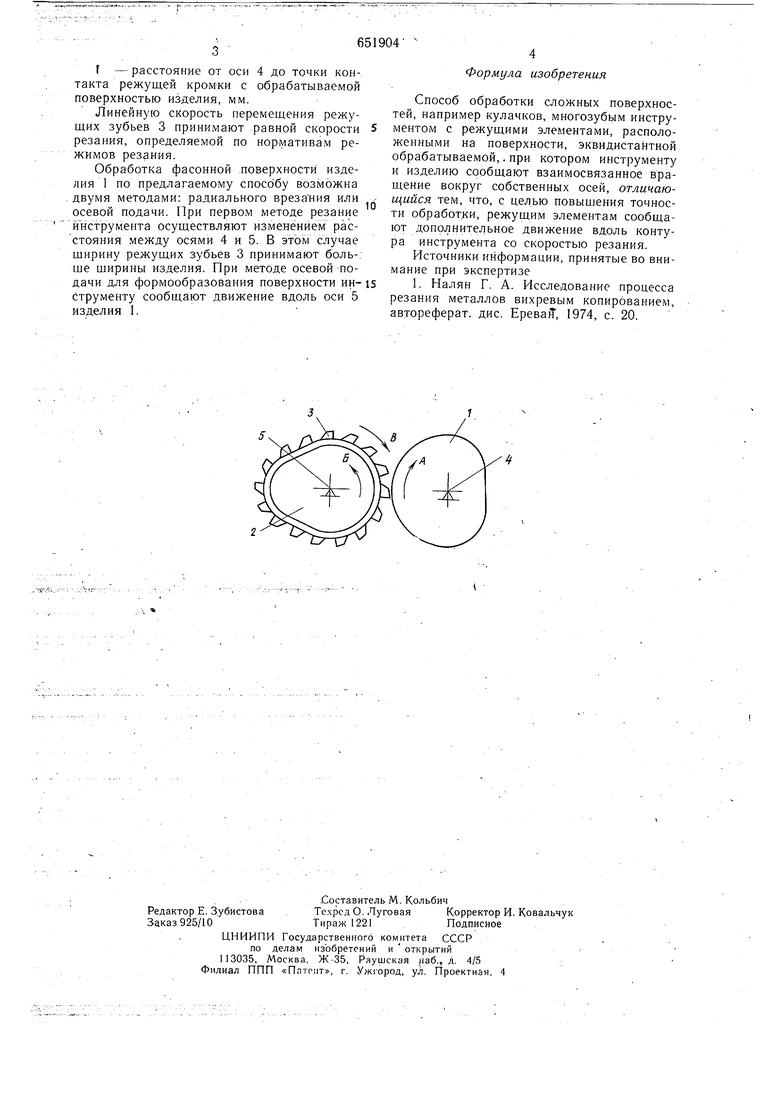
Сущность предлагаемого способа поясняется чертежом. Изделие 1 обрабатывают многозубым инструментом 2, вершины режущих зубьев 3 которого располагают на поверхности, эквидистантной профилю изделия 1 с возможностью перемещения вдоль последнего. Изделие 1 и инструмент 2 устанавливают с возможностью вращения соответственно вокруг осей 4 и 5.
В процессе обработки сложной поверхности изделию сообщают вращение вокруг
ОСИ 4 по стрелке А, инструменту 2 - вращение по стрелке Б вокруг оси 5, а режущим зубьям 3 - движение по стрелке В, траектория которого совпадает с профилем поверхности, эквидистантной обрабатываемой.
Вращение изделия является движением подачи, вращение инструмента 2 - формообразующим движением, а перемеш,ение режущих зубьев 3 - движением скорости резания (главным движением). Сотнощение угловых скоростей изделия 1 и инструмента 2 устанавливают из условия обкатки их сопряженных поверхностей, например, для обработки дискового кулачка за время поворота изделия вокруг оси 4 на один оборот инструменту 2 также сообща-ют один оборот вокруг оси 5. Угловую скорость из5делия 1 задают, исходя из его реальных размеров и требуемой подачи инструмента, определяемой, например, по нормативам режимов резания в зависимости от материалов изделия и режущих зубьев инструмента 2 чистоты обработки и других факторов:
п , где п - угловая скорость изделия, 1 об/мин;
SM-подача инструмента вдоль o6pja6aтываемого профиля, мм/мин;
f - расстояние от оси 4 до точки контакта режущей кромки с обрабатываемой поверхностью изделия, мм.
Линейную скорость перемещения режущих зубьев 3 принимают равной скорости резания, определяемой по нормативам режимов резания.
Обработка фасонной поверхности изделия 1 по предлагаемому способу возможна двумя методами: радиального врезания или осевой подачи. При первом методе резание инструмента осуществляют изменением расстояния между осями 4 и 5. В этом случае щирину режущих зубьев 3 принимают боль-: ще щирины изделия. При методе осевой подачи для формообразования поверхности инструменту сообщают движение вдоль оси 5 изделия 1.
Формула изобретения
Способ обработки сложных поверхностей, например кулачков, многозубым инструментом с режущими элементами, расположенными на поверхности, эквидистантной обрабатываемой,.при котором инструменту и изделию сообщают взаимосвязанное вращение вокруг собственных осей, отличающийся тем, что, с целью повыщения точности обработки, режущим элементам сообщают дополнительное движение вдоль контура инструмента со скоростью резания.
Источники информации, принятые во внимание при экспертизе
1. Налян Г. А. Исследование процесса резания металлов вихревым копированием, автореферат, дис. Еревай, 1974, с. 20.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ точения сложных поверхностей | 1991 |
|
SU1816535A1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ВРАЩЕНИЯ | 2015 |
|
RU2603417C1 |
| Способ обработки многогранных изделий | 1986 |
|
SU1404203A1 |
| СПОСОБ ОБРАБОТКИ ТЕЛ ВРАЩЕНИЯ НЕКРУГЛОГО СЕЧЕНИЯ | 2001 |
|
RU2211118C1 |
| Способ обработки криволинейных поверхностей | 1988 |
|
SU1511014A1 |
| СПОСОБ ОБРАБОТКИ ВИНТОВ ГЕРОТОРНЫХ ВИНТОВЫХ НАСОСОВ | 2001 |
|
RU2209129C1 |
| СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ ПАРАЛЛЕЛЬНЫХ ПРОДОЛЬНЫХ ПАЗОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2092285C1 |
| Способ обработки резанием циклоидальных поверхностей | 1985 |
|
SU1337202A1 |
| УСТРОЙСТВО ДЛЯ ФРЕЗЕРОВАНИЯ КОМПЛЕКТА ВИНТОВ | 2008 |
|
RU2387522C1 |
| УСТРОЙСТВО ДЛЯ ФРЕЗЕРОВАНИЯ ВИНТОВ | 2006 |
|
RU2306201C1 |
