Изобретение относится к машиностроению и может быть использовано при обработке деталей, например пазовых дисковых и цилиндрических кулачков о
Цель изобретения - повьшхение стой- кости инструмента при обработке пазов на деталях.
Цель достигается за счет того, что на участках с большой кривизной скорость относительного перемещения инструмента и заготовки не превьш1а- ет нормативного значения скоростИв
На фиг. 1 - устройство, реализующее предлагаемый способ обработки}
на фиГо 2 - схема обработки по предлагаемому способу,,
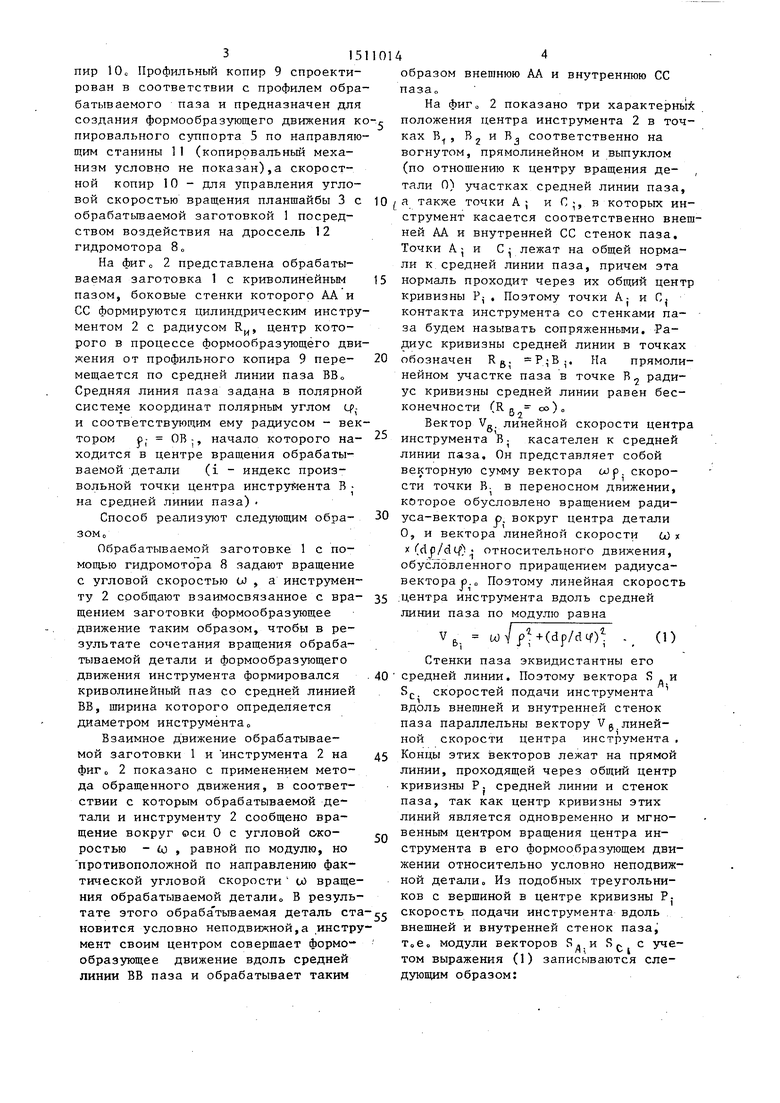
Устройство обработки криволинейного паза (фиго 1), реализующее описываемый способ, на торце заготовки 1 цилиндрическим инструментом 2 содержит пл-аншайбу 3, предназначенную для установки на ней обрабатьгааемой заготовки 1 и жестко закрепленную на шпинделе 4 копировального суппорта 5. На шпинделе 4 жестко установлены червячное колесо 6 для вращения планшайбы 3 от червяка 7, соединенного с валом гидромотора 8, и два копира - профильньй копир 9 и скоростной ко315
пир lOo Профильный копир 9 спроектирован в соответствии с профилем обрабатываемого паза и предназначен для создания формообразующего движения кпировального суппорта 5 по направляющим станины 11 (копировальный механизм условно не показан),а скоростной копир 10 - для управления угловой скоростью вращения планшайбы 3 с обрабатьгоаемой заготовкой 1 посредством воздействия на дроссель 12 гидромотора 8 о
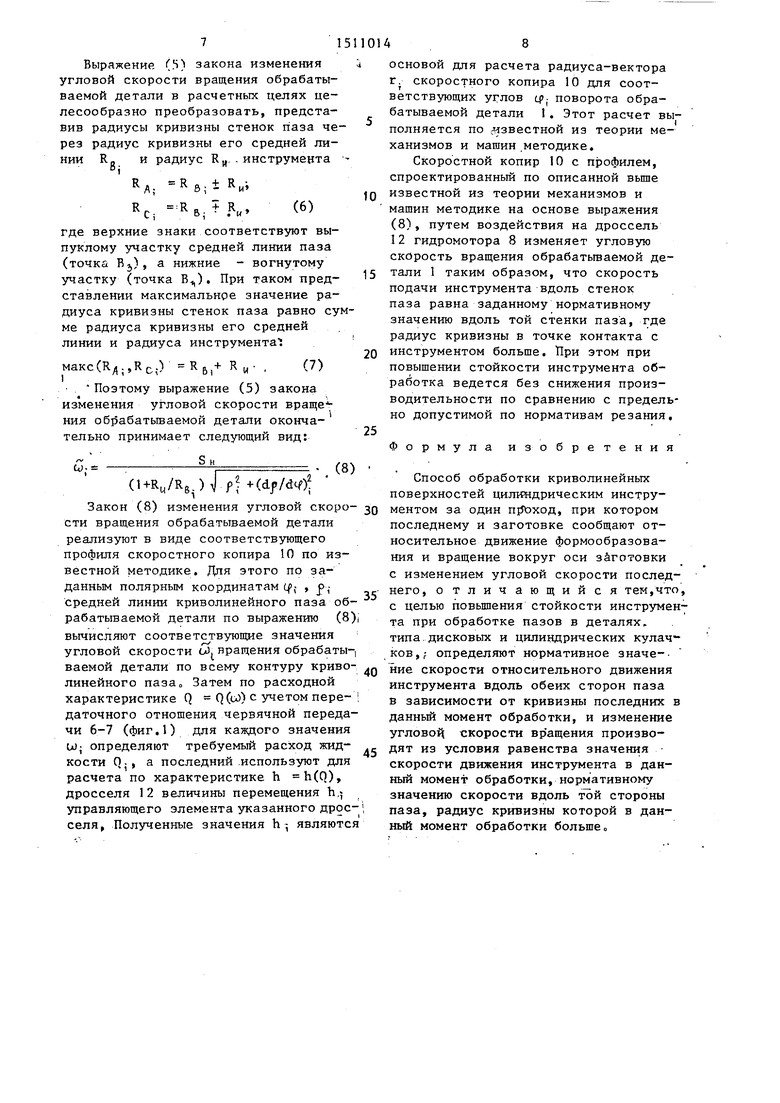
На фиг о 2 представлена обрабатываемая заготовка 1 с криволинейным пазом, боковые стенки которого АА и СС формируются цилиндрическим инструментом 2 с радиусом R, центр которого в процессе формообразующего движения от профильного копира 9 перемещается по средней линии паза ВВ Средняя линия паза задана в полярной системе координат полярным углом Lf- и соответствующим ему радиусом - вектором о- ОВ ;, начало которого находится в центре вращения обрабатываемой -детали (i - индекс произвольной точки центра инструмента В на средней линии паза)
Способ реализуют следующим образом
Обрабатываемой заготовке 1 с помощью гидромотора 8 задают вращение с угловой скоростью W , а инструменту 2 сообщают взаимосвязанное с вращением заготовки формообразующее движение таким образом, чтобы в результате сочетания вращения обрабатываемой детали и формообразующего движения инструмента формировался криволинейный паз со средней линией ВВ, щирина которого определяется диаметром инструмента„
Взаимное движение обрабатываемой заготовки 1 и инструмента 2 на фиг о 2 показано с применением метода обращенного движения, в соответствии с которым обрабатываемой детали и инструменту 2 сообщено вращение вокруг оси О с угловой око- ростью - (о , равной по модулю, но противоположной по направлению фактической угловой скорости о) вращения обрабатываемой детали В результате этого обраба тьгоаемая деталь становится условно неподвижной,а инструмент своим центром соверщает формо образующее движение вдоль средней линии ВВ паза и обрабатывает таким
10144
образом внещнюю АА и внутреннюю СС
паза„
На фиг„ 2 показано три характернь -г положения центра инструмента 2 в точках В
1
В и Б
соответственно на
5
0
5
0
5
0
вогнутом, прямолинейном и выпуклом (по отношению к центру вращения детали 0) участках средней линии паза,
0 ( а также точки А ; и С , в которых инструмент касается соответственно внещ- ней АА и внутренней СС стенок паза. Точки А j и С лежат на общей нормали к средней линии паза, причем эта
нормаль проходит через их общий центр кривизны PJ , Поэтому точки А- и С. контакта инструмента со стенками паза будем называть сопряженными. -Радиус кривизны средней линии в точках
0 обозначен Rg. .. На прямолинейном участке паза в точке В радиус кривизны средней линии равен бесконечности (R JJ - со) о
Вектор Vg. линейной скорости центра инструмента В. касателен к средней линии паза. Он представляет собой векторную сумму вектора сор. скорости точки В. в переносном движении, которое обусловлено вращением радиуса-вектора р. вокруг центра детали О, и вектора линейной скорости со х X (dj)/d() относительного движения, обусловленного приращением радиуса- вектора р.„ Поэтому линейная скорость .центра инструмента вдоль средней линии паза по модулю равна
V U)/T -Kdp/d O . (1)
Стенки паза эквидистантны его средней линии. Поэтому вектора S и
S,, скоростей подачи инcтpvмeнтa
i вдоль внешней и внутренней стенок
паза параллельны вектору Vg линейной скорости центра инструмента , Концы этих векторов лежат на прямой линии, проходящей через общий центр кривизны Р. средней линии и стенок паза, так как центр кривизны этих линий является одновременно и мгновенным центром вращения центра инструмента в его формообразующем движении относительно условно неподвижной детали Из подобных треугольников с вершиной в центре кривизны PJ скорость подачи инструмента вдоль внешней и внутренней стенок паза,
Тое модули векторов S. и S с уче- . . н V, I
том выражения (1) записываются следующим образом:
5
to
151
. (2
I
и 4 pV(df/d. (3)
где Кд P,A;,
1
R
С, P,-C i - радиусы кривизны соответственно . внешней и внутренней стенок паза в точках контакта с инструментом „
Из выражений (2) и (3)-следует, что при постоянной угловой скорости вращения обрабатываемой детали ( со const) скорости S. и 5 f. . поJл i I- 1
дачи инструмента вдоль стенок паза будут переменными,так как изменяются значения геометрических параметров паза - редиуса-вектора р. , его производной (Af/dif ) ; радиусы кривизны йтенок Rfl., Rci и средней линии паза Rg,.. Кроме того, для любого i-ro положения инструмента скорости его подачи вдоль стенок паза будут больше вдоль той стенки паза, значение радиуса кривизны которой в точке контакта с инструментом больше. Например, при положении инструмента в точке В скорость подачи инструмента вдоль внутренней стенки паза будет больше скорости подачи инструмента вдоль внешней стенки паза (5 с.у S..)
-1 л I
так как радиус кривизны R.. внутренней стенки больше, чем радиус кривизны R внешней стенки паза в сопряженной точке контакта с инструментом Наоборот, при положений инструмента в точке БЗ будет иметь место неравенство S S(, так как R 7 R. о Исключением являются прямолинейные участки паза (положение инструмента в точке В 5), где скорости подачи ин- струмента вдоль обеих стенок паза будут одннаковьми (S, V5,), так как радиусы кривизны средней линии и стенок паза на этих участках:
обращаются в бесконечность (R л а
D чЛа
R Ci )
Изменение скорости подачи вдоль стенок паза обусловливает неравномерность нагрузки на инструменТоПри малых нагрузках не полностью используются режущие свойства инструмента и обработка ведется с низкой производительностью. Большие нагрузки приводят к уменьшению периода стойкости инструмента или вызывают его поломку
П146
Из выражений (2) и (3) вытекает, что изменение скорости подачи ин- струмента вдоль стенок паза можно парировать изменением угловой скорости UV вращения обрабатьгоаемой детали. По условию предельно допустимой нагрузки на инструмент и обработки без снижения производительности уг0 ловую скорость Сд) необходимо изменять так, чтобы большая из скоростей подачи инструмента вдоль внешней и внутренней стенок паза при обработке любой его i-ой точки была равна норма5 тивяому значению, которым задаются по справочникам режимов резания. Поскольку между скоростью подачи инструмента вдоль стенок паза и радиусом ее кривизны существует однозначная зависи0 мость, определяемая выражениями (2) и (3), то сформулированное выше условие предохранения инструмента от
перегрузку, без снижения производитель пости эквивалентно такому изменению
угловой скорости враЩёйи й обрабатываемой детали, при котором норматив- ному значению должна быть равна скорость подачи инструмента вдоль той стенки паза, где радиус кривизны в 0 точке контакта с инструментом больше
Приняв по условию предохранения- инструмента от перегрузки без снижения производительности большее значение подачи инструмента вдоль внеш- 5 ней S. или внутренней S. стенок паза равным заданному нормативному значению S „
40
макс (S., S,.) S „, (4)
из (2) и (3) получаем обобщенное выражение для изменения угловой скорости вращения обрабатываемой детали
W- макс(
J f (dp/d4)f 6;(5)
гдеы.- значение переменной угловой скорости вращения обрабатываемой детали при i-ом положении инструмента, обеспечивающее равенство нормативному значению большей из ско- ростей подач инструмента вдоль стенок паза
мaкc( Kд;,Rci) - значение большего из радиусов кривизны стенок паза в i- и точке.
Выражение (S) закона изменения угловой скорости вращения обрабатываемой детали в расчетных целях целесообразно преобразовать, представив радиусы кривизны стенок паза через радиус кривизны его средней линии
8:
и радиус R,,, . инструмента
R R
Л;
RS,± R
R о t R.
и
(6)
Ci В,
где верхние знаки соответствуют выпуклому участку средней линии паза (точка Bj), а нижние - вогнутому участку (точка В). При таком представлении максимальное значение радиуса кривизны стенок паза равно суме радиуса кривизны его средней линии и радиуса инструмента :
макс(Я;,;,Ко,.) бЛ Поэтому выражение (5) закона изменения угловой скорости враще - ния обрабатьгоаемой детали окончательно принимает следующий вид:
SH
(8)
35
(l+R,/Rg.)f f2 .(dj,/dc)2
Закон (8) изменения угловой скоро- зо сти вращения обрабатываемой детали реализуют в виде соответствующего профиля скоростного копира 10 по известной методике. Для этого по за- данным полярным координатам Cf,- , j,- средней линии криволинейного паза обрабатываемой детали по выражению (8), вычисляют соответствующие значения угловой скорости cJ, вращения обрабаты-| ваемой детали по всему контуру криволинейного паза Затем по расходной характеристике Q Q(u)) с учетом пере- даточного отношения червячной передачи 6-7 (фиг.1) для каждого значения U) определяют требуемый расход жидкости Q., а последний .используют для расчета по характеристике h h(0), дросселя 12 величины перемещения Ъ- управляющего элемента указанного дрос- селя, Полученные значения h:; являются
40
45
0
5
0
5
5
о
0
5
основой для расчета радиуса-вектора г, скоростного копира 10 для соответствующих УГЛОВ поворота обрабатываемой детали 1. Этот расчет выполняется по звестной из теории механизмов и машин.методике.
Скоростной копир 10 с профилем, спроектированный по описанной выше известной из теории механизмов и мащин методике на основе выражения (8), путем воздействия на дроссель I2 гидромотора 8 изменяет угловую скорость вращения обрабатьгеаемой детали 1 таким образом, что скорость подачи инструмента вдоль стенок паза равна заданному нормативному значению вдоль той стенки паза, где радиус кривизны в точке контакта с инструментом больше, При этом при повышении стойкости инструмента обработка ведется без снижения производительности по сравнению с предельно допустимой по нормативам резания.
Формула изобретения
Способ обработки криволинейных поверхностей цилиндрическим инстрУ ментом за один П15Оход, при котором последнему и заготовке сообщают относительное движение формообразования и вращение вокруг оси заготовки с изменением угловой скорости последнего, отличающийся тем,что, с целью повьшения стойкости инструмента при обработке пазов в деталях, типа.дисковых и цилиндрических кулачков,; определяют нормативное значе-- ние скорости относительного движения инструмента вдоль обеих сторон паза в зависимости от кривизны последних в данньй момент обработки, и изменение углово скорости вр ащения производят из условия равенства значения скорости движения инструмента в данный момент обработки, нормативному значению скорости вдоль тЪй стороны паза, радиус кривизны которой в данный момент обработки больше.
га
U
«;ч

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки резанием циклоидальных поверхностей | 1985 |
|
SU1337202A1 |
| Способ шлифования восстановленных наплавкой кулачков | 1986 |
|
SU1351756A1 |
| Способ обработки некруглых валов и отверстий и устройство для его осуществления | 1991 |
|
SU1827331A1 |
| Способ обработки резанием трохоидальных поверхностей и устройство для его осуществления | 1980 |
|
SU897405A1 |
| СПОСОБ ОБРАБОТКИ НЕКРУГЛЫХ ПОВЕРХНОСТЕЙ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2002 |
|
RU2214889C1 |
| Способ обработки многозаходных винтовых канавок на телах вращения | 1984 |
|
SU1162555A1 |
| Способ обработки криволинейной поверхности деталей,преимущественно дисковых кулачков,методом копирования | 1975 |
|
SU891359A1 |
| Способ обработки деталей и устройство для его осуществления | 1989 |
|
SU1683868A1 |
| Гибкая производственная система | 1984 |
|
SU1252133A1 |
| Способ обработки контура дисковых кулачков | 1982 |
|
SU1143524A1 |

Изобретение относится к машиностроению и может быть использовано при обработке деталей типа пазовых дисковых и цилиндрических кулачков. Цель изобретения - повышение стойкости инструмента при обработке пазов на указанных деталях. Обработку пазов в кулачках ведут цилиндрическим инструментом. Инструменту и заготовке сообщают относительное движение формообразования и вращение вокруг оси заготовки. Определяют нормативное значение скорости относительного движения вдоль обеих сторон паза в зависимости от кривизны последней в данный момент обработки. В процессе относительного движения формообразования угловую скорость относительного вращения изменяют, исходя из условия, чтобы значение скорости относительного движения было равно нормативному значению скорости вдоль той стороны паза, радиус кривизны которой в данный момент обработки больше. 2 ил.
Редактор М, Товтин
Составитель М Кольбич
Техред А.Кравчук Корректор Т. Палий
Заказ 5843/15
Тираж 831
ВНИИПИ Государственного комитета.по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
Фиг.2
Подписное
| СПОСОБ ОБРАБОТКИ НЕКРУГЛЫХ ПОВЕРХНОСТЕЙ | 1972 |
|
SU432985A1 |
| I | |||
