Предлагаемый настоящим изобретением способ внутреннего и нар}жнсго хонянгования отличается тем, что ось хона имеет зафиксированное положение, а изделие имеет плавающую уСтановку. Этим достигается самоустанавлиеаемость изделия по оси хоиа.
Для осуществления способа хонинговаНИя предлагается хон, отличающийся тем, что он охвачен фиКОИрующи.м его ось корпусом, служащим для укрелления в станке. Несущая абразивные бруски толовка хона вьгполнеда отъемной вместе с передней частью штока с конуса-лш, осуществляющими радиальное перемещение брусков.
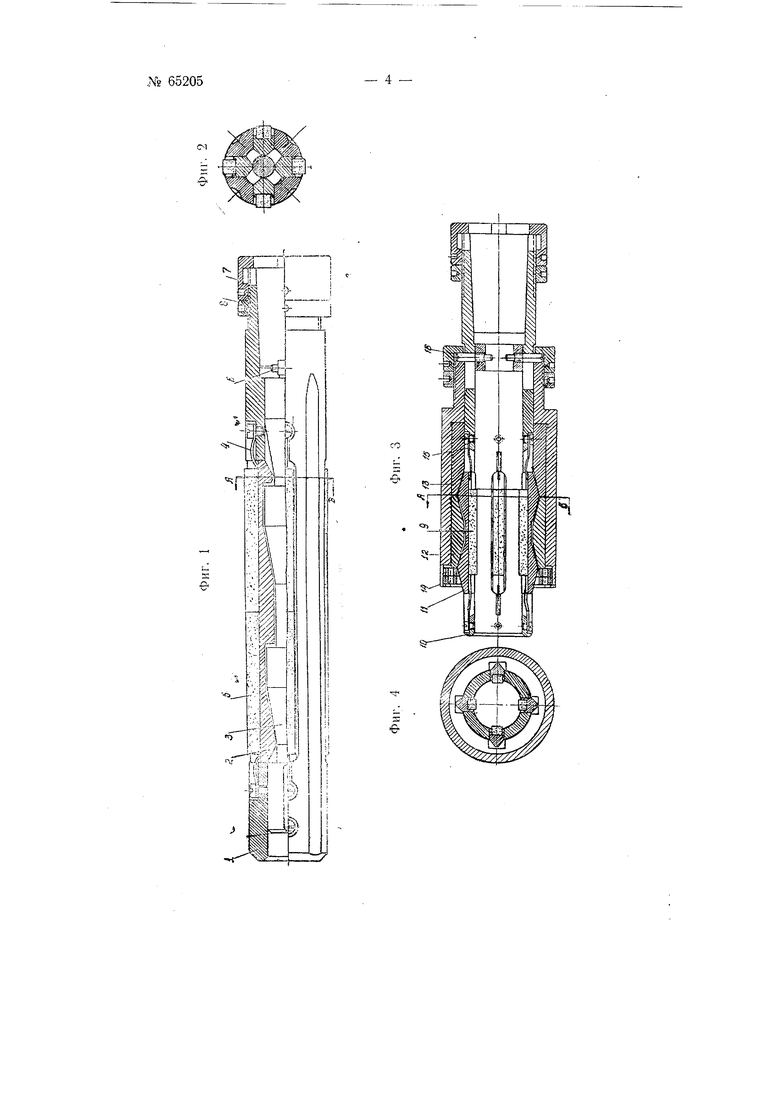
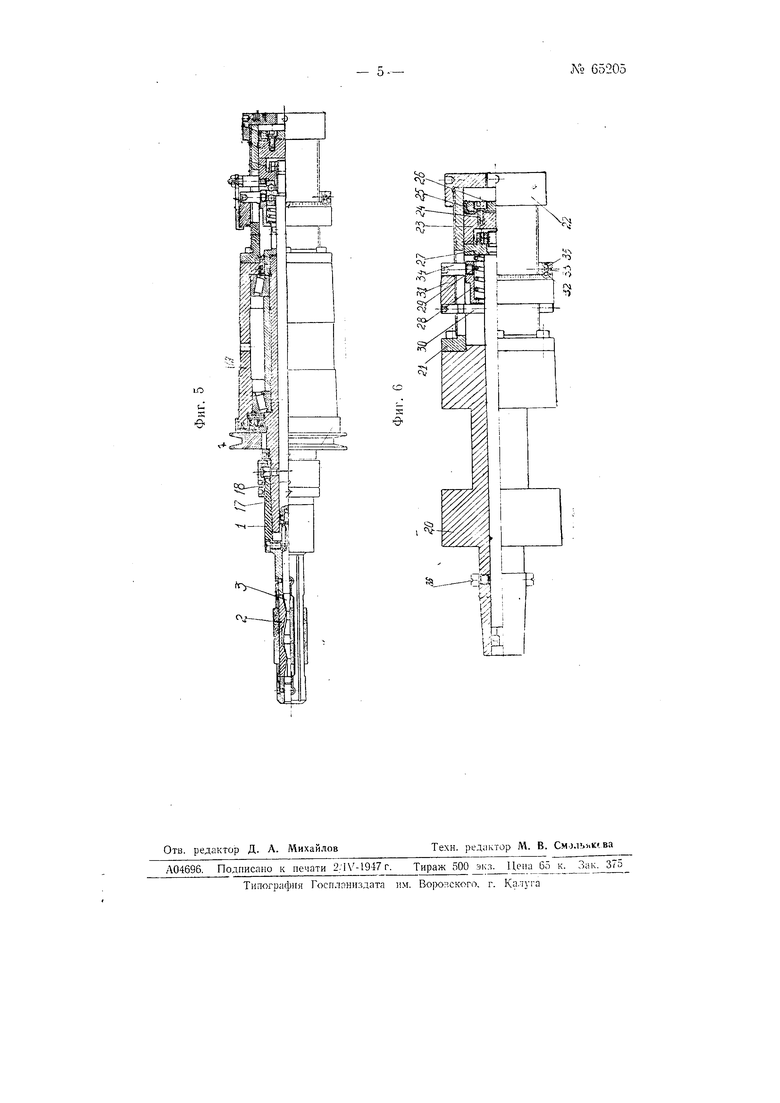
На чертеже фиг. 1 изображает рабочую головку для хони«гова««я отверстий, фиг. 2 - разрез по АВ рабочей головки, изображенной на фиг. 1, фиг. 3 - рабочая головка для наружного, хони«гован я, фиг. 4 -разрез по АБ рабочей головкиу изображенной «а фиг. 3, фиг. 5 изображает продольный разрез вращающегося хона и фиг. 6 - продольный разрез «евращающегося хон а к бнутришлифовальнолгу станку.
При существующем способе хонингозания коротких отверстий хон шарнирно крепится к вращающемуся щпияделю и в работе направляется с помощью имеющихся на нем текстолитовых (или из другого материала) плаяок и втулки, укрепленной в приспособлении. Изделие не вращается и имеет плавающее крепление.
Опыт работы показал, что этот способ имеет ряд недостатков, препятствующих широкому распространению хонингования коротких отверстий. Нали1чие устройства для направления .инструмента при хонинговании связано с износом направляющих пла:нок, с незначительным съемом .металла, сложностью эксплоатадии и др.
Согласно изобретению, хо-н жестко крепится к станку и не никаких устройств для направления в процессе работы. Изделие имеет .пла1Вающую установку для самоустамавливания ,по хОйу в процессе работы. Вращение и -воэвратно-поступательное движение может и:меть хон ИЛИ изделие.
Подача брусков осуществляется гидравликой от гидросисте гы, станка, обеспечивающей точную регулировку размеров хонингования.
Достоинством предлага)емого способа хонингования является то, что хонинговйние производится жестко закрепленным инструментом без устройства для направления его в работе. Это дает возможность упростить конструкцию инструмента и приспособления, снимать значительный припуск, устранять неперпендикулярность оси отверстия торцам, использовать для хонингования универсальное оборудование и повысить производительность и точность « процессе работы. Внутришлифоаальные станки могут, быть использованы для хонингоаания без переделки И1 нарушения их пригодности для шлифования. При этом хон крепится в кронштейн вместо шлифовального шпинделя, а изделие крепится в патроне станка С: помош,ью приспосо бления, изгота влвваемого для конкретных условий pai6oTbi.
Перечисленные обстоятельства делают возможным широкое применение хонингования отверстий -в различных кольцах и втулках не то лыко с целью новышений точности и чистоты поверхности отверстий после шлифования, но и как операции, заменяющей шлифование.
Наружное хонин гование данным способом весьма производительно, дает вьюокое качество поверхности и нОБышает точность предшествующей обработки.
Для осуществлении вышеуказЗДН01ГО способа хонингования предлагается хон, состоящий из сменных рабочих головок для внутреннего и наружного хонингования, переходной части и подающей головки, осуществляющей подачу брусков гидравлическим путем от гидросистемы станка. Сменная рабочая головка (фиг. I, 2) для одновременного внутреннего хонингования нескольких колец состоит из корпуса 1, державок 2 с абразивными брусками 5 и стержня 5 с двумя конусами. При перемещении стержня 3 вперед, его конусы раздвигают державки 2, а при перемещении стержня 3 назад державки 2 под действием пружин 4 убираются внутрь. Перемещение стержня 3 производит щток подающей головки. Для соединения со штоком на конце стержня 3 имеется штифт 6, который входит в паз штыкового замка штока. Для соединения рабочей головки с переходной частью хона внутренняя часть хвостовика в корпусе / сделана конусной, а на наружной имеется резьба, на которую навернуты гайки 8 к 7.
Сменная голо1вка для наружного хонингования валикое ,(фиг. 3, 4) состоит из корпуса Ю, державок Л с абразивными брусками 9 и двух рабочих конусов 12 и J3, укрепленных в стакане 14.
ПрИ перемещении стакана 14 вперед державки 11 сдвигаются в том же направлении конусами, 12 к 13. При обратном движении стакана /4 .державки. 11 под действием пружины 15 убираются внутрь. Перемещение стакана 14 осуществляется штоком подающей головки. Для соединения стакана 14 со штоком служат штифты 16, которые входят в паз штыкового замка штока. Соединение головки с переходной частью хона происходит точно так, как и головки для хонингования отверстий.
Переходная часть хона служит для СО-единения подаюшей и рабочей лоловол и для крепления хона на станке. Конструктивно она может «меть несколько вариантов в завиаилюсти: от конструкции станка.
Соединение быстросменной рабочей головки с хоном показано на фйт. 5. Корпус / головки закрепляется на приёмной части 17 хона, а стержень 3, производящий раздвижение державок 2 с абразивными брусками, соединяется со штоком 18 подающей головки хона.
Корпус 19 жестко закрепляется в станке.
Подающая головка хона производит раздвиженйе абраэввяых брусков в рабочей головке до необходимого по диаметру размера.
Требуемое в цилиидре давление устанавливается посредством редуктора).
У невращающегося хона (фиг. 6) подающая головка и приёмная часть составляют одно целое.
Корпус 20 входит в кронштейн внутришлифовального станка и крепится Вместо шлифовального шпинделя. Воздух «ли жидкость поступает в цилиндр 21 через заднюю крышку 52, давит на поршень (дет. 23,24,25,26), а движение последнего сообщается диску 27 со щтокам до тех пор, пока диск 27 не упрется в стакан 28. После выключения давления на поршень под действием пружины 29 шток начинает двигаться назад до тех пор, пока штифт 30 не упрется в гайку 31. Гайкой 31 производится регулирование получаемого при хонинговапий размера отверстий. На наружной цилиндрической поверхности гайки 31 нанесены деления, соответствующие увеличению диаметра отверстий на 0,005 мл1, а на торце соответственно делениям насверлены углубления. При повороте гайки 31 на одно деление шарик 32 под действием пружины 55 переходит из одного углубления В другое, что дает возможность поворачивать гайку :на нужное число делений, не глядя на цифры. iK гайке 31 под действием пружины 29 все время прижимаются (снятой у них лыской) штифтьЕ 34 и 55 стакана 28, и при 1перемещении гайки 5/ перемещается и стакан 28, уменьшая или увеличивая величину выдвижения штока. На конце щтока имеется штыковой замок, в который входит хвост стержня рабочей головки.
При соединении рабоче головки с хоном штифт 6 (фиг. 1) вводится в паз штьп ового замка щтока подающей головки (фиг. 6), н корпус 1 повертывается на некоторый угол так, чтобы пазы в его хвостовике установились против штифтов 36, имеющихся На приемной KOnycHoit части хона. Пазы гайки 7 при этом окажутся против пазов хвостовика. После этого корпус / конусной частью хвостовика насаживается n;i приёмную конусную HieiiKy хона, при этом щтифты 55 на приемно шейке хона проходят сквозь пазы в гайке 7 и входят в назы хвостовика корпуса. Поворотом гайки 7 производится закрепление рабочей головки.
Предмет изобретения
1. Споосб внутреннего и наружного хонннгования, отличающ и и с я тем, что ось хона имеет зафиксированное положение, а изделие Ичмсет плавающую установку, с целью достижения его самоустанавливаемости но оси хона.
2.При осуществлении способа по н. 1 применение хона, отличающегося тем, что он охвачен фиксирующим его ось корпусом, служащим для укрепления в станке.
3.Хон по п. 2, о т ли ч а ю щ-и йся тем, что несущая абразивные бруски головка выполнена отъемHoii вместе с передней частью штока с кодусами, осуществляющимг1 радиальное перемещение брусков.
C-l
у
ss-.
F
ю cJ
s О
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ХОНИНГОВАНИЯ ОТВЕРСТИЙ | 1992 |
|
RU2008175C1 |
| СПОСОБ ОБРАБОТКИ ОТВЕРСТИЙ И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2063323C1 |
| Механизм разжима брусков хонинговального станка | 2015 |
|
RU2617186C2 |
| Хонинговальная головка для предварительного и окончательного хонингования | 1979 |
|
SU856769A1 |
| УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОГО ХОНИНГОВАНИЯ | 1998 |
|
RU2146592C1 |
| Хонинговальная головка для предварительного и окончательного хонингования | 1973 |
|
SU478711A1 |
| Хонинговальная головка | 1979 |
|
SU841933A1 |
| Устройство для хонингования | 1988 |
|
SU1618602A1 |
| Устройство для вибрационного хонингования | 1975 |
|
SU571365A1 |
| Устройство для обработки отверстий абразивными элементами | 1982 |
|
SU1077766A1 |