Изобретение относится к устройствам для доводочной обработки поверхностей отверстий абразивными элементами, в частности к устройствам для хонингования отверстий больших размеров, снабженным приводом радиального поджима рабочих элементов и обрабатываемой поверхности. Оно может быть использовано при проведении лабораторных и исследовательских работ для определения зависимости качества обработки от величины давления абразивных элементов.
Известны устройства для обработки отверстий абразивными элементами, содержащие привод и рычажную систему, состоящую из пар рычагов, одни из концов каждой пары рычагов щарнирно соединены с выходным элементом привода, а другие - шарнирно с соответствующими державками абразивных Элементов (1|.
Недостатком этого устройства является невозможность обработки отверстий с регулируемым изменением удельного давления абразивных элемеитюв, обусловленная отсутствием механизма регулирований величины рабочего давления, что не позволяет использовать, это устройство в исследовательских целях.
Цель изобретения - обеспечение возможности исследования характера изменения качества обрабать1ваемой поверхности путем изменения удельного давления абразивных элементов на обрабатываемую поверхность.
Поставленная цель достигается тем, что в устройстве для обработки отверстий абразивными элементами, содержащем привод и рычажную систему, состоящую из пар рычагов, одни из концов каждой пары рычагов шарнирно соединены с выходным элементом привода, а другие - щарнирно с соответствующими державками абразивных элементов, в центральной части каждого рычага выполнен паз, параллельный его оси, рычаги каждой пары установлены крестообразно, а в пазах установлены фиксируемые щарниры, причем в каждой державке выполнен криволинейный паз, в котором установлен один из щарниров, соединяющих рычаг с державкой.
На фиг. I схематически представлено предлагаемое устройство, общий вид; разрез, на фиг. 2 - вид А на фиг. I; на фиг. 3 - течение Б-Б на фиг. .
.Устройство для обработки , отверстий абразивными элементами содержит корпус i, в радиально расположенных гнездах которого установлены державки 2 с абразивными элементами (брусками) 3, а в центральной полости размещен гидроцилиндр 4, состоящий из двух идентичных частей, в котором расположены порщни 5 с разнонаправленными штоками 6, со смонтирован
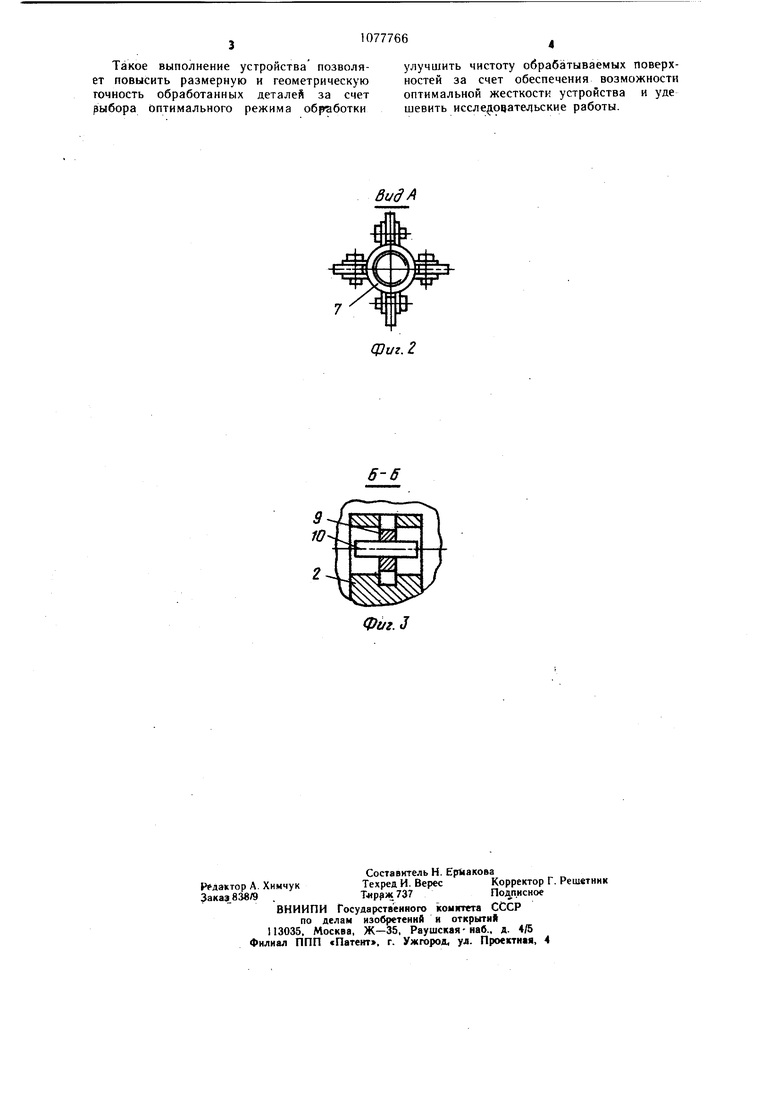
ными на них кольцами 7 (фиг. 2) с проущинами для шарнирного крепления к ним концов крестообразно сочлененных между собой установленным в сквозном пазу цент5 ральным шарниром 8 пар рычагов 9, другие концы которых шарнирно соединены с державками 2, несущими бруски 3, причем один из шарниров 10 на каждой державке выполнен плавающим в криволинейном пазу державки (фиг. 3). Число сочлененных центральным шарниром 8 рычажных пар равно числу державок. Для отвода державок 2 - в исходное положение после окончания обработки предусмотрена пружина 11. (Конструкция гидроцилиндра такова, -что воз5 врат державок 2 с абразивными элементами (брусками) 3 в исходное положение может осуществляться и путем подачи жидкости в полость, расположенную между двумя поршнями. В этом случае надобность в пружине 11 совпадает). Центральные шар0 ниры 8 фиксируются в определенном месте посредством крепежных элементов (конструкция которых с целью упрощения не показана), обеспечивающих поворот рычагов вокруг щарниров. Для изменения длин
5 плеч, рычажных пар крепежные элементы освобождают, а щарНиры смещают вдоль сквозных пазов на требуемую величину.
Работа устройства осуществляется следующим образом.
0 Штанга (не показана) устройства крепится к щпинделю хонинговального станка. Устройству сообщается вращательное и возвратно-поступательное движение. При введении устройства в обрабатываемое отверстие в штоковые полости гидроцилиндра
5 4 подается под давлением жидкость, и штоки 6, сходясь к центру, воздействуют на концы рычагов 9, приближая их друг к другу, а так как эти рычаги сочленены центральным шарниром 8, то их концы, связан0 ные с державками 2, также приближаются друг к другу. Расстояние между концами рычагов 9, связанных с державками 2 по линии, перпендикулярной оси вращения устройства,, увеличивается, и державки 2 с абразивными элементами 3 получают ради5 альное перемещение. (Выполнение одного . из щарниров державки плавающим не препятствует сближению концов рычажных пар, связанных с державками).
Отвод державок 2 с абразивными элементами 3 в исходное положение осуществляется пружиной 11, а при ее отсутствии путем подачи жидкости в полость, расположенную между двумя порщнями, что вызывает удаление щтоков друг от друга и свес дение державок 2 с абразивными элемента ми 3. При этом жидкость из щтоковых полостей гидроцилиндра через трубки идет на слив:
Такое выполнение устройства позволяет повысить размерную и геометрическую точность обработанных деталей за счет рыбора Оптимального режима обработки
улучшить чистоту обрабатываемых поверхностей за счет обеспечения возможности оптимальной жесткости устройства и уде шевить иссле очате71ьские работы.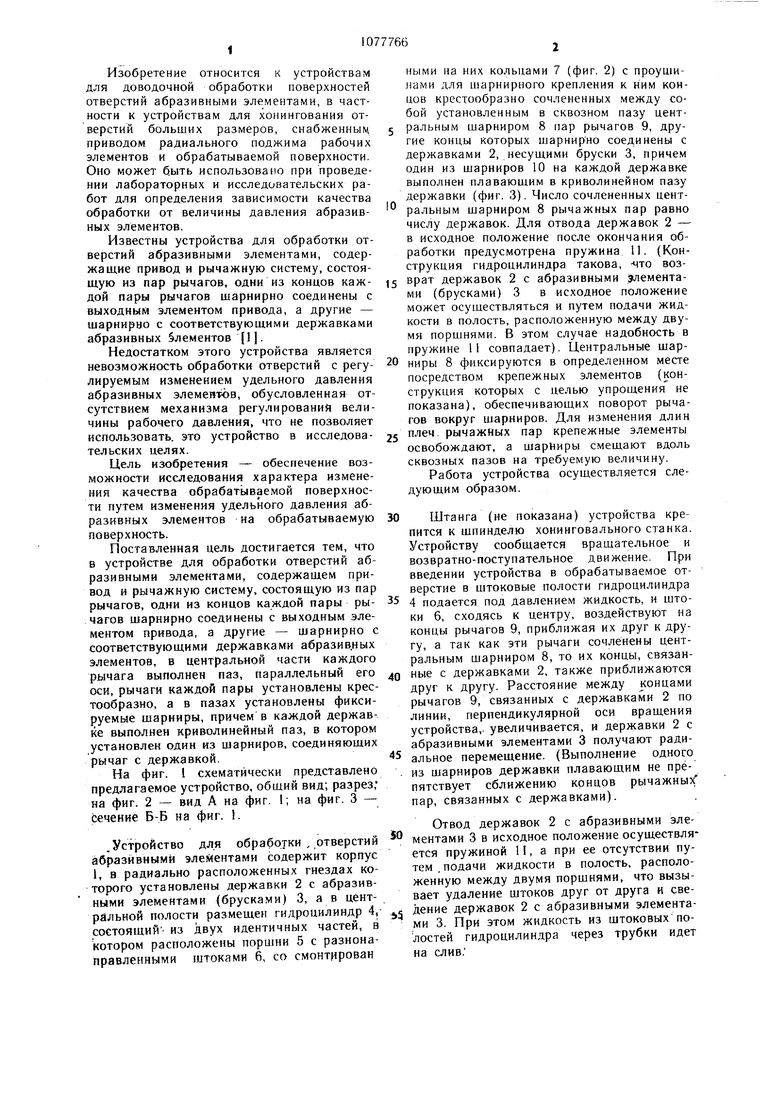
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для суперфиниширования шеек коленчатого вала | 1973 |
|
SU649557A1 |
| Устройство для хромирования наружных поверхностей деталей | 1990 |
|
SU1737030A1 |
| Станок для вытяжки листов термопластов | 1977 |
|
SU738891A1 |
| Хонинговальная головка для обработки некруглых отверстий | 1984 |
|
SU1187967A1 |
| Устройство для отделочной обработки плоских поверхностей | 1981 |
|
SU1004082A1 |
| Устройство для абразивной обработки криволинейных поверхностей | 1986 |
|
SU1340996A1 |
| Устройство для отделочной обработки плоских поверхностей | 1982 |
|
SU1058761A1 |
| Хонинговальная головка | 1991 |
|
SU1781015A1 |
| ПОЛУАВТОМАТ ДЛЯ ЗАТОЧКИ РЕЖУЩИХ ПАР СТРИГАТЕЛЬНЫХ МАШИНОК | 2018 |
|
RU2693656C1 |
| УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОГО ХОНИНГОВАНИЯ | 1998 |
|
RU2146592C1 |
УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ОТВЕРСТИЙ АБРАЗИВНЫМИ ЭЛЕМЕНТАМИ, содержащее привод и рычажtiyro систему, состоящую из пар .рычагов, )дни из концов каждой пары рычагов шар,ирно соединены с выходным элементом |1ривода, а другие - шарнирно с соответ ;твующими державками абразивных элементов, отличающееся тем, что, с целью обеспечения возможности исследования характера изменения качества обрабатываемой поверхности путем изменения удельного давления абразивных элементов на обрабатываемую поверхность, в центральной части каждого рычага выполнен паз, параллельный его оси, рычаги каждой пары установлены крестообразно, а в пазах установлены фиксируемые шарниры, причем в каждой державке выполнен криволинейный паз, в котором установлен один из шарниров, соединяющих рычаг с державкой.. (Л О5 О5 фиг.1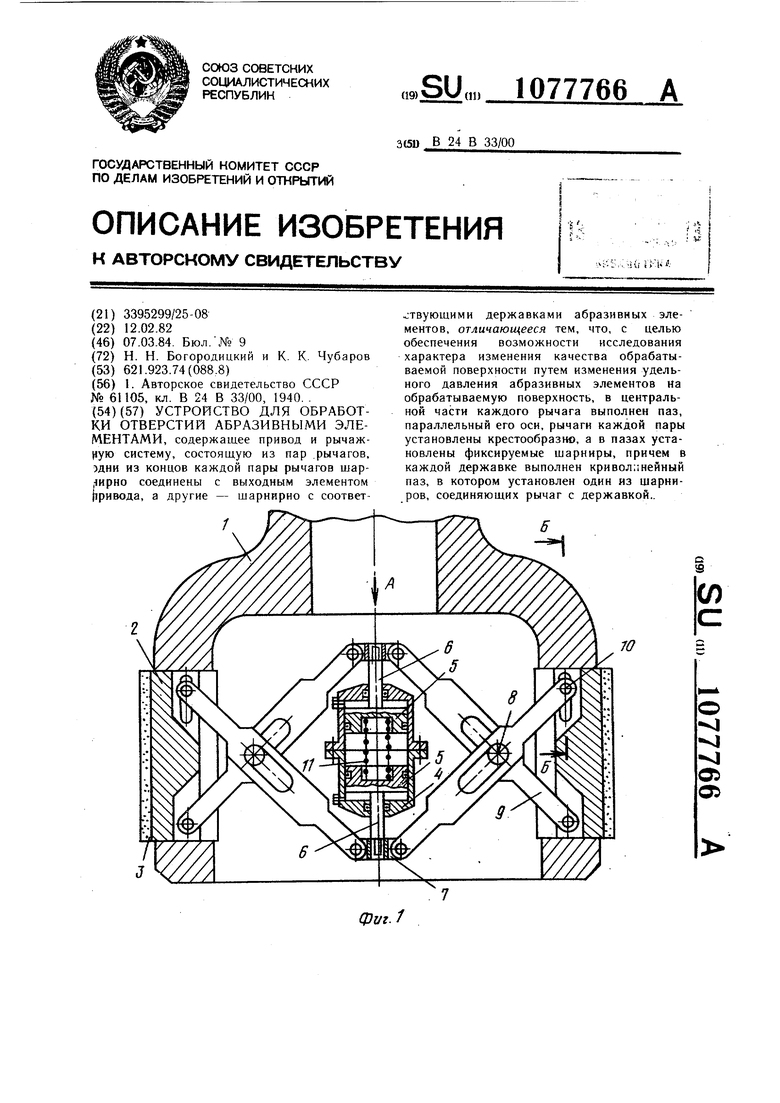
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Станок для шлифования внутренних поверхностей цилиндров | 1940 |
|
SU61105A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| . | |||
