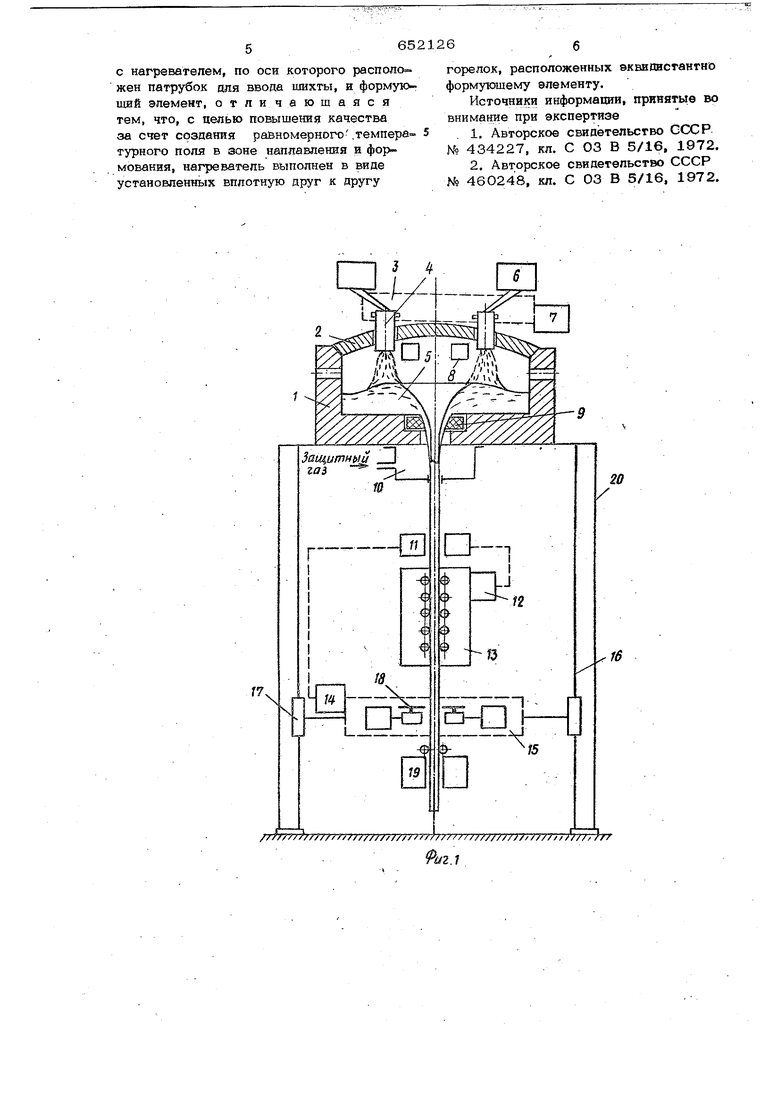
(54) ПЕЧЬ ДЛЯ ПЛАВЛЕНИЯ ВЫСОКОКРЕМНЕЗЕМИСТЫХ СТЕКОЛ В боковой стенке печи имеется отвер тие для отбор§ отводящих газов, при использований в качестве сырья летучих . соединений кремния, титана, и других, предусматривается система для нейтрализации .отходящих газов и улавливания конденсата. В боковых стенках печи и в своде устраивается окно для визуально го или телевизионного наблюдения за процессами наплавления и формования. В своде на специальной конструкпии . 3 монтируется нагреватель,выполненный в шде установлбннЬ1х вплотную одна к другой горелок 4, осуществляющий процесс направления стекломассы 5. При производстве труб горелки располагаются шпотнуто друг к другу по окружности, а при производстве ленты стекла - по .накинутому прямоугольнику. По оси горелок расположены патрубки для ввода шихты 6, обеспечивающие равномерную подачу сьфья в виде зерен или парогазовой смеси через центральньге отверстия гбрёлок. С целью выравнивания ширины и вь:- соты валика наплавляемой сте ломассы по всему периметру конструкции 3 може придаваться колебательное движение с. помощью механизма 7 с устройством ги кого уплотнителя или песочного затвора между конструкцией 3 и сводом 2. По сводом находятся холодильники 8 с .водяным охлаждением для регулирован процесса фоушованйя изделий и длй зашв гы свода от перегрева. Для формования издёййя в йоду монти руется формующий элемент - молибденовая дюза 9 сбответствукшей конфигурАвйй, зашишаемая от окисления защитным газом, пода&йё й 1м в камеру 10. --Под печйю находится бесконтактный язмеригбль 11 рйзмеров вытягиваемых изделий, электрически сблокированный в качестве датчика с приводом 12 вытяжной машины 13 и приводом реве рЬивного механизма 14 отрезной машины 15, Прк рабочем движении отрезная машина движется синхронно с форйуёмыми изделиями по направлякнцим винтам 16 Через муфты с гайками 17. Обратное ускоренное дбиженйе машины производит ся тем же механизмом. Отрезная машина состоит из двух алмазных Дисков 18, снабженных приводами для их врашения, а также для продольной и поперечной подач (на фиг. 1 показано только верхнее положение отрезной машины). По ходу движения изделий рядом с отрезной машиной находится укладчик 19, Все механизмы и печь смонтированы на металлической конструкции 2О. В зависимости от применяемого способа формования, взаимное расположение печи и машин различное: при вытягивании изделий вниз машины располагаются под печью, а при вытягивании . вверх - над печью.. Печь работает следуюишм образом. После проверки исправности всех узлов и механизмов в печь снизу через отверстие в формующем элементе заводится при- йанка соответствующего сечения, изготовляемая, из кварцевого стекла или высокоогнеупорного материала, хорошо смачиваемого расплавленной стекломассой. На верхнем конце приманки устраиваются прорези для лучшего сцепления с расплавленной стекломассой, а нижний конец приманки заводится в ролики или валики вытяжной машиньг. Затем зажигаются и выводятся на рабочий режим горелки 4, после чего включаются патрубки для ввода шихты 6 и начинается подача шихты и наплавление стекломассы. По мере наплавлейия стекломасса стекает к середине печи и прочно сварива:ется с приманкой. Когда слой стекломассы достигнет 120-150 мм. включается механизм вытяжной машины 13, а также приводы движения и отрезных кругов отрезной машины 15 и начиааётйя вытягивание трубы или листа. Послевытяжки их на заданную длину производится отрезка отрезной машиной 15 и укладка укладчиком 19.. После отрезки привод 14 отрезной , маиЬГны переключается на обратное ускоренное движение. Когда при ручном упрайлении будут установлены все основные технологические параметры - газовый режим, подача шихты, скорость вытягивания и другие . процесс переводится на автоматическое управление. Технико-экономические расчеты показывают, что при внедрении в промышленность предлагаемой печи себестоимость труб и листового стекла по прямым aaiv ратам (сырье, газ, электроэнергия) снизится в 3-S раз. Ф о р м у л а и а о б р © т е и и я Печь для плавления высококремнеземистых стекол} вкпючакйаая бассейн, свод
с нагревателем, по оси которого располо. жен патрубок для ввода шихты, и формую, щий элемент, отличающаяся тем, что, с целью повышения качества за счет создания равномерного .темпера турного поля в зоне наплавления и фор мования, нагреватель выполнен в виде установленных вплотную друг к другу
горелок, расположенных эквидистантно формующему элементу.
Источники информагои, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 434227, кл. С 03 В 5/16, 1972.
2.Авторское свидетельство СССР № 460248, кл. С 03 В 5/16. 1972.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭКСПЛУАТАЦИИ ЛИНИИ ДЛЯ ПРОИЗВОДСТВА ЛИСТОВОГО ПОЛИРОВАННОГО СТЕКЛА | 2007 |
|
RU2338701C1 |
| Устройство для вытягивания труб большого диаметра из расплавов кварцевого или высококремнеземистого стекла | 1983 |
|
SU1105479A1 |
| СТЕКЛОВАРЕННАЯ ПЕЧЬ И СПОСОБ ВАРКИ СТЕКОЛ | 2008 |
|
RU2422386C1 |
| Способ изготовления труб из кварцевых и высококремнеземистых стекол | 1982 |
|
SU1066944A1 |
| СПОСОБ ПОЛУЧЕНИЯ СТЕКЛА | 2006 |
|
RU2423324C2 |
| Питающий канал стекломассы | 1985 |
|
SU1501921A3 |
| СПОСОБ ПРОИЗВОДСТВА ВЫСОКОПРОЧНОГО СТЕКЛОВОЛОКНА И ИЗДЕЛИЯ, ФОРМОВАННЫЕ ИЗ НЕГО | 2009 |
|
RU2531950C2 |
| Тигель для получения труб из кварцевых и высококремнеземистых стекол | 1982 |
|
SU1066943A1 |
| УСТРОЙСТВО НЕПРЕРЫВНОГО ДЕЙСТВИЯ ДЛЯ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ КВАРЦЕВОГО СТЕКЛА (ВАРИАНТЫ) | 2000 |
|
RU2177914C1 |
| СПОСОБ ЭКСПЛУАТАЦИИ ЛИНИИ ДЛЯ ПРОИЗВОДСТВА ЛИСТОВОГО ПОЛИРОВАННОГО СТЕКЛА | 2007 |
|
RU2339590C1 |