электрода еще соответствует {т. е. равна) скорости его подачи, при этом процес идет устой иво, без утыканий электрода в дно сварочной ванны. Использование минимально возможного напряжения (для данного тока сварки и диаметра электрода) обеспечивает стабильный процесс сварки погруженной дугой, характеризуемый мелкокапельным переносом электродного металла в сварочную ванну без разбрызгивания и достаточной глубиной проплавления. Применение пониженных напряжений уменьшает тепловложение в сварной шов, уменьшает выгорание легирующих электродную проволоку элемен- тов, что, в конечном счете, улучшает качество шва и эксплуатационные свойства за счет увеличения ударной вязкости и повышения стойкости.швов против образования кристализаци онных трешин. Применение активированного электрода при определенных режимах сварки (ток выше второго критического, напряжение 3438В) обеспечивает на дуге прямой полярности процессструйного переноса металла и создает необходимые условия формирования шва заданной ширины, исключая разбрызгивание.
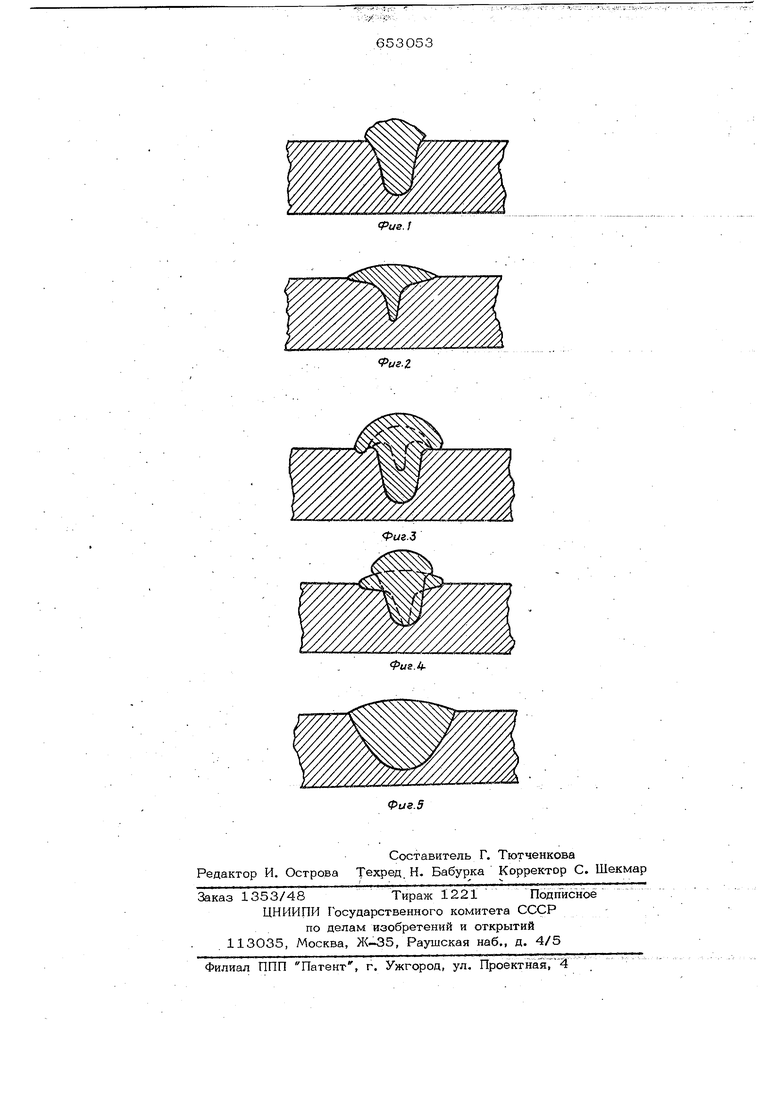
Сварку предлагаемым способом осущес вляют следующим образом. Плавящиеся электроды располагают по оси шва и подключают к различным полюсам отдельных источников питания. Дуги, горящие с обоих электродов, образуют общую сварочную ванну. Дуга обратной полярности ( на электроде) имеет пониженное напряжение (например ) в зависимости от тока сварки и диаметра электрода), и обладая большим проплавляющим действием, определяет глубину провара основного металла (изделия); при этом погруженный характер дуги исключает возможност разбрызгивания. Процесс струйного neipeноса металла с активированного электрода прямой полярности (- на электроде) имеет высокую производительность расплавления электродного металла, обеспечивает необходимую ширину шва, улучшая его форму, и также исключает разбрызгивание.
Пример. Проводилась двухдуговая сварка в углекислом газе. Образцы из листовой стали марки 17ГС2СФ толщиной (Г 12 мм сваривали э ектродной проволокой Св08Г2С диаметрами 3,4 и 5 мм. Электроды были расположены по оси шва и подключены к разным полюсам сварочных выпрямителей ВКСМ-1ООО, снабженных тиристорными стабилизаторами напряжения. Разнополярные дуги, горящие с электродов, образовывали общую сварочную ванну. Нпряжение на дуге обратной полярности устанавливали минимально возможным для данного тока и диаметра электрода, а процесс на дуге прямой полярности вели электродной проволокой, активированной двухкомпонентным водным раствором солей углекислого калия и цезия. Расход углекислого газа составлял 2000-2500 л/ч, скорость сварки составляла 120 м/ч. Полученные швы имели хорошее формирование, разбрызгивание отсутствовало.
Предлагаемый способ двухдуговой сварки в углекислом газе на постоянном токе имеет по сравнению с известньгм следующие преимущества:
а)возможность уменьшения тепловложений в шов на 2 0-3 О % за счет уменьшения напряжения на дуге обратной полярности с 40-42В до 22-25В, 4то повышает пластичность и ударную вязкость щвов высокопрочных низ олегированных сталей на 15-20%;
б)снижение потерь на разбрызгивани с 8-12% до 2-4%.
Формулаизобре тения
Способ двухдуговой сварки в углекислом газе плавящимися электродами на постоянцом токе дугами прямой и обратной полярностей, расположенными вдоль оси шва и образующими общую сварочную ванну, отличающийся -тем, что, с целью улучшения качества шва дутем увеличения ударной вязкости и уменьшения разбрызгивания, сварку на обратной полярности ведут на минимально возможном для данного тока и диаметра электрода напряжении, а сварку на прямой полярности , осуществляют активированным электродом..
Источники информации, принятые .во внимание при экспертизе .
1. Мандельбург С. Л. и др. Магнитогидродинамические явления при двухдупь вой сварке и их использование. Автоматическая сварка, 1969, № 2, с. 24-28.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ двухдуговой сварки в защитных газах | 1986 |
|
SU1310146A1 |
| СПОСОБ ДВУХДУГОВОЙ АВТОМАТИЧЕСКОЙ СВАРКИ | 2018 |
|
RU2687118C1 |
| СПОСОБ МНОГОДУГОВОЙ СВАРКИ ИЛИ НАПЛАВКИ В ЗАЩИТНОМ ГАЗЕ | 2007 |
|
RU2362659C2 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ МЕХАНИЗИРОВАННОЙ СВАРКИ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ С ПОДАЧЕЙ СВАРОЧНОЙ ПРОВОЛОКИ | 2015 |
|
RU2597855C1 |
| КОМБИНИРОВАННЫЙ СПОСОБ ИМПУЛЬСНОГО УПРАВЛЕНИЯ ПРОЦЕССОМ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2009 |
|
RU2429111C2 |
| Способ сварки магнитоуправляемой дугой | 1990 |
|
SU1817742A3 |
| Способ сварки конструкционной стали (варианты) | 2022 |
|
RU2782860C1 |
| СПОСОБ ПЛАЗМЕННОЙ СВАРКИ И НАПЛАВКИ | 2023 |
|
RU2815524C1 |
| СПОСОБ СВАРКИ | 2000 |
|
RU2191665C2 |
| Способ и система плазменной сварки плавящимся электродом | 2022 |
|
RU2792246C1 |