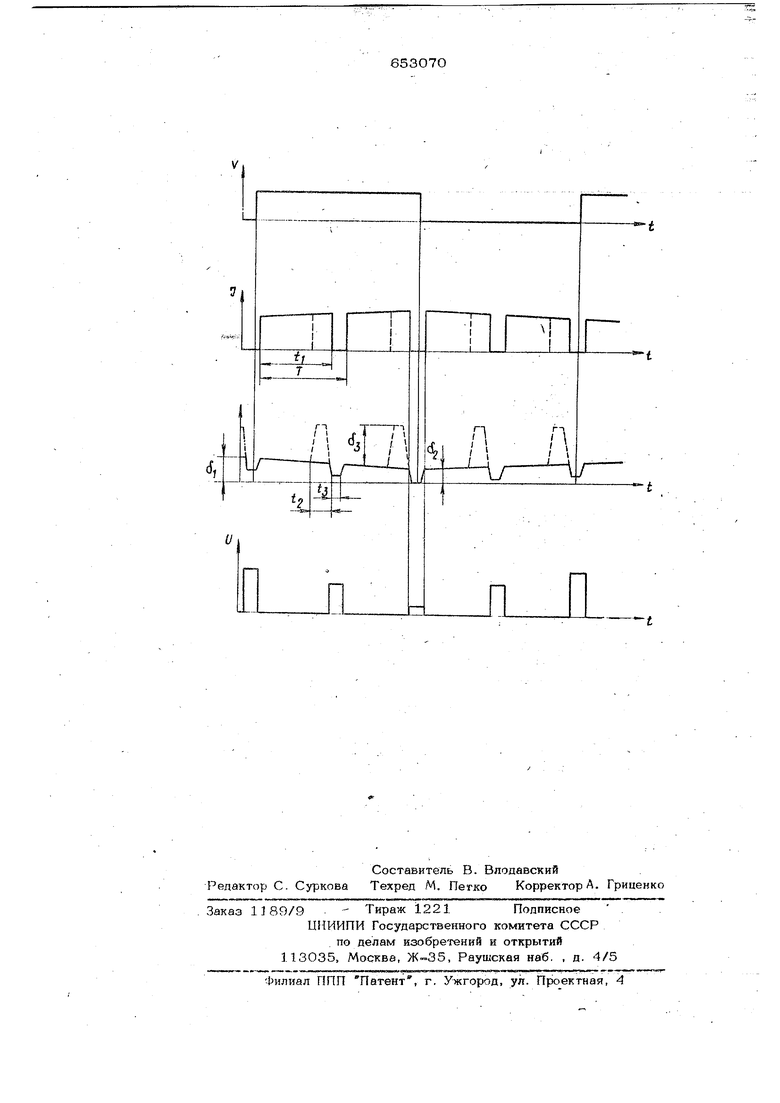
{импульсов технологического тока в пределах 1,1 « 2,5. На чертеже изображены графт и изменения во времени t: межэлектроднбго зазора ( , технологического то ка Э, с сорости подачи V напряжения дополнительных импульсов Ц для контроля величины рабочего зазора; пун тирно показан случай обработки по пред лагаемому способу при дополнительном отводе электрода для промывки зазора свежим электролитом. Обозначения: Q - наибольишй и dg - наименьший рабочие зазоры; д амплитуда .дополнительного отвода электрода для промывки зазора; 1: - длительность импульса и Т - период из .менения технологического тока; время на электрода для промывки зазора; i: - время на контроль касания электродов,Способ осуществляют следующим образом, В начале обработки величшга рабочег зазора имеет наибольшее значение, постоянная подача включена. Превышение скорости подачи средней/скорости анодного растворения за время периода Т приводйт к тому, что рабочий зазор постепенно уменьшается до наименьшего значения, при котором электроды в ниж нем положении колебания соприкасаются. Этот момент времени фиксируется дополнительными импульсами, например провалом напряжения, что служит сиг налом для выключения постоянной по. дачи, С этого момента благодаря продолжающейся импульсно-циклической обработки рабочий зазор постепенно воз растает и достигает своего наибольше.го значения, после чего постоянная подача снова включается. Контроль достиж ния зазора своего наибольшего значекия может быть выполнен по числу периодов колебания электрода или количеству импульсов, с итанных с момента касания электродов. Таким образом, процесс обработки протекает периодическим чередованием уменьшения и увеличения рабочего зазора в заданных пределах. Причем, нижний предел зазора g задается устройством, сообщающим электроду колебания, а верхний предел - величиной постоянной подачи и продолжительностью выключения этой подачи. В зависимости от условий обработки эти два параметре выбираются из условия оптимума производительности и точности обработки. Способ обработки может быть реализован также без дополнительного отвода электрода на величину з предназначенного для промывки зазора. Формула изобретения Способ электрохимической размерной обработки, при котором импульсы технологического тока синхронизируют с колебаниями электрода, а подачу изменяют в зависимости от состояния рабочего зазора, величину которого контролируют дополнительными импульсами в паузах технологического тока, о т л ичающийся тем, что, с целью повышения производительности и качества обработки, подачу прекращают при уменьшении рабочего зазора до нижнего предела, равного амплитуде колебания электродов, по сигналу касания электродов и возобновляют подачу при увеличении рабочего зазора до заданного верх-. него предела. Источники информации, принятые во внимание при экспертизе 1. Мороз И. И. и др. Электрохимическая обработка металлов. М., Машиностроение, 1969, с. 97-102.
А.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ размерной электрохимической обработки | 1977 |
|
SU625893A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ | 1998 |
|
RU2192942C2 |
| Способ высокоточной непрерывной импульсно-циклической размерной электрохимической обработки деталей осциллирующим электродом | 2020 |
|
RU2747436C1 |
| СПОСОБ РАЗМЕРНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2000 |
|
RU2203786C2 |
| Способ размерной электрохимическойОбРАбОТКи | 1979 |
|
SU814640A1 |
| Способ электрохимической размерной обработки | 1985 |
|
SU1303304A1 |
| Способ электрохимической размерной обработки и устройство для его осуществления | 1980 |
|
SU979064A1 |
| СПОСОБ РАЗМЕРНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ ИЗ ТИТАНА И ТИТАНОВЫХ СПЛАВОВ | 2014 |
|
RU2564773C1 |
| СПОСОБ ЦИКЛИЧЕСКОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 1992 |
|
RU2071883C1 |
| СПОСОБ РЕГУЛИРОВАНИЯ МЕЖЭЛЕКТРОДНОГО ЗАЗОРА ПРИ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКЕ | 2001 |
|
RU2211121C2 |
п
V
п
-t
