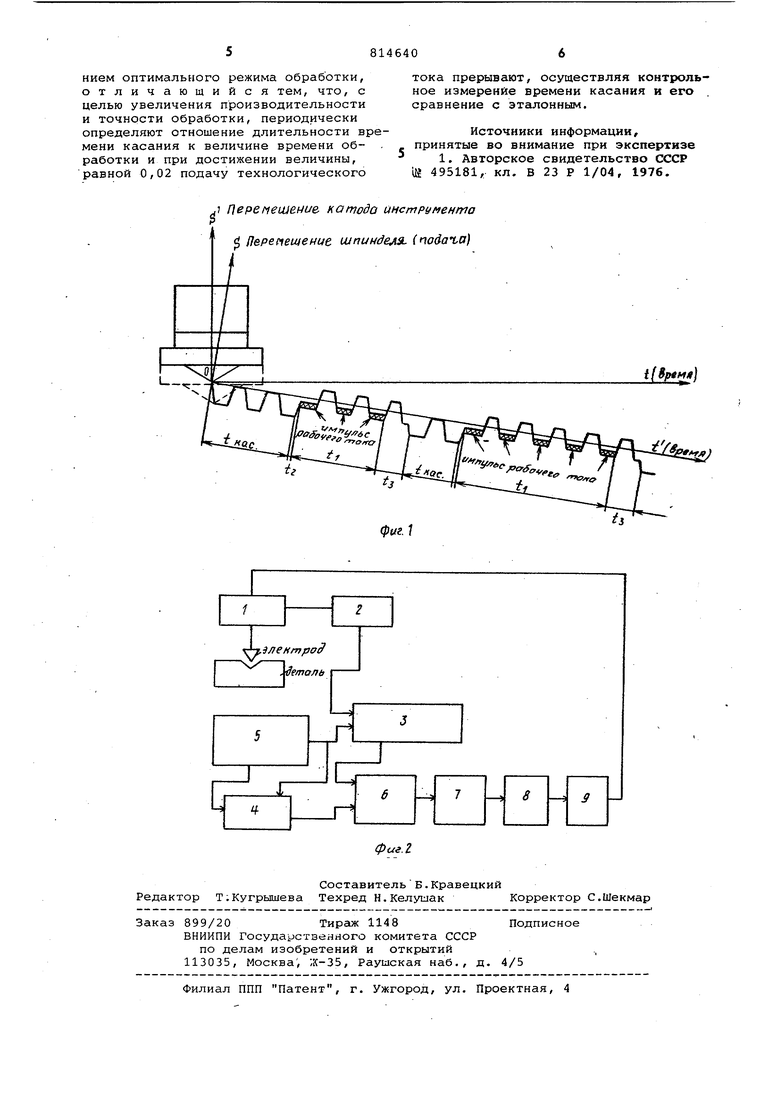
Изобретение относится к электрофи зическим и электрохимическим методам обработки, в частности к размерной электрохимической обработке с оптимизацией процесса. Известен способ циклической элект рохимической обработки импульсами тока с поддержанием оптимального реж ма обработки, при котором определяют отношение разности между амплитудами тока соседних импульсов к длительнос ти цикла и поддерживают это отношение максимальным. Ц. Однако в известном способе большо влияние на производительность и точность обработки при импульсно-циклических схемг1Х оказывают величина межэлектродного зазора, мгновенная скорость подачи, а также амплитуда накла днваелвлх колебаний. Эти величины задаются заранее и при изменяющихся условиях обработки не стабильны,что приводит к снижению производительности и точности обработки. Цель изобретения - увеличение про изводительности и точности обработки за счет удержания динамического равновесия между скоростью растворения и скоростью подачи путем шагового измерения последней. Указанная цель достигается тем, что в процессе электрохимической обработки определяет отношение длительности времени касания с последующей шаговой корректировкой заданных параметров процесса обработки. На фиг. 1 представлена циклограмма работшощего по предлагаемому способу электрохимического-станка; на фиг. 2 - блок-схема для осуществления способа. Электрохимическую обработку проводят- следующим образом. Настраивают электрохимический станок на режим циклической обработки. Кинематически каждый цикл обработки состоит из следующих этапов: а)движение электрода до касания; б) фиксация нулевого зазора и отвод на ШЗ; Б) время обработки; г) выключение рабочего тока. Катоду-инструменту в процессе обработки сообщается осциллирующее вижение, амплитуда которого А и частота W с наложением осевой подачи, величина которой выбирается по слеующей зависимости: V±AV, (1)
где V - постоянная скорость подачи катода-инструмента.
Катод-инструмент имеет следующий цикл перемещений.
Подача до касания - отвод на межэлектродный зазор О, 01...О,04 мм С подачей технологического тока, отвод на промывочный зазор О, 2... О, 5 мм. Дальнейший подвод катода с подачей технологического тока на подводе при величине зазора О,02 ... 0,06 мм, после чего осуществляется измерение времени касания t при соответствующей величине пройденного межэлектродного зазора. Найденная величина t , определяя поправку в значении постоянной величины подачи, обеспечивает обработку без касания на протяжении N числа циклов (обеспечивает динамическое равновесие между скоростью растворения и скоростью подачи). Величина приращения скорости подачи определяется зависимостью
uV : - l Q-AtoswtoBp-lvi-A inv/), 2) где С и D - постоянные, описывающие конкретный процесс. ЭХО; W - частота осциллирования. При ЭТОМ w El5o+ftbina)V A &ihV J, где Е .- постоянная, учитывающая гид родинамические условия эвакуации шлама, - угол, определяющий участок. взаимодействия катода-инстр мента и обрабатываемой де тали. Производят вычисления на ЭВМ зависимости (2), определяют отношение длительности времени касания величине времени обработки tQgp и с помощью блок-схемы (фиг. 2) осуществляют удержание динамического равнове сия между скоростью растворения и скоростью подачи путем шагового изменения последней в момент, когда отношение длительности времени касания t д к величине времени обработки tobp достигнет величины 0,02. Блок-схема включает в себя привод 1 подачи,датчик 2 скорости, мультивибратор 3, осуществляющий корректировку времени касания в зависимости от величины подачи, триггер 4,управляющий временем паузы, считываемый с системы управления, систему 5 управления, элемент 6 сравнения, усилитель 7, шаговый двигатель 8 и исполнительный механизм 9. Привод 1 подачи осуществляет пере мещение одного из электродов электро химичебкой ячейки по выбранной цикло грамме. Определение координат обрабатываемой поверхности осуществляется с помощью датчика 2 скорости и му
тивибратора 3 путем сравнения полученного и реального времени касания с соответствующим изменением скорости подачи, причем каждая пара значения и кАс однозначно соответствуют друг другу при определенном значении меж электродного зазора. Мультивибратор 3, принимая сигнал от датчика 2 скорости, выдает сигнал рассогласования, полученный при сравнении действительных и эталонных значений AV и IKAC
Сигнал с системы 5 управления (сигналом запуска которого является реле koKa) поступает на триггер 4, считываемое управляющее воздействие с триггера и мультивибратора поступает на элемент 6 сравнения, оттуда через усилитель 7, шаговый двигатель 8 и исполнительный механизм 9 отрабатывается приводом 1 подачи. Ошибка в величинах скорости растворения и подачи
0 корректируется постепенно, шагами.
Таким образом, определяя время , осуществляют изменение скорости подачи , причем поддерживают его согласно установочного закона UV f (Мциклдовр t к AC ). Связанные соотношением время касания и время обработки выдают соответственно рассогласование на изменение скорости подачи. При этом величина времени касания может изменяться от окончания подачи тока на подводе до крайнего нижнего положения траектории движения инструмента до величины длительности осциллирования инструмента, составляющей один или несколько периодов колебаний. Согласно установленному соотношению, чем больше величина времени касания, темменьше длительность работы циклов и тем большую поправку необходимо вносить в величину скорости подачи за счет ДУ и наоборот. Величина t непосредственно позволяет определить согласованность протекания электрохимического растворения с кинематической характеристикой привода станка. Внедрение и реализация способа размерной электрохимической обработки импульсами тока с осцилляцией, накладываемой на электрод-инструмент в направлении подачи и поддержанием оптимальных значений параметров обработки, позволяет значительно повысить производительность и точность формообразования за счет удержания динамического равновесия между скоростью I растворения и скоростью подачи путем шагового измерения и последуквдей корректировкой последней. Формула изобретения Способ размерной электрохимической обработки импульсами тока с поддержа
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ высокоточной непрерывной импульсно-циклической размерной электрохимической обработки деталей осциллирующим электродом | 2020 |
|
RU2747436C1 |
| Способ размерной электрохимической обработки | 1977 |
|
SU625893A1 |
| СПОСОБ ЦИКЛИЧЕСКОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 1992 |
|
RU2071883C1 |
| СПОСОБ РАЗМЕРНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ЗАГОТОВКИ ИЗ МЕТАЛЛА | 2021 |
|
RU2770397C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ КОРРЕКТИРОВКИ ГЕОМЕТРИЧЕСКИХ РАЗМЕРОВ ДЕТАЛЕЙ ТИПА "КОЛЬЦО" | 1998 |
|
RU2136460C1 |
| СПОСОБ РАЗМЕРНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2002 |
|
RU2226142C2 |
| Способ импульсной электрохимической размерной обработки | 1981 |
|
SU1002123A1 |
| Комбинированный электрод-инструмент для электрохимической обработки | 1978 |
|
SU751557A1 |
| Способ размерной электрохимическойОбРАбОТКи | 1979 |
|
SU814641A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ | 1998 |
|
RU2192942C2 |
