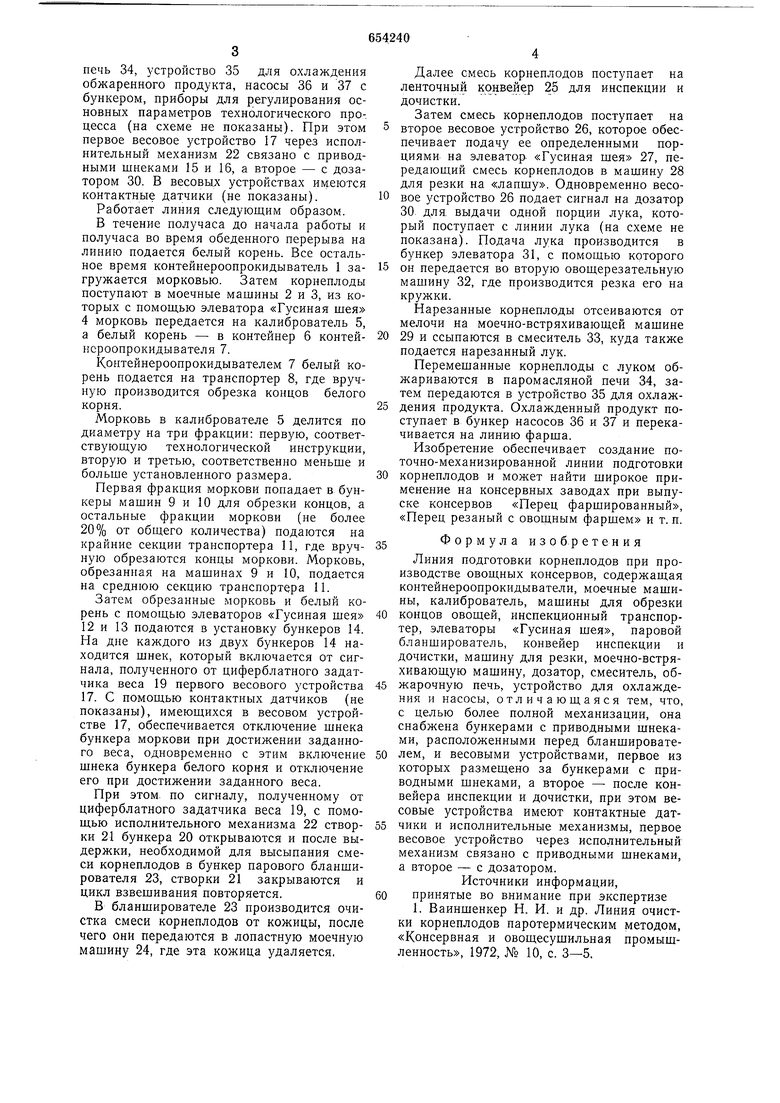
печь 34, устройство 35 для охлаждения обжаренного продукта, насосы 36 и 37 с бункером, приборы для регулирования основных параметров технологического процесса (на схеме не показаны). При этом первое весовое устройство 17 через исполнительный механизм 22 связано с приводными шнеками 15 и 16, а второе - с дозатором 30. В весовых устройствах имеются контактные датчики (не показаны).
Работает линия следующим образом.
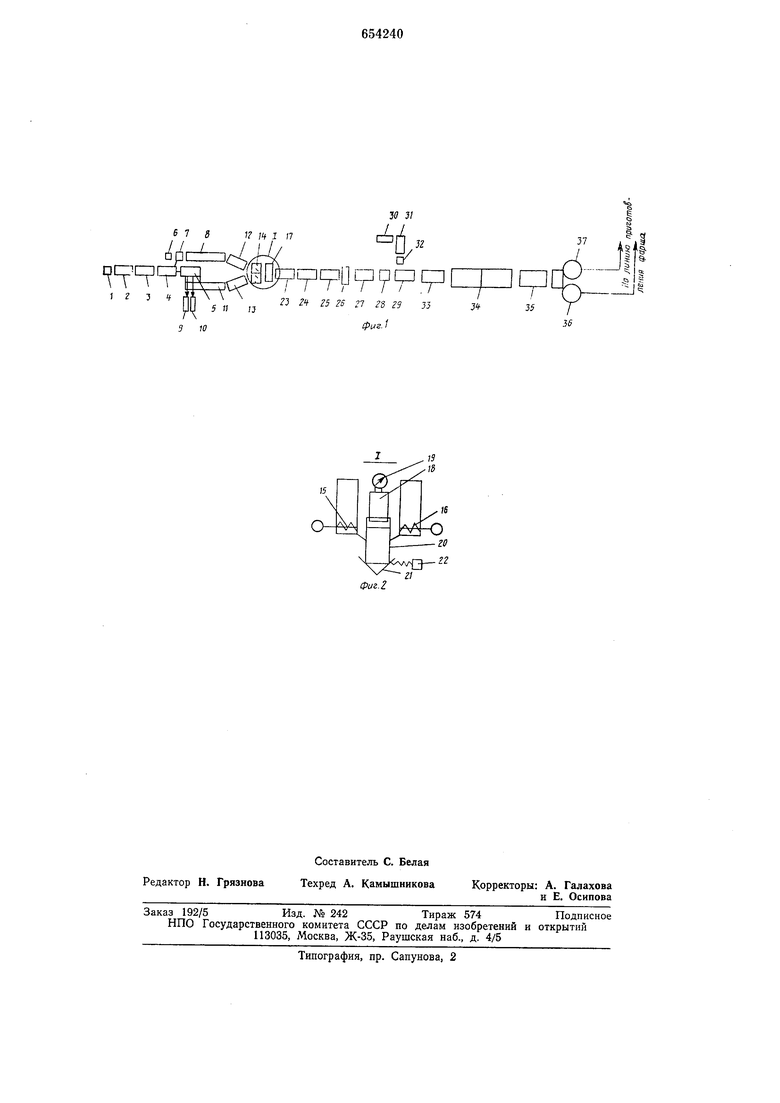
В течение получаса до начала работы и получаса во время обеденного перерыва на линию подается белый корень. Все остальное время контейнероопрокидыватель 1 загружается морковью. Затем корнеплоды поступают в моечные машины 2 и 3, из которых с помошью элеватора «Гусиная шея 4 морковь передается на калиброватель 5, а белый корень - в контейнер 6 контейнероопрокидывателя 7.
Контейнероопрокидывателем 7 белый корень подается на транспортер 8, где вручную производится обрезка концов белого корня.
Морковь в калибрователе 5 делится по диаметру на три фракции: первую, соответствуюш,ую технологической инструкции, вторую н третью, соответственно меньше и больше установленного размера.
Первая фракция моркови попадает в бункеры машин 9 и 10 для обрезки концов, а остальные фракции моркови (не более 20% от обидего количества) подаются на крайние секции транспортера 11, где вручную обрезаются концы моркови. Морковь, обрезанная на машинах 9 и 10, подается на среднюю секцию транспортера 11.
Затем обрезанные морковь и белый корень с помощью элеваторов «Гусиная шея 12 и 13 подаются в установку бункеров 14. На дне каждого из двух бункеров 14 находится шнек, который включается от сигнала, полученного от циферблатного задатчика веса 19 первого весового устройства 17. С помощью контактных датчиков (не показаны), имеющихся в весовом устройстве 17, обеспечивается отключение шнека бункера моркови при достижении заданного веса, одновременно с этим включение шнека бункера белого корня и отключение его при достижении заданного веса.
При этом, по сигналу, полученному от циферблатного задатчика веса 19, с помошью исполнительного механизма 22 створки 21 бункера 20 открываются и после выдержки, необходимой для высыпания смеси корнеплодов в бункер парового бланширователя 23, створки 21 закрываются и цикл взвешивания повторяется.
В бланширователе 23 производится очистка смеси корнеплодов от кожицы, после чего они передаются в лопастную моечную машину 24, где эта кожица удаляется,
Далее смесь корнеплодов поступает на ленточный конвейер 25 для инспекции и дочистки.
Затем смесь корнеплодов поступает на
второе весовое устройство 26, которое обеспечивает подачу ее определенными порциями на элеватор- «Гусиная шея 27, передающий смесь корнеплодов в машину 28 для резки на «лапшу. Одновременно весовое устройство 26 подает сигнал на дозатор 30. для. выдачи одной порции лука, который поступает с линии лука (на схеме не показана). Подача лука производится в бункер элеватора 31, с помощью которого
он передается во вторую овощерезательную машину 32, где производится резка его на кружки.
Нарезанные корнеплоды отсеиваются от мелочи на моечно-встряхивающей машине
29 и ссыпаются в смеситель 33, куда также подается нарезанный лук.
Перемешанные корнеплоды с луком обжариваются в паромасляной печи 34, затем передаются в устройство 35 для охлаждения продукта. Охлажденный продукт поступает в бункер насосов 36 и 37 и перекачивается на линию фарша.
Изобретение обеспечивает создание поточно-механизированной лннин подготовки
корнеплодов и может найти широкое применение на консервных заводах при выпуске консервов «Перец фаршированный, «Перец резаный с овощным фаршем и т. п.
Формула изобретения
Линия подготовки корнеплодов при производстве овощных консервов, содержащая контейнероопрокидыватели, моечные машины, калиброватель, машины для обрезки
концов овощей, инспекционный транспортер, элеваторы «Гусиная шея, паровой бланширователь, конвейер инспекции и дочистки, машину для резки, моечно-встряхивающую машину, дозатор, смеситель, обжарочную печь, устройство для охлаждения и насосы, отличающаяся тем, что, с целью более полной механизации, она снабжена бункерами с приводными шнеками, расположенными перед бланширователем, и весовыми устройствами, первое из которых размещено за бункерами с приводными щнеками, а второе - после конвейера инспекции и дочистки, при этом весовые устройства имеют контактные датчики и исполнительные механизмы, первое весовое устройство через исполнительный механизм связано с приводными шнеками, а второе - с дозатором.
Источники информации,
принятые во внимание при экспертизе
1. Ваиншенкер Н. И. и др. Линия очистки корнеплодов паротермическим методом, «Консервная и овощесущильная промышленность, 1972, № 10, с. 3-5.
9
2t гЬ 25
70 31
iг гг гз зз
фиг.1
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия производства сушеной моркови | 2017 |
|
RU2651281C1 |
| Линия производства овощной икры | 1986 |
|
SU1395277A1 |
| Линия переработки лука | 1983 |
|
SU1155234A1 |
| СПОСОБ ПРОИЗВОДСТВА КОНСЕРВОВ ИЗ КУКУРУЗЫ | 2003 |
|
RU2266007C2 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ПРОИЗВОДСТВА ФРУКТОВЫХ ЧИПСОВ | 2010 |
|
RU2449544C1 |
| Линия для производства замороженногогАРНиРНОгО КАРТОфЕля | 1978 |
|
SU818589A1 |
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ПЛОДООВОЩНЫХ ЧИПСОВ | 2012 |
|
RU2485803C1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ПРОИЗВОДСТВА СУШЕНЫХ СПЕЦИЙ | 2013 |
|
RU2548896C1 |
| Способ получения глазированных чипсов | 2017 |
|
RU2668316C1 |
| Линия производства сухого картофельного пюре | 1981 |
|
SU1017268A1 |