Изобретение относится к области техники для измельчения материалов и может найти применение в горнорудной, энергетической, хИ|Мической и других отраслях промьнлленности, где нан1ли применение барабанные мельницы.
Известен способ сборки безболтовой футеровки барабанов путем приклеивания к корпусу всех элементов футеровки ири постепенном повороте корпхса барабана 1.
Однако, известный способ требует применения дорогостоящих клеев, а также удлиняет вре.мя, необходимое на футеровку барабана, вследствие необходи.мости выдержки зафутерованной части футеровки для затвердения клея.
Наиболее близким к предложенному изобретению является сиособ сборки безболтовой футеровки барабанной мельницы, включающий укладку бронен ип на нижнюю половину корпуса мельницы в виде нолуколец, фиксацию каждого нолукольца с номощью стопорных приспособлений, попорот корпуса мельницы вокруг оси на 180°, установку бронеи,;1ит на незафутеровар1ную половину
корпуса и креп,1ение каждого ко.чьца футеровки .хсторонинми клиньями 2.
Недостатками этого способа сборки футеровки является большая трудоемкость установки и демонтажа стоиориых нрисиособлеиий, в качестве которых используются распорные штанги, вес каждой из которых составляет около 200кг. Кроме того, креиление полуколец с 1юмои1ью распорных П1танг не обеспечивает достаточно иадежного закрепления бронеплит, а гчлже исключает возможност1 механиз;) футеровочпых работ ввиду перекрытия имгшгамн зпачительной части барабана ме.1ы;ппы.
Цель ыастояп1сго изобретения - снижение трудоемкостн и иовьипеиис механизации футеровочных работ.
Поставленная цель достигается тем,-что в известном способе, включающем укладку бронеплит на нпжнюю но.ювнну корнуса мельницы в виде полуколец, фиксацию каждого полукольца с помощью стопорных присиособлениГи поворот корглса мельпицы вокруг оси на 180°, установку броненлит па незафутерованную половину корпуса и креиление каждого кольца футеровки двухслоронними клиньями, фиксацию каждого полукольца осуществляют сжатием плит односторонними клиньями, устанавливаемыми на части длины крайних бронеплит полукольца, а крепление каждого кольца футеровки производят сначала двумя двухсторонними клиньями, установленными в зазоре между полукольцами на длину свободной части бронеплит, после чего односторонние клинья демонтируют и на их место устанавливают двухсторонние клинья.
Применение односторонних клиньев позволяет надежно зафиксировать нолукольца, составленные из бронеплит, а также отказаться от использования распорных штанг.
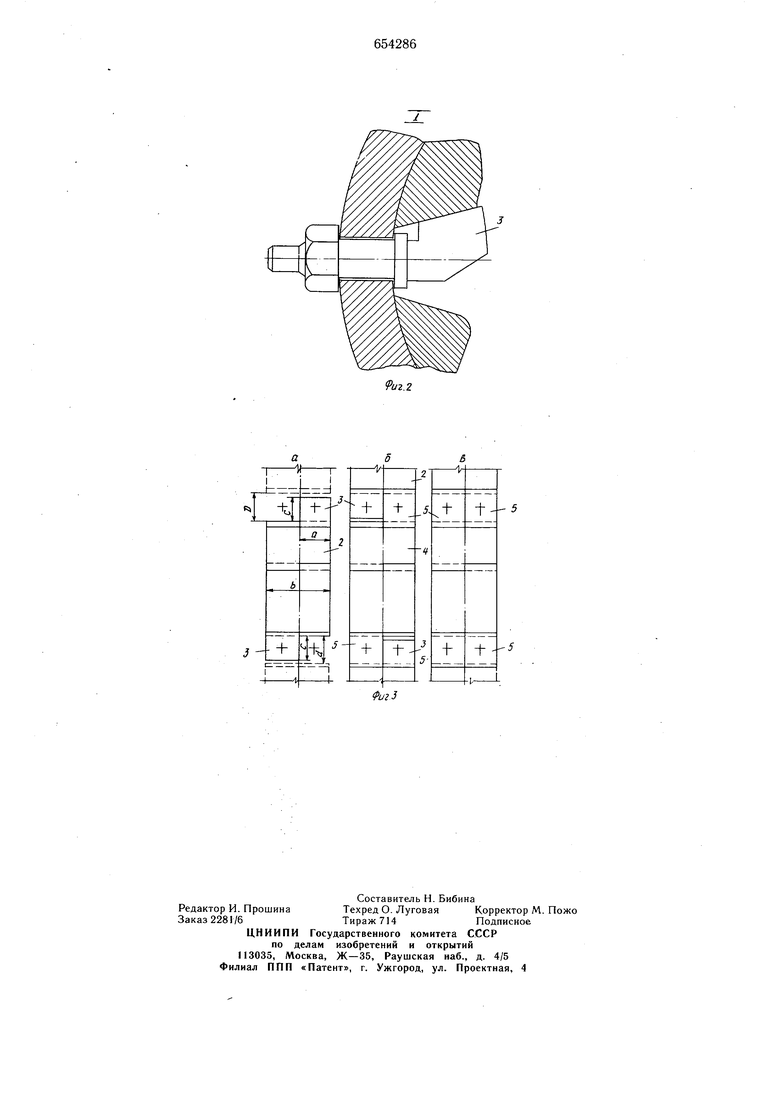
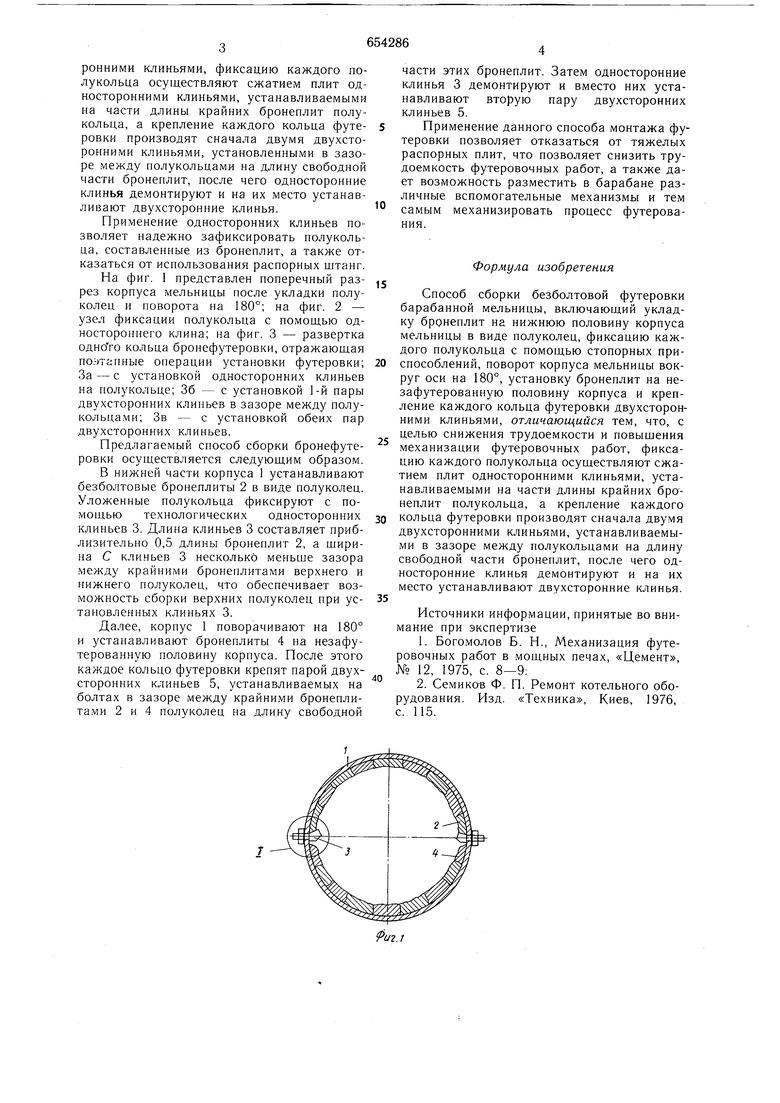
На фиг. I представлен поперечный разрез корпуса мельницы после укладки полуколец и поворота на 180°; на фиг. 2 - узел фиксации полукольца с помощью одностороннего клина; на фиг. 3 - развертка одного кольца бронефутеровки, отражающая по,-)тапные операции установки футеровки; За - с установкой односторонних клиньев на полукольце; 36 - с установкой 1-й пары двухсторонних клиньев в зазоре между полукольца.ми; Зв - с установкой обеих пар двухсторонних клиньев.
Предлагаемый способ сборки бронефутеровки осуществляется следующим образом.
В нижней части корпуса 1 устанавливают безболтовые бронеплиты 2 в виде полуколец. Уложенные полукольца фиксируют с помощью технологических односторонних клиньев 3. Длина клиньев 3 составляет приблизительно 0,5 длины бронеплит 2, а ширина С клиньев 3 несколько меньше зазора между крайними бронеплитами верхнего и нижнего полуколец, что обеспечивает возможность сборки верхних полуколец при установленных клиньях 3.
Далее, корпус 1 поворачивают на 180° и устанавливают бронеплиты 4 на незафутерованную половину корпуса. После этого каждое кольцо футеровки крепят парой двухсторонних клиньев 5, устанавливаемых на болтах в зазоре между крайними бронеплитами 2 и 4 полуколец на длину свободной
части этих бронеплит. Затем односторонние клинья 3 демонтируют и вместо них устанавливают вторую пару двухсторонних клиньев 5.
Применение данного способа монтажа футеровки позволяет отказаться от тяжелых распорных плит, что позволяет снизить трудоемкость футеровочных работ, а также дает возможность разместить в барабане различные вспомогательные механизмы и тем самым механизировать процесс футерования.
Формула изобретения
Способ сборки безболтовой футеровки барабанной мельницы, включающий укладку бронеплит на нижнюю половину корпуса мельницы в виде полуколец, фиксацию каждого полукольца с помощью стопорных приспособлений, поворот корпуса мельницы вокруг оси на 180°, установку бронеплит на незафутерованную половину корпуса и крепление каждого кольца футеровки двухсторонними клиньями, отличающийся тем, что, с целью снижения трудоемкости и повышения механизации футеровочных работ, фиксацию каждого полукольца осуществляют сжатием плит односторонними клиньями, устанавливаемыми на части длины крайних бронеплит полукольца, а крепление каждого
0 кольца футеровки производят сначала двумя двухсторонними клиньями, устанавливаемыми в зазоре между полукольцами на длину свободной части бронеплит, после чего односторонние клинья демонтируют и на их место устанавливают двухсторонние клинья.
Источники информации, принятые во внимание при экспертизе
1.Богомолов Б. Н., Механизация футеровочных работ в мощных печах, «Цемент, № 12, 1975, с. 8-9:
2.Семиков Ф. П. Ремонт котельного оборудования. Изд. «Техника, Киев, 1976, с. 115.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для футеровки трубных мельниц | 1988 |
|
SU1678449A1 |
| Устройство для футерования трубных мельниц | 1985 |
|
SU1287940A1 |
| Устройство для футерования бронеплитамиТРубНыХ МЕльНиц | 1979 |
|
SU799813A1 |
| Устройство для футеровки барабан-НОй МЕльНицы | 1979 |
|
SU845839A1 |
| Способ футеровки броневыми плитамибАРАбАННОй МЕльНицы | 1979 |
|
SU845840A1 |
| Бронефутеровка трубной мельницы | 1977 |
|
SU631203A1 |
| Футеровка барабанной мельницы | 1978 |
|
SU766636A1 |
| СОРТИРУЮЩАЯ БРОНЕФУТЕРОВКА БАРАБАННЫХ МЕЛЬНИЦ (ВАРИАНТЫ) | 2005 |
|
RU2314160C2 |
| Бронефутеровка барабана рудоразмольной мельницы | 1991 |
|
SU1813016A3 |
| Устройство для монтажа бронеплит в барабанной мельнице | 1982 |
|
SU1058606A1 |