1
Изобретение относится к обработке металлов давлением, а именно к способам производства металлорежущего инструмента.
Известен способ изготовления режущих элементов инструментов, включающий операции формовки режущих элементов, термообработки и последующей механической обработки 1.
Недостатком этого способа является высокая трудоемкость и возможность изготавливать такие фрезы в диапазоне только малых модулей 1,5-4 мм.
Кроме того, режущие элементы из твердых сплавов не везде можно использовать по условиям эксплуатации.
Целью изобретения является сокращение трудоемкости и экономия материала.
Для этого по предлагаемому способу в качестве исходной заготовки исиользуют трубу, а формовку режущих элементов осуществляют путем продольной прокатки исходной трубы до получения ирофиля, краткого конечному режущего элементу, после чего полученный кратный профиль разрезают на отдельные элементы под углом к продольной оси.
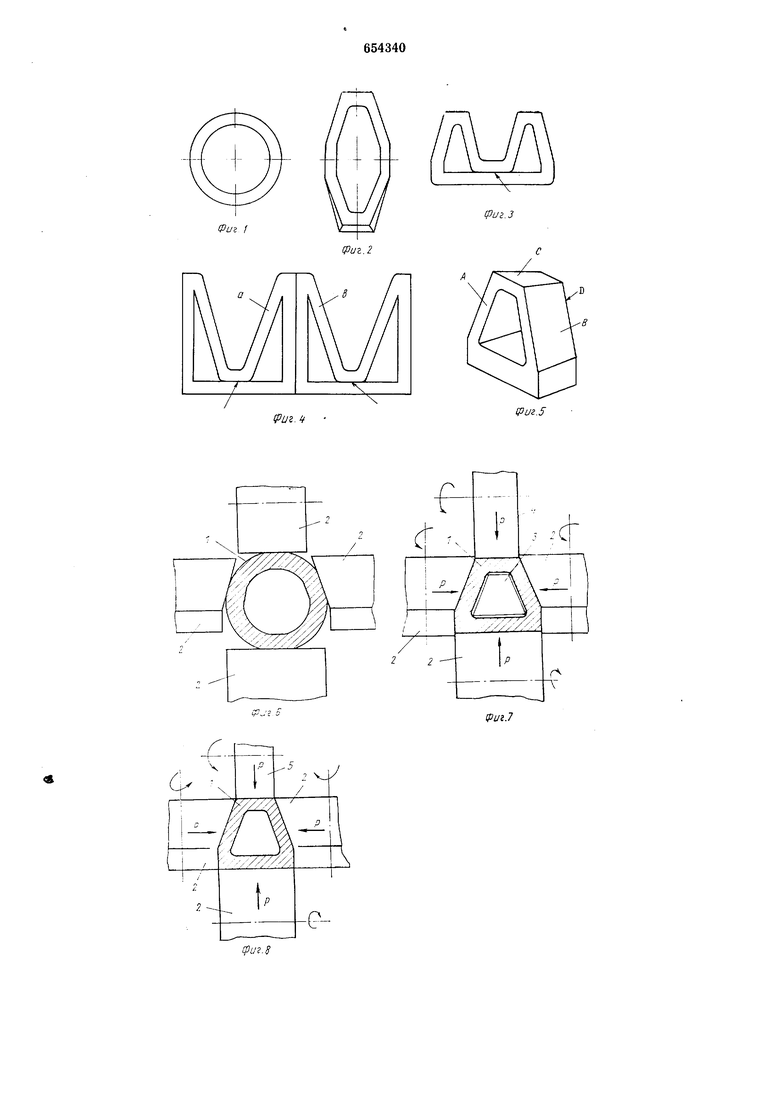
На фиг. 1 показана исходная заготовка- труба из инструментальной стали,вид с торца; на фиг. 2 - режущий элемент
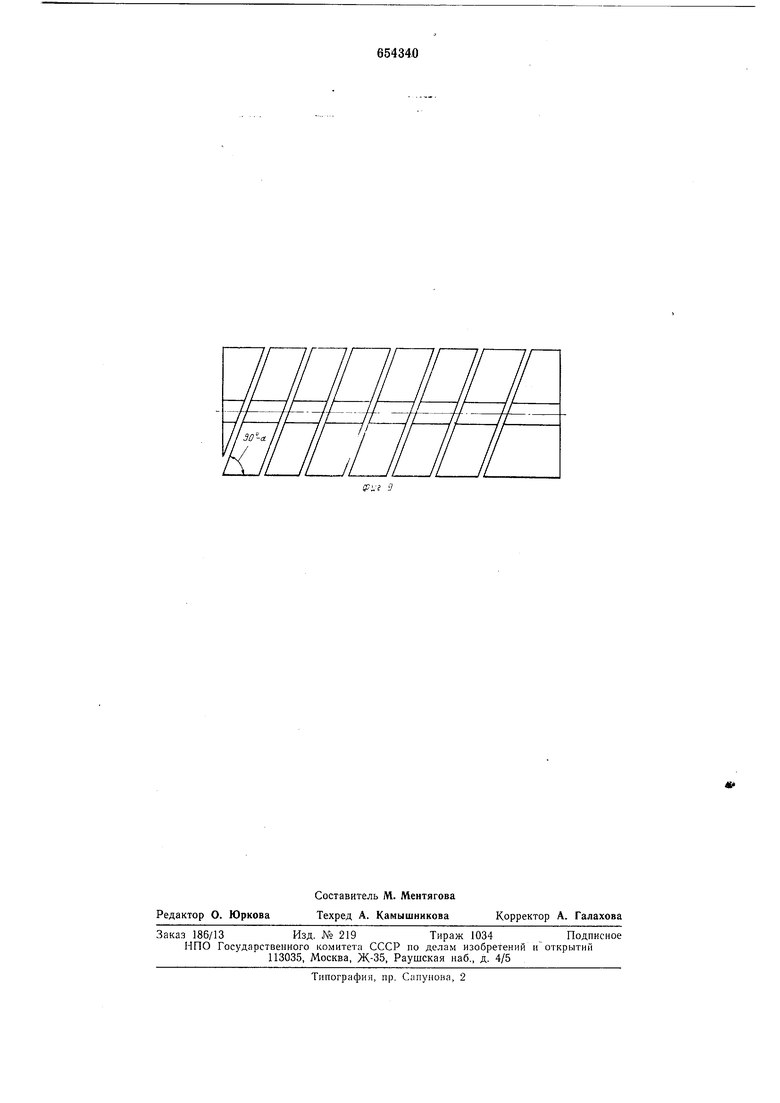
червячной фрезы, для фрез мелкого модуля мм; на фиг. 3 - устройство режущих элементов, для фрез среднего модуля (стрелкой показано место неразъемного соединения); на фиг. 4 - устройство режущих элементов для фрез крупного модуля мм; на фиг. 5 - режущий элемент фрезы перед сборкой; на фиг. 6 - нагретая трубная заготовка, предварительная прокатка; на фиг. 7 - то же, прокатка граней заготовкн с введением в нее оправки; на фиг. 8 - то же, окончательная прокатка; на фиг. 9 - спрофилированная заготовка, места и направления резки;
Режущий зуб рейки на фиг. 4 выделен жирными линиями, состоит из двух частей айв, каждая половина зуба спрофилирована из отдельных труб.
На фиг. 5 показаны передняя грань А, боковая грань В, вершинная задняя грань с и опорная поверхность D режущего элемента фрезы.
На фиг. 6 показана предварительная прокатка нагретой трубной заготовки 1 из инструментальной стали в валках 2.
На фиг. 7 показана прокатка граней заготовки 1 с введенной в нес оправкой 3 с заменой верхнего валка на другой валок 4. Стрелками показаны усилия обжатия п вращения валков.
При дальнейшей прокатке (см. фиг. 8) верхний валок заменяется на валок 5.
Осуществляется технологический .процесс следующим образом.
Трубу из Инструментальной стали нужного диаметра и с расчетной толщиной стенки режут на мерные заготовки, шлифуют ПО наружному диаметру, производят нагрев трубы до температуры более 1000°С, выполняют режущие элементы продольной прокаткой как показано на фиг. 6, 7 и 8с одновременным формированием поверхностей зубьев и впадин на трубе, термообрабатывают заготовку по режимам инструментальных сталей, затем нроизводят окончательную шлифовку зубьев и впадин по профилю и заданным размерам.
Операцию разрезки окончательно обработанной трубы па мерные отдельные режущие элементы выполняют следующим образом.
Заготовку устанавливают под углом а к траектории поступательного движения отрезного абразивного круга (см. фиг. 3) и разрезают (а - величина заднего угла боковых и вершинной граней рел :ущего элемента). Дальнейшую обработку выполняют но стандартной технологии, шлифуют передние грани и опорные плоскости Л и D, размагничивают, моют, производят ХИмикотермическую обработку маркируют и т. д.
После окончательного изготовления режущих элементов их закрепляют в рабочем корпусе фрезы и окончательно профилируют на резьбошлифовальном станке с одновременной затыловкой задних граней В « С. Режущие элементы в корпусе фрезы готовы к работе. Крепление режущих элементов может осуществляться любыми способами.
Пример конкретного выполнения режущего элемента червячной фрезы модуля /п 10 мм.
1.Выбирают трубу 40 мм из стали Р6М5 длиною 40 мм.
2.Торцуют с обеих концов, снимают внутренние фаски 1,5х-45.
4.Нагревают заготовку до г 1000°С.
5.Прокатывают профилированными роликами боковые поверхности впадин зубьев, оставляя нрипуск на сторону 1 мм на дальнейшую обработку.
6.Производят термообработку заготовки
с закалкой до HR с: 62-64.
7.Шлифуют абразивными кругами боковые и вершинные поверхности зубьев с оставлением припуска 0,3-0,5 мм на окончательную обработку.
8.Разрезают заготовку иа отдельные режущие элементы под углом а -5-10° (углы выбираются в зависимости от условий обработки).
9.Устанавливают режущие элементы на плите плоскошлифовального станка и щлифуют передпюю и опорные поверхности Л и D.
10.Закрепляют режупгие элементы в рабочем корпусе.
11.Обрабатывают посадочные места корпуса.
12.Шлифуют режущие элементы по наружному диаметру.
13.Шлифуют по ярофилю зубьев и впадин на резьбошлпфовальном станке.
14.Выполняют затыловку.
15.После заточки, размагничивают и выполнения других известных операций фреза готова к эксплуатации.
Использовапие способа изготовления режущих элементов инструментов, например, для червячной фрезы обеспечивает по сравнению с существующими в промышленпости способами упрощение технологии изготовления режущих элементов инструментов, уменьшение расхода инструментальной стали в 2 и 2,5 раза, повышение производительности труда в 1,5-2 раза и снижение трудоемкости на 30-50%.
Изношенные режушие элементы - зубья могут поворачиваться для ввода новых режущих кромок (см. фиг. 2), а также переставляться из зон интенсивного износа в зоны менее интенсивного износа и наоборот.
Формула изобретения
Способ изготовления режущйх элементов инструментов, включающий операции формовки режущих элементов, термообработки и последующей механической обработки, о т л п ч а ю щ и и с я тем, что, с целью сокращения трудоемкости и экономии материала, в качестве исходной заготовки используют трубу, а формовку режущих элементов осуществляют путе.м продольной прокатки исходной трубы до получения профиля, кратпого конечному режущему элементу, после чего полученный кратный профиль разрезают на отдельные элементы под углом к продольной оси.
Источники информации, принятые во внимание при экспертизе 1. Моисеенко О. И. Новые конструкции и технология изготовления твердосплавных червячных зуборезных фрез. Киев. 1968.
Фиг
сриг.З
Фиг. 2
Vuz.if
риг.5
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления режущего инструмента | 1976 |
|
SU1134270A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СБОРНОЙ ЧЕРВЯЧНОЙ ФРЕЗЫ | 1998 |
|
RU2149744C1 |
| СПОСОБ НАРЕЗАНИЯ ЗУБЧАТЫХ КОРРИГИРОВАННЫХ КОЛЕС | 1990 |
|
RU2051298C1 |
| РАБОЧИЙ ВАЛОК ДЛЯ ИЗГОТОВЛЕНИЯ СЛОЖНЫХ ПЕРИОДИЧЕСКИХ ПРОФИЛЕЙ | 1992 |
|
RU2029650C1 |
| ИГЛОШЕВЕР ДЛЯ ЧЕРВЯЧНЫХ КОЛЕС | 2007 |
|
RU2344025C1 |
| СПОСОБ ИГЛОШЕВИНГОВАНИЯ СПИРОИДНЫХ ЧЕРВЯКОВ | 2008 |
|
RU2377103C1 |
| ИГЛОШЕВЕР ДЛЯ СПИРОИДНОГО ЧЕРВЯКА | 2008 |
|
RU2377104C1 |
| КОМБИНИРОВАННАЯ СБОРНАЯ УПРОЧНЯЮЩАЯ ЧЕРВЯЧНАЯ ФРЕЗА | 2011 |
|
RU2457085C1 |
| СПОСОБ УПРОЧНЯЮЩЕГО ЗУБОФРЕЗЕРОВАНИЯ | 2011 |
|
RU2457928C1 |
| Червячная фреза | 1940 |
|
SU61470A1 |
е(г.
V
Р
22
г
1риг.7
