Изобретение относится к обработке металлов давлением, в частности, к инструменту для изготовления на проволоке сложных периодических профилей.
Известен валок для изготовления сложных периодических профилей, имеющий на поверхности элементы, выполненные в виде канавок с углом при вершине клина равном 110-125о, а боковые поверхности клинообразных канавок выполнены граненными с расположением граней в шахматном порядке (1).
Однако, при изготовлении таких валков за счет сложной механической обработки существенно повышаются производственные затраты. Валки изготавливаются сборными. На отдельные элементы канавок наносятся выступающие грани, а затем канавки собираются клином. Все это требует сложных конструкций для сборки валков в рабочее состояние, дополнительных временных и материальных затрат.
Наиболее близким по технической сущности к предлагаемому изобретению является валок, содержащий ручьи, поверхность которых выполнена тороидальной с центром кривизны, смещенным относительно цилиндрической поверхности валков и рабочие элементы в виде канавок, глубина которых равна сумме величины половины зазора между валками и величины смещения центра кривизны поверхности ручья относительно поверхности валка, ширина канавок равна диаметру заготовки, а глубина ручья равна половине диаметра заготовки, уменьшенной на упомянутую величину смещения центра кривизны ручья (2).
Однако, для формирования канавок в ручьях таких валков используются специальные оснастки и оборудование. Во-первых, для формирования канавок требуются специальной формы пуансоны, обеспечивающие "прошивку" канавок.
Изготовление пуансонов также требует специализированного оборудования и осуществляется по достаточно сложной технологии, включающей, например, механическую обработку основы, рабочей части, совместную закалку и т.д. Стойкость таких пуансонов невелика и для обеспечения производства валков также требуется их массовое производство из дорогостоящих сталей. Во-вторых, для прошивки канавок с помощью пуансонов требуется специализированное оборудование, обеспечивающее последовательный поворот валка на заданный угол после прошивки каждой канавки. Такое оборудование промышленностью не изготавливается. Все это сдерживает массовое производство эффективной продукции, удорожает ее производство.
Технический результат, который будет достигнут данной конструкцией, является снижение затрат на изготовление проволоки периодического профиля за счет существенного снижения объема и упрощения механической обработки, а также повышения эксплуатационной стойкости валков.
Технический результат достигается тем, что в валке, имеющем ручьи с рабочими элементами в виде канавок, в отличии от прототипа канавки соседних ручьев по длине бочки расположены на одной линии и выполнены сквозными.
Данная конструкция рабочей поверхности профилирующих валков определяет технологию ее получения, что и определяет положительный эффект предложенного решения.
Расположение канавок по длине бочки по одной линии (винтовой или по образующей цилиндрической бочки). Технологически и технически просто осуществить, если все канавки выполнять с одного захода сквозной впадиной, например, по принципу выполнения впадин зубчатой поверхности (с наклонным или прямым зубом).
Нарезка канавок по одной линии сквозной впадиной, в отличие от прототипа, не требует дополнительных затрат в части необходимой оснастки (инструмента второго порядка), серийного оборудования, технологических режимов. Сквозные впадины на цилиндрической поверхности могут быть выполнены, например, кольцевой фрезой, червячной фрезой, долбяком, рейкой и т.д. Такой широкий спектр выбора в сочетании с серийным оборудованием, имеющимся в любом инструментальном или механическом цехе любого предприятия, существенно упрощает, а значит, и снижает себестоимость изготовления валков данной конструкции (затраты по времени, материальные затраты и т.д.). Кроме того, сквозные канавки при эксплуатации валков обеспечивают свободный выход отработанных материалов (сгоревшей смазки, остатков окалины и т.д.), которые в прототипе набиваются в замкнутый объем канавки, прессуются и, в конечном итоге, из-за невыполнения геометрии профиля, ручьи выводятся из эксплуатации значительно раньше, чем в предложенном решении. Это также снижает себестоимость изготовления валков, так как уменьшает их количество.
При выполнении канавок на валке пpототипу впадин зубчатой поверхности предполагается выполнение любого продольного профиля поверхности выступов, определяемого боковой линией профиля. Это, как известно, определяется формой профиля режущего инструмента. В свою очередь эта форма определяется технологическими требованиями к продольной геометрии проволоки периодического профиля.
В известных аналогах, обеспечивающих формирование проволоки или прутков периодического сечения, канавки расположены только в ручьях и не связаны между собой.
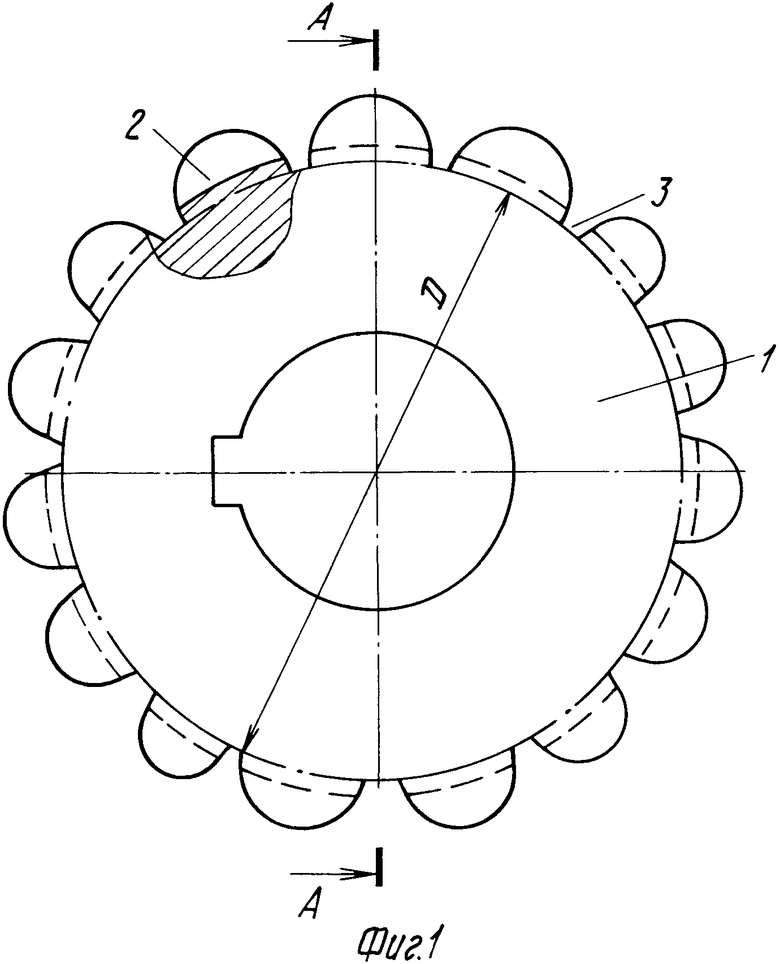
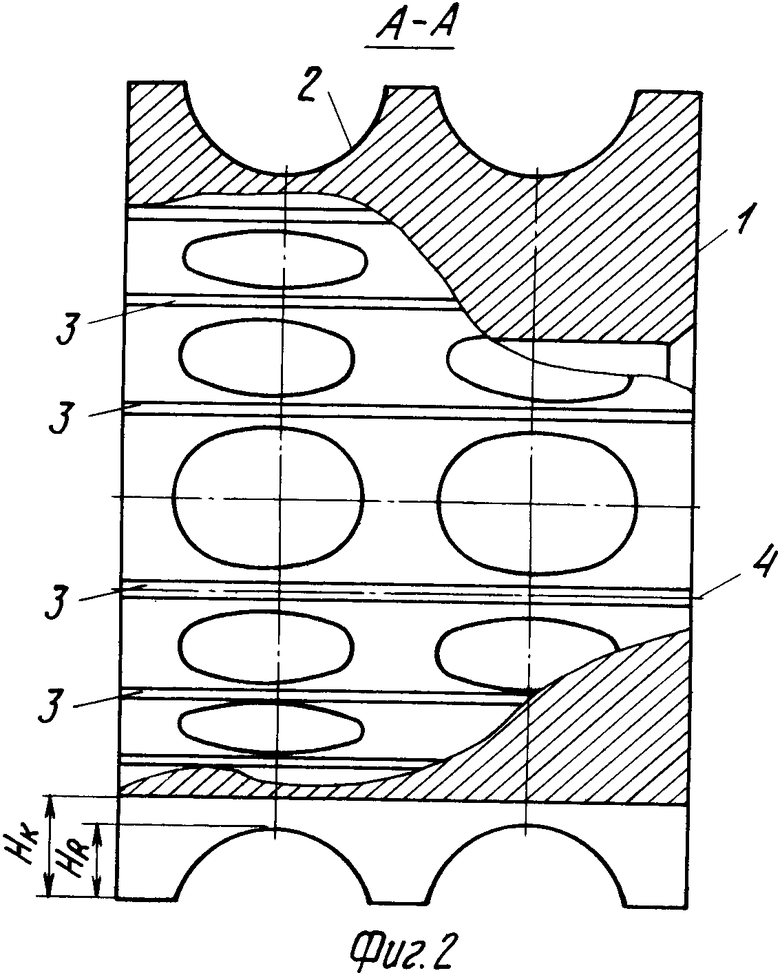
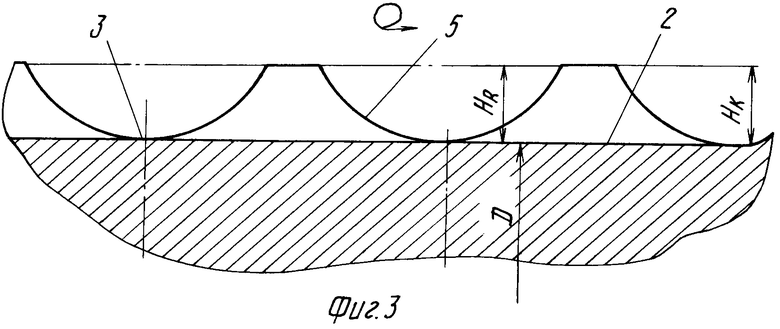
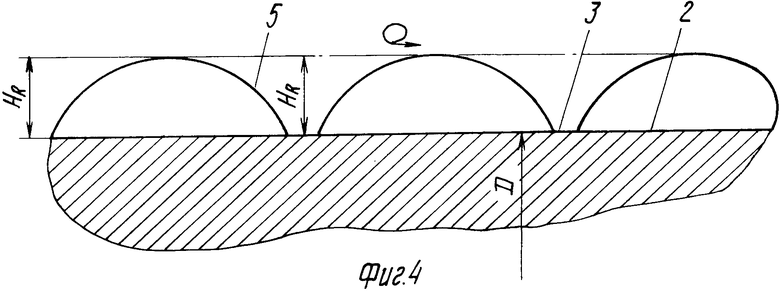
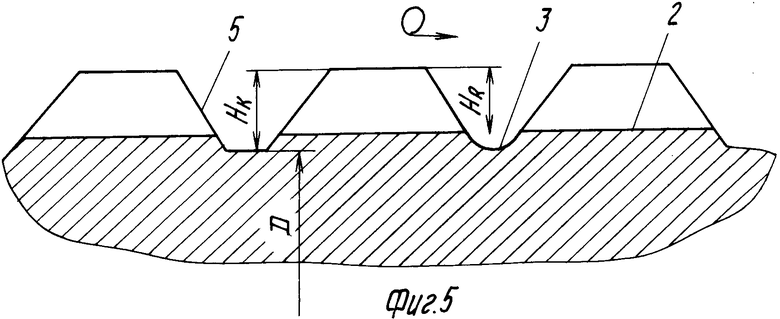
На фиг. 1 представлен общий вид валка; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3-5 - варианты продольного по образующей валка развернутого профиля рабочей поверхности валка.
На валке 1 (см. фиг. 1 и 2) для прокатки или протяжки проволоки или прутков сложных профилей периодического сечения, имеющем ручьи 2 (см. фиг. 1-5), выполнены канавки 3 (см. фиг. 1-5), которые являются сквозными (см. фиг. 1-5) и расположены на одной линии 4 (см. фиг. 2), параллельно оси валка, либо по винтовой линии. Окружность канавок определяется диаметром "Д" (см. фиг. 1, 3-5). Контур профиля 5 (см. фиг. 3-5) канавок 3 может иметь любую форму, например, вогнутую относительно ее дна (см. фиг. 3), выпуклую (см. фиг. 4) и образованную наклонными прямыми линиями (см. фиг. 5). Эта форма определяется продольной формой вмятины на проволоке или прутках. Валок работает следующим образом: рабочий комплект состоит из двух валков 1, расположенных друг над другом. Ручей 2 верхнего и нижнего валков образует калибр, в котором деформируется проволока или прутки, например, круглого сечения. В зоне канавок 3 металл не деформируется, образуя на проволоке выступы. Остальная часть валков является деформирующей и формирует на проволоке вмятины, поперечное сечение которых определяется формой контура ручья 2, а продольное - контуром продольного профиля 5 канавок 3. Многократное повторение по длине проволоки указанных условий деформирования, что определяется конструкцией валка, создает на проволоке профиль периодического сечения. Чтобы обеспечивалась непрерывная линия 4 канавок 3, необходимо обеспечить условия (см. фиг. 2, 3-5)
Нк ≥ НR, где Нк - глубина канавки;
НR - глубина ручья.
При изготовлении валков по данному решению в условиях Магнитогорского метизно-металлургического завода, для нарезки канавок были использованы червячные фрезы. Канавки валка прототипа изготавливались с помощью пуансонов специальной формы и профиля на специально используемом для этой цели прошивном станке. Сравнение калькуляций, составленных на операции изготовления канавок в ручьях одинаковой формы при прочих равных условиях, показало, что себестоимость этой операции для предлагаемого решения была на 23% ниже, чем у прототипа.
При изготовлении опытных партий проволоки при равных технологических режимах и условий, обеспечивающих технологический процесс, для предлагаемого решения стойкость валков за счет открытой формы канавок увеличилась в среднем в 2,3 раза. Эксплуатационные свойства проволоки при этом были одинаковыми.
При этом расчеты показали, что в пересчете на себестоимость проволоки для случая использования валков предложенной конструкции, она может быть понижена в среднем на 15% по сравнению с использованием конструкции прототипа.
| название | год | авторы | номер документа |
|---|---|---|---|
| Валок для изготовления проволоки периодического профиля | 1992 |
|
SU1819180A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОЙ ПРОВОЛОКИ | 1992 |
|
RU2008109C1 |
| Валок для изготовления сложных периодических профилей | 1989 |
|
SU1712051A1 |
| Валки для изготовления сложных периодических профилей | 1981 |
|
SU965583A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НАРУЖНЫХ КОЛЕЦ ШАРИКОПОДШИПНИКОВ | 1993 |
|
RU2036744C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АРМАТУРНОЙ СТАЛИ | 2005 |
|
RU2288061C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КАНАТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2245407C1 |
| СПОСОБ ОБРАБОТКИ РУЧЬЕВ И КАНАВОК НА ВАЛКАХ ИЛИ ШАЙБАХ | 1993 |
|
RU2121908C1 |
| ВАЛОК ПРОФИЛЕГИБОЧНОГО СТАНА | 2003 |
|
RU2254952C1 |
| ВАЛОК ПРОФИЛЕГИБОЧНОГО СТАНА | 2000 |
|
RU2187396C2 |
Использование: изобретение относится к обработке металлов давлением, в частности к инструменту для изготовления периодических профилей. Сущность: на валке выполнены ручьи и канавки, которые являются сквозными и расположены на одной линии, либо параллельно оси валка, либо по винтовой линии. Данная конструкция валка обеспечивает снижение затрат на изготовление проволоки, повышение его эксплуатационной стойкости. 5 ил.
РАБОЧИЙ ВАЛОК ДЛЯ ИЗГОТОВЛЕНИЯ СЛОЖНЫХ ПЕРИОДИЧЕСКИХ ПРОФИЛЕЙ, имеющий ручьи с рабочими элементами в виде канавок, отличающийся тем, что канавки соседних ручьев по длине бочки расположены на одной линии и выполнены сквозными.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Валки для изготовления сложных периодических профилей | 1981 |
|
SU965583A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
