1
Изобретение относится к области автоматического управления реверсивными станами холодной прокатки, а именно к устройствам для управления скоростью реверсивного стана холодной прокатки.
Известен задатчик эталона скорости, выполненный в виде последовательно соединенных и охваченных общей отрицательной обратной связью блока регулируемого ограничения и интегратора. Величина эталона ускорения (замедления) стана в таких задатчиках постоянна и определяется уровнем ограничения выходного сигнала блока ограничения 1.
Недостатком этого задатчика является невысокая точность поддержания постоянства натяжения.
Наиболее близким к изобретению по технической сущности и достигаемому результату является устройство, содержгицее регулятор скорости прокатки, регуляторы натяжения полосы на моталках, датчик натяжения. Задатчик скорости прокатки осуществляет регу-. лирование соотношения скоростей приводов кисти и мoтaлok натяжения 2, Однако применение такого устройства для станов с широким диапазоном
регулирования натяжения полосы не обеспечивает точной синхронизации приводов клети и моталок в переходных режимах при прокатке тонкой полосы.
Целью изобретения является увеличение точности поддержания натяжения полосы в переходных режимах работы стана при прокатке тонких полос с сохранением высокой производительности
стана при прокатке толстых полос.
При этом используются выходные сигналы задатчиков натяжения полосы левой и правой моталок. Эти сигналы тем меньше, чем меньше толщина прокатывье-мой полосы.
Поставленная цель достигается тем, что устройство дополнительно содержит блок формирования уровня ускорения (замедления), стана, который позволяет
быстро ускорять или замедлять стан при больших уставках натяжения при прокатке толстых полос и автоматически уменьшать темп ускорения или замедления стана при прокатке
полос в функции, наименьшей из двухуставок натяжения. Этот блок содержит три нелинейных усилителя с ограничением .уровня выходного сигнала, диодный селектор и источник смещения,
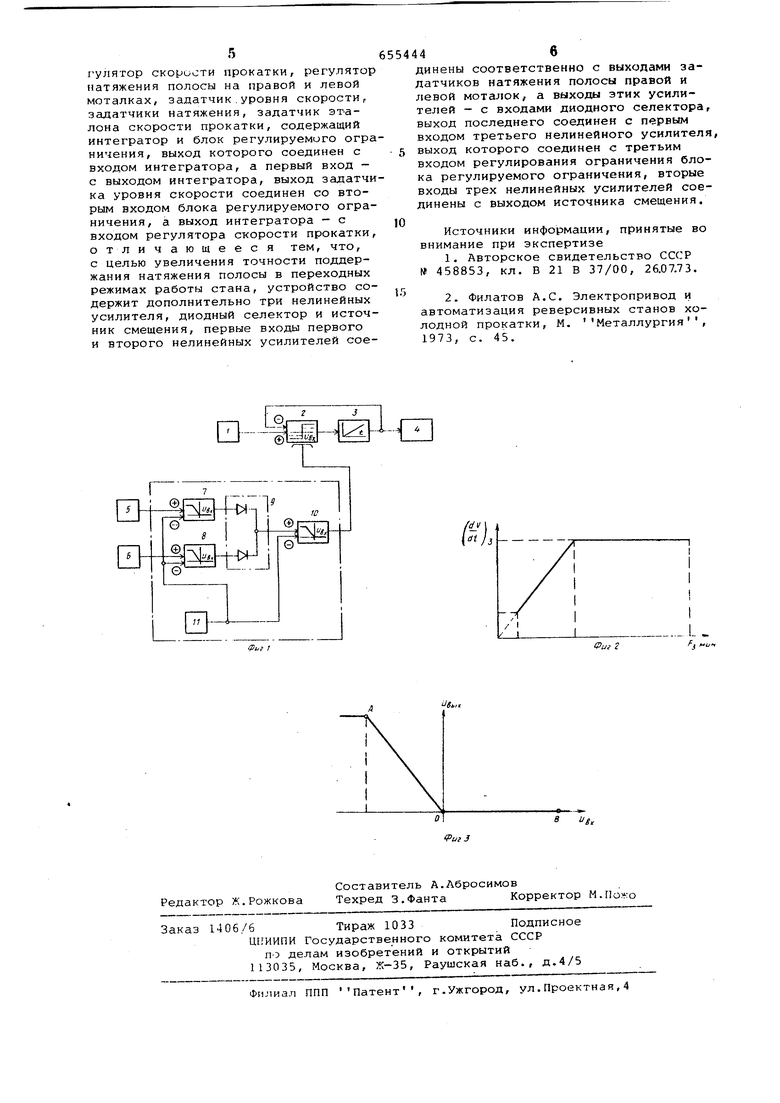
первые входы первого и второго нелинейных усилителей соединены соответственно с выходами задатчиков натяжения полосы правой и левой моталок, а выходы этих усилителей - с входами диодного селектора, выход последнего соединен с первым входом третьего )нелинейного усилителя, выход которог соединен с третьим входом регулирова ния ограничения блока регулируемого ограничения, вторые входы трех нелинейных усилителей соединены с выходом источника смещения так, что сигналы смещения направлены встречно основным входным сигналам. На фиг. 1 представлена блок-схема предлагаемого устройства; на фиг.2 примерная форма зависимости эта:лона ускорения (замедления) стана {dv/dt) от минимальной из двух уставок натяжения Fj, ; на фиг. 3 - форма характеристики вход-выход нелинейных усилителей блока формирования уровня ускорения (замедления) стана. Устройство содержит задатчик 1 уровня скорости (фиг. 1), задатчик эталона скорости, выполненный в виде последовательно соединенных и охваченных общей отрицательной обратной связью блока 2 регулируемого ограничения и интегратора 3, регулятор 4 скорости прокатки, задатчики 5 и б натяжения полосы соответственно правой и левой моталок, нелинейные усилители 7 и 8 с ограничением уровня выходного сигнала, диодный селектор нелинейный усилитель 10 с ограничением уровня выходного сигнала и исто ник 11 смещения. Выход задатчика 1 уровня скорости соединен с входом блока 2 регулируемого ограничения, а выход интегратора 3 - с входом регулятора 4 скорости прокатки. Выходы задатчиков 5 и б натяжения полосы соединены с вхо дами нелинейных усилителей 7 и 8, выходы которых соединены с входами диодного селектора 9. Выход диодного селектора 9 соединен с входом нелинейного усилителя 10,выход которого соединен с входом регулирования огра ничения блока 2 ограничения. Кроме того, для установки начальных рабоч точек на входы нелинейных усилителей 7, 8 и 10 поданы от источника 1 смещения сигналы смещения, направле ные встречно основным входным сигна лам. Устройство работает следующим об разомо Начальная рабочая точка нелинейных усилителей 7, 8 и 10 устанавливается при помощи сигналов смещения около точки А (фиг. 3). При больших уставках натяжения полосы на правой и левой моталках под действием сигналов от задатчико натяжения рабочие точки усилителей и 8 устанавливаются около точки В. Напряжения на выходах усилителей 7 4 8 при этом мало отличаются от нуЛя, апряжение на выходе усилителя 10 больше, уровень ограничения, блока 2 также большой, что позволяет разгонять или замедлять стан в высоком темпе. При уменьшении любой из уставок натяжения, например от задатчика 5, ниже заранее выбранного уровня рабочая точка соответствующего усилитея 7 переходит на участок характеристики ОА. Напряжение на выходе усилителя 7 при этом становится отличным от нуля, проходит через диодный селектор 9 и уменьшает напряжение на выходе усилителя 10, уменьшая тем самым темп ускорения или замедления стана. В случае, если обе установки натяжения меньше заранее выбранного уровня, рабочие точки обоих усилителей 7 и 8 будут находиться на участке ОА. При этом меньшей уставке натяжения будет соответствовать напряжение выхода соответствующего усилителя. Диодный селектор 9 пропускает на вход усилителя 10 большее из выходных напряжений усилителей 7 и 8, уменьшая тем самым темп ускорения (замедления) стана пропорционально меньшей из уставок натяжения. Предлагаемое устройство позволяет при прокатке толстой полосы изменять скорость стана с достаточно высоким темпом ускорения (замедления), а при прокатке тонкой полосы yMeHbluaTb темп ускорения (замедления) стана пропорционально меньшей из уставок натяжения полосы. Так как при прокатке толстой полосы время работы стана в переходных режимах составляет существенную часть времени прохода, ускорение и замедление стана в высоком темпе позволяет заметно повысить производительность его. При прокатке тонкой полосы уменьшение темпа ускорения (замедления) стана позволяет повысить точность поддержания натяжения полосы в переходных режимах работы стана и тем самым улучшить качество готовой продукции, а также сократить количество полосы. Снижение темпа ускорения (замедления) уменьшает производительность стана, однако при прокатке тонкой полосы это уменьшение производительности незначительно, так как в этом «глучае время работы стана в переходных режимах мало по сравнению) с временем прокатки рулона. Формула изобретения Устройство для автоматического управления скоростью реверсивного стана холодной прокатки, содержащее ре
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство автоматического управления скоростью агрегата для обработки рулонных материалов | 1976 |
|
SU601061A1 |
| БИБЛИОТЕКА jМ. Л. Прудков | 1972 |
|
SU338980A1 |
| Устройство управления многоклетевым непрерывным станом | 1987 |
|
SU1475749A1 |
| Регулятор температуры полосы на выходе стана горячей прокатки | 1977 |
|
SU716659A1 |
| Устройство для регулирования натяжения полосы на моталке листопрокатного стана | 1982 |
|
SU1041188A1 |
| УСТРОЙСТВО для РЕГУЛИРОВАНИЯ НАТЯЖЕНИЯ ПОЛОСЫ МЕЖДУ КЛЕТЯМИ НЕПРЕРЫВНОГО СТАНА ХОЛОДНОЙПРОКАТКИ | 1972 |
|
SU344909A1 |
| Устройство для регулирования температуры полосы в процессе прокатки | 1981 |
|
SU986531A1 |
| Регулятор температуры полосы на выходе стана горячей прокатки | 1976 |
|
SU656682A1 |
| Устройство для автоматического замедления и точного останова реверсивного стана холодной прокатки | 1976 |
|
SU713629A1 |
| Устройство для регулирования натяжения полосы между клетями непрерывного стана холодной прокатки | 1973 |
|
SU447193A1 |
