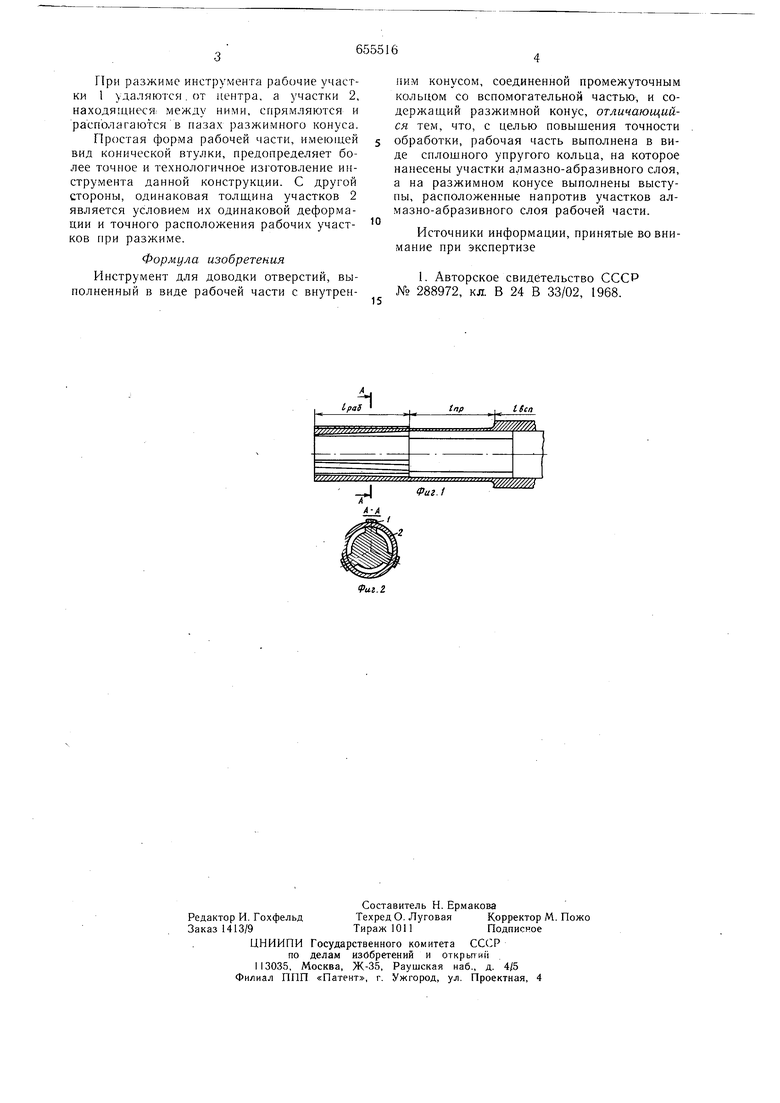
Изобретение относится к алмазно-абразивной обработке прецизионных деталей машин и, в частности, может быть использовано при обработке отверстий повышенной точности в деталях гидравлической аппаратуры. Известны инструменты для доводки отверстий, выполненные в виде рабочей части с внутренним конусом, соединенной промежуточным кольцом со вспомогательной частью, и содержащие разжимной конус 1. На рабочей части этих притиров выполнены прорези, что обуславливает неправильную форму притира при разжиме, в результате чего точность обработки низкая. Целью изобретения является создание конструкции инструмента, позволяющего производить обработку отверстий повыщенной точности. Это достигается тем, что рабочая часть выполнена в виде сплошного и упругого кольца, на которое нанесены участки алмазно-абразивного слоя, на разжимном конусе выполнены выступы, расположенные напротив участков алмазно-абразивного слоя рабочей части. На фиг. 1 показан предлагаемый инструмент, разрез; на фиг. 2 - разрез А-А фиг. 1 Рабочая часть инструмента, длина которой обозначена tpo5 - выполнена в виде конической втулки с пониженной жесткостью и сплошной - без гофр и пазов. На определенных участках ее имеется алмазно-абразивный слой. Рабочая часть при помощи промежуточного кольца (Епр), также имеющего пониженную жесткость, соединена с вспомогательной частью (1 ). Разжимной конус выполнен в виде жесткого тела, ориентируемого во вспомогательной части инструмента и направляющего его рабочую часть. На разжимном конусе при помощи продольных пазов образованы выступы, входящие в контакт с теми участками рабочей части, на наружную поверхность которых нанесен алмазно-абразивный слой. Благодаря такой конструкции инструмента рабочие участки прижимаются к обрабатываемой поверхности выступами разжимного конуса, а участки, расположенные между рабочими, находятся в свободном состоянии и имеют возможность деформирования -при разжиме инструмента.
При разжиме инструмента рабочие участки 1 удаляются. от центра, а участки 2, находящиеся, между ними, спрямляются и располагаются в пазах разжимного конуса.
Простая форма рабочей части, имеющей вид конической втулки, предопределяет более точное и технологичное изготовление инструмента данной конструкции. С другой стороны, одинаковая толщина участков 2 является условием их одинаковой деформации и точного расположения рабочих участков при разжиме.
Формула изобретения Инструмент для доводки отверстий, выполненный в виде рабочей части с внутренНИМ конусом, соединенной промежуточным кольцом со вспомогательной частью, и содержащий разжимной конус, отличающийся тем, что, с целью повыщения точности обработки, рабочая часть выполнена в виде сплошного упругого кольца, на которое нанесены участки алмазно-абразивного слоя, а на разжимном конусе выполнены выступы, расположенные напротив участков алмазно-абразивного слоя рабочей части.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 288972, кл В 24 В 33/02, 1968.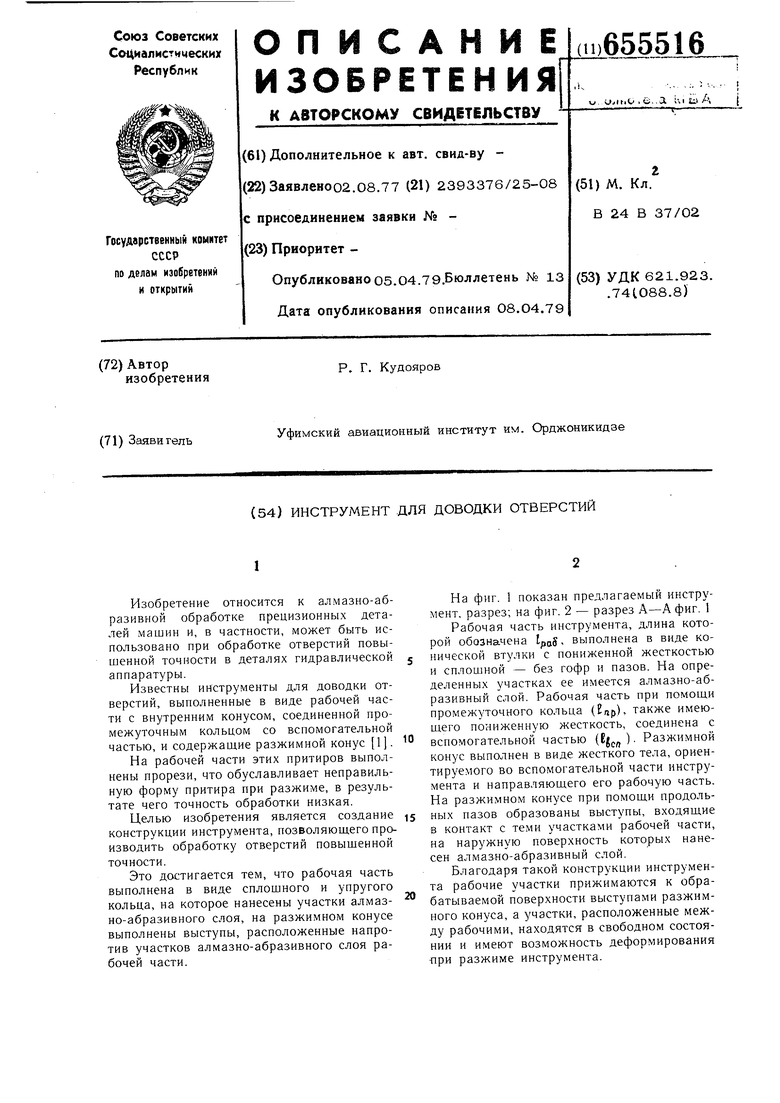
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для доводки отверстий | 1980 |
|
SU897485A1 |
| Разжимной инструмент для доводки отверстий | 1983 |
|
SU1126420A1 |
| Притир для доводки отверстий | 1987 |
|
SU1606314A1 |
| СПОСОБ ПРАВКИ ПРИТИРОВ НА ДВУХДИСКОВЫХ ДОВОДОЧНЫХ СТАНКАХ | 2001 |
|
RU2202462C2 |
| ХОНИНГОВАЛЬНАЯ ГОЛОВКА | 1998 |
|
RU2146594C1 |
| Притир для обработки отверстий | 1980 |
|
SU944892A1 |
| Инструмент для абразивной обработки поверхностей вращения | 1983 |
|
SU1138299A1 |
| Притир | 1976 |
|
SU602358A2 |
| Хонинговальная головка | 1982 |
|
SU1028485A1 |
| Электрод-инструмент для абразивного электрохимического хонингования глухих отверстий | 1972 |
|
SU437598A1 |
Кса
