Предметом изобретения является устройство для электрической приварки тонких выводов к электродам электровакуумвых приборов, отличающееся нростотой и большой производительностью.
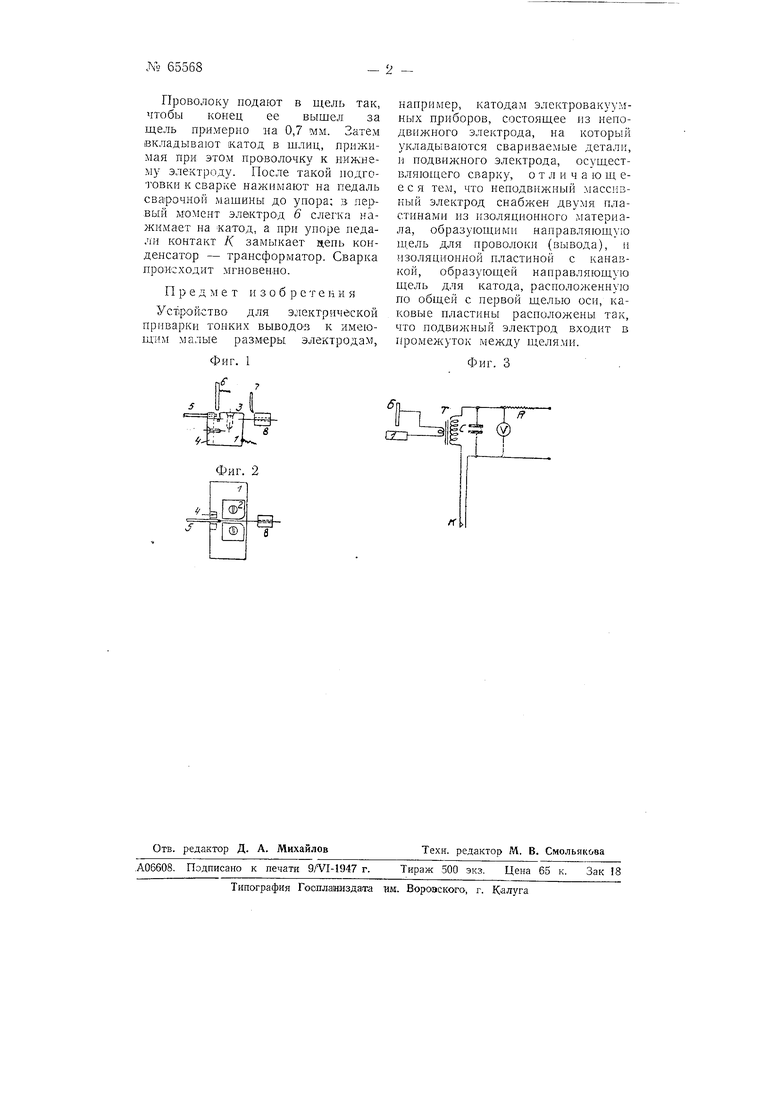
На фиг. 1 и 2 чертежа изображены схематически в двух проекциях основные части уст|ройства, а на фиг. 3 - электрическая схема.
На фигурах цифры и буквы обозначают: 1 - нижний электрод из красной меди (или другого подходящего материала), к которому прикреплены направляющие щели и подведен один конец вторичной обмотки сварочного трансформатора; 2 и 3 - пластинки из изоляционного материала (фибра, пертинакс и пр.), образующие направляющую щель для проволоки; 4-пластинка из изоляционного материала со щлицом, который служит направляющей щелью, например, для катода 5; 6-верхний электрод (пластинка) из Красной Мвди, к которому подводят второй конец вторичной обмотки трансформатора; 7 - нож полуавтомата для обрезания приваренного вывода; 8 - направляющее сопло того же полуавтомата; Т -
сварочный трансформатор, понижающий напряжение со 120 до 3 в, питаемый разрядом конденсатора; К - контакт, который замыкается при производстве сварки; С-конденсатор, емкость которого порядка 12,4,/; у - вольтметр, являющийся наглядным индикатором нормальной работы схемы (в момент сварки его стрелка падает до нуля, а. затем она показывает скорость нарастания напряжения и полное напряжение на конденсаторе); R - сопротивление, через которое заряжается конденсатор. Его величину подбирают таким образом, чтобы заряд происходил около двух секунд.
Это же сопротивление предо.храняет сеть или выпрямитель от короткого замыкания во время сварки, так как сопротивление трансформатора постоянному току мало. Напряжение на конденсаторе порядка 350 в. Верхний электрод 6 прикреплен к плечу обычного свчрочного аппарата, а контакт К расположен около нижней части педали с тем, чтобы движением педали можно было быстро замыкать его.
Последовательность работы при применении данного устройства следующая.
Проволоку подают в щель так, чтобы конец ее вышел за щель примерно на 0,7 мм. Затем вкладывают катод в шлиц, прижимая при этом проволочку к нижнему электроду. После такой подготовки к сварке нажимают на педаль сварочной машины до упора; з. первый момент электрод 6 слегка нажимает на «атод, а при упоре педали контакт /С замыкает депь конденсатор - трансформатор. Сварка происходит мгновенно.
Пред м е т и з о б р е т е я и я
Уст)рой.ство для электрической приварки тонких выводо-в к имеющим малые размеры электродам,
Фиг. 1
например, катодам электровакуумных приборов, состоящее из неподвижного электрода, на который укладываются свариваемые детали, и подвижного электрода, осуществляюгцего сварку, о т л и чающееся тем, что неподвижный массивный электрод снабжен двумя пластинами из изоляционного материала, образующими направляющую щель для проволоки (вывода), и изоляционной пластиной с канавкой, образующей направляющую щель для катода, расположенпую по общей с первой щелью оси, каковые пластины расположены так, что подвижный электрод входит в промежуток между щелями.
Фиг. 3
| название | год | авторы | номер документа |
|---|---|---|---|
| Фотоэлемент с вторично-электронным усилением | 1939 |
|
SU64415A1 |
| Двухэлектродное устройство,преимущественно для дуговой конденсаторной сварки | 1976 |
|
SU662295A1 |
| Устройство для подачи сварочной проволоки | 1989 |
|
SU1720825A1 |
| Устройство для вторично-электронного усиления | 1939 |
|
SU58957A1 |
| Сварочный полуавтомат | 1990 |
|
SU1754362A1 |
| Полуавтомат для сварки в среде защитного газа | 1991 |
|
SU1814601A3 |
| Способ изготовления сурьмяных и других штабиков | 1939 |
|
SU64718A1 |
| УНИВЕРСАЛЬНЫЙ ПОЛУАВТОМАТ ДЛЯ ТОЧЕЧНОЙ СВАРКИ КОНТАКТОВ | 1966 |
|
SU181758A1 |
| Устройство для дуговой сварки с короткими замыканиями дугового промежутка | 1987 |
|
SU1489940A2 |
| Устройство для электрической сварки | 1934 |
|
SU41608A1 |
