напряже- - сва3 -14
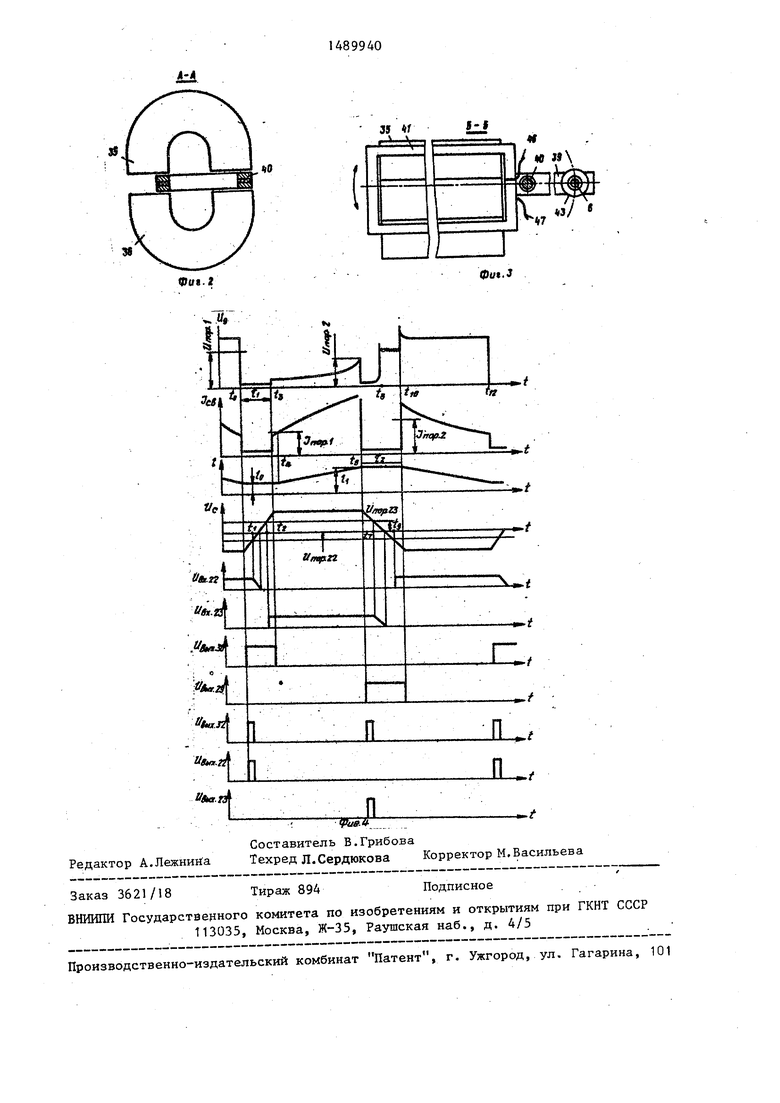
На фиг.4 обозначены: 11д ние на дуговом промежутке; 1 рочный ток; 1 - длина перемычки жидкого металла или другогб промежутка между сварочной проволокой и свариваемой конструкцией; U - напряжение на коммутирующем конденсаторе; UBJJ управляющее напряжение на входе блока 22 защиты; UBX-Z управляющее напряжение на входе блока 23 защиты} выхзо напряжение на выходе одновиб
ратора 30; U,
- напряжение на выходе одновибратора, 29; Ugj,|y - напряжение на выходах блока 22 защиты; . Uebtx-j напряжение на выходах блока 23 защиты.
Устройство для дуговой сварки с короткими замыканиями содержит сва
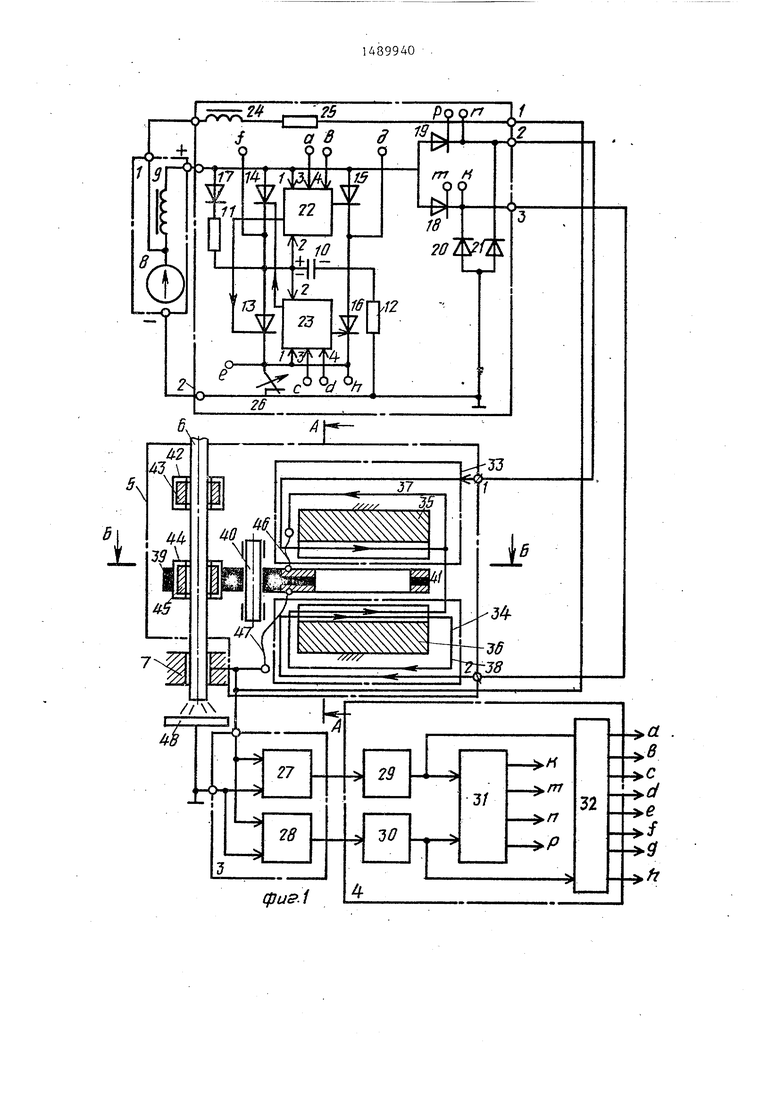
рочньй выпрямитель 1, блок 2 коммута- ции тока, датчик 3 контроля состояния перемычки жидкого металла, блок 4 управления тиристорами, блок 5 регулирования перемещения сварочной проволоки 6 и токоподводящий наконечник 7. Сварочный выпрямитель 1 - содержит источник 8 напряжения и сварочный дроссель 9. BijoK 2 содержит коммутирующий конденсатор 10, резисторы 11 и 12, коммутирующие тиристоры 13-16, соеди- ненные по мостовой схеме, развязывающий диод 17, силовые тиристоры 18 и 19, диоды 20 и 21, блоки 22 и 23 защиты, индуктивность 24, резистор 25 и автомат 26 защиты.
Датчик 3 контроля состояния пере- мычки жидкого металла состоит из по- ,роговых элементов 27 и 28. : Блок 4 состоит из одновибраторов
и формирователей 21 и 32 им- 40
29 и 30
пульсов.,
Блок 5 содержит расположенные в корпусе (не показан) электромагниты ;33 и 34, каждьш из которых соответст- венно состоит из магнитопроводов 35 . дд и 36, обмоток 37 и 38, рычаг 39 с осью 40, дополнительную обмотку 41, кассету 42 с пластинами 43 из твердосплавного материала, дополнительную кассету 44 с пластинами 45 из твердо- сплавного материала и гибкие токопод- одящие шины 46 ii 47.;
, Первый выход { плюсовой зажим исг точника 8 напряжения) сварочного вы Вторые входы блоков 22 и 23 подключены к одному из обкладок конденсатора 10, катоду тиристора 14, аноду тиристора 13 и через резистор 11 к катоду диода 17. Другая обкладка конденсатора 10 соединена с другим выводом резистора 12, катодом тиристора 15 и анодом тиристора 16. .Первый выход блока 22 подключен к управляющему электроду тиристора 13, а второй выход - к управляющему электроду тиристора 15. Первый выход блока 23 подключен к управляющему электроду тиристора 14, а второй выход - к,управляющему электроду тиристора 16. Третий и четвертый входы блока 22 соединены соответственно с выходами а и b формирователя 32 импульсов. Третий и четвертый входы,блока 23 соединены соответственно с выходами с и d формирователя 32 импульсов.
Катоды тиристоров 13, 14, 15 и 16 подключены соответственно к выходам е, f, g, h формирователя 32 импульсов. Катод и управляющий электрод тиристора 18 подключены соответственно k выходам k и m формирователя 31 импульсов Катод и управляющий электрод тиристора-19 подключены соответственно к выходам пир формирователя 31 импульсов.
Катод тиристора 19 является вторым выходом блока 2, соединенным с первым
прямителя 1 подключен к первому входу входом блока 5, к которому подключен
блока 2,.к которому подсоединен через индуктивность 24 один из выводов резистора 25, другой вывод которого является первым выходом блока 2 и пододин конец обмотки 37 электромагнита 33. Катод тиристора 18 подключен к . третьему выходу блока 2, соединенному с вторым входом блока 5, к которому
0
5
0
0
5
0
д
ключен к токоподводящему наконечнику 7 сварочной головки (не показана).
Второй выход (вывод сварочного дросселя 9) сварочного выпрямителя 1 подключен к второму входу блока 2, к которому подсоединены первый вход 6JioKa 22, аноды диода 17, коммутирующих тиристоров 14 и 15 и силовых тиристоров 18 и 19.
Третий выход (минусовой зажим источника 8 напряжения) сварочного выпрямителя 1 подключен к одному из входов датчика 3, свариваемой конструкции 48 и третьему входу блока 2, к которому подсоединены аноды диодов 20 и 21, один из выводов резистора 12, а также через автомат 26 защиты первый вход блока 23 и катоды коммутирующих тиристоров 13 и 16.
Вторые входы блоков 22 и 23 подключены к одному из обкладок конденсатора 10, катоду тиристора 14, аноду тиристора 13 и через резистор 11 к катоду диода 17. Другая обкладка конденсатора 10 соединена с другим выводом резистора 12, катодом тиристора 15 и анодом тиристора 16. .Первый выход блока 22 подключен к управляющему электроду тиристора 13, а второй выход - к управляющему электроду тиристора 15. Первый выход блока 23 подключен к управляющему электроду тиристора 14, а второй выход - к,управляющему электроду тиристора 16. Третий и четвертый входы блока 22 соединены соответственно с выходами а и b формирователя 32 импульсов. Третий и четвертый входы,блока 23 соединены соответственно с выходами с и d формирователя 32 импульсов.
Катоды тиристоров 13, 14, 15 и 16 подключены соответственно к выходам е, f, g, h формирователя 32 импульсов. Катод и управляющий электрод тиристора 18 подключены соответственно k выходам k и m формирователя 31 импульсов Катод и управляющий электрод тиристора-19 подключены соответствен. но к выходам пир формирователя 31 импульсов.
Катод тиристора 19 является вторым выходом блока 2, соединенным с первым
входом блока 5, к которому подключен
один конец обмотки 37 электромагнита 33. Катод тиристора 18 подключен к . третьему выходу блока 2, соединенному с вторым входом блока 5, к которому
Q
подключен один конец обмотки 38 элект- тродуговой сварки с короткими замыка- ромагнита 34.ниями дугового промежутка, который
Один конец обмотки 41 подключен - через шину 47 к токоподводящему наконечнику 7, а другой конец - к общей точке обмоток 37 и 38.
сопровозкдается систематическими чере- дованияг-от периодов горения дуги, когда происходит плавление сварочной проволоки 6 и формирование капли жидкого металла, и периодов коротких замыканий, когда образуется перемычка
Обмотка 41 расположена на длинном плече рычага 39, выполненного с возсопровозкдается систематическими чере- дованияг-от периодов горения дуги, когда происходит плавление сварочной проволоки 6 и формирование капли жидкого металла, и периодов коротких замыканий, когда образуется перемычка
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для дуговой сварки с короткими замыканиями дугового промежутка | 1982 |
|
SU1061951A1 |
| Устройство для дуговой сварки с короткими замыканиями дугового промежутка | 1982 |
|
SU1073028A1 |
| Устройство для точечной электродуговой сварки плавящимся электродом | 1989 |
|
SU1632676A1 |
| Устройство для дуговой сварки с короткими замыканиями | 1980 |
|
SU919819A2 |
| Устройство для дуговой сварки с короткими замыканиями дугового промежутка | 1978 |
|
SU791487A1 |
| Устройство для дуговой сварки с короткими замыканиями дугового промежутка | 1981 |
|
SU988486A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ С УПРАВЛЯЕМЫМ ПЕРЕНОСОМ ЭЛЕКТРОДНОГО МЕТАЛЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2359796C1 |
| ОДНОФАЗНЫЙ ВЫПРЯМИТЕЛЬ ДЛЯ ДУГОВОЙ СВАРКИ | 2010 |
|
RU2441734C1 |
| Устройство для дуговой сварки переменным током | 1982 |
|
SU1423314A1 |
| Устройство для возбуждения дуги при сварке плавящимся электродом (его варианты) | 1982 |
|
SU1084119A1 |
Изобретение относится к электродуговой сварке, в частности к устройствам для дуговой сварки с короткими замыканиями, и может быть использовано в машиностроении, приборостроении и других отраслях промышленности. Цель изобретения - повышение качества сварного соединения за счет расширения области устойчивых режимов сварки при повышении скорости подачи проволоки. Устройство содержит сварочный выпрямитель, блок коммутации тока, состоящий из четырех коммутирующих и силового тиристоров, датчик контроля состояния перемычки жидкого металла, блок управления тиристорами. В устройство введены дополнительный силовой тиристор и два диода, блок регулирования перемещения сварочной проволоки. Последний имеет два электромагнита, дополнительную обмотку, расположенную на рычаге, основную и дополнительную кассеты с пластинами. Устройство воздействует на разрушение перемычки жидкого металла с помощью электромагнитных, механических и инерционных сил, т.е. обеспечивается устойчивое разрушение перемычки за время срабатывания блока регулирования перемещения сварочной проволоки. Это позволяет сократить интервал короткого замыкания при высоких скоростях подачи проволоки и за счет этого повысить устойчивость на стадии короткого замыкания и процесса в целом. 1 з.п. ф-лы, 4 ил.
можностью поворота вокруг оси 40, па- ig и происходит перенос капель металла в раллельной оси токоподводящего наконечника 7, причем обмотка 41 расположена в зазоре между полюсами магнито- проводов 35 и 36 электромагнитов 33 и 34. ..
Кассета 44. с пластинами 45, в которых выполнены осевые отверстия для прохождения сварочной проволоки 6, закреплена на коротком плече рычага
сварочную ванну,
В начале короткого замыкания дугового промежутка в момент времени t (фиг.4), когда капля расплавлен15 ного металла касается свариваемой конструкции 48, образуется перемычка жидкого металла. Напряжение на дуговом промежутке Uk резко падает почти до-нуля. К первому и втором - входам 39. Кассета 42 с пластинами 43 с осе- 20 блока 22 защиты прикладывается управ- выми отверстиями для прохождения сва- ляющее напряжение Ug. по цепи: обкладка конденсатора 10, блок 22 защиты, силовой тиристор 19, обмотка 37 электромагнита 33, гибкая токоподво- 25 дящая шина 46, обмотка 41, гибкая то- коподводящая шина 47, токоподводящий наконечник 7, свариваемая конструкция 48, резистор 12, конденсатора 10. При этом цепи управления тиристоров
рочной проволоки 6 и кассета 44 с пластинами 45 установлены соосно с токоподводящим наконечником 7. Кассета 42 установлена с возможностью перемещения вдоль ее оси. Токоподводящий наконечник 7 подключен к другому входу датчика 3 контроля состояния перемычки, т.е. к другим входам пороговых элементов 27 и 28, выходы кото- зо 13 и 15 замыкаются через блок 22 зарых подключены соответственно к входам блока 4 (к входам одновибраторов 29 и 30). Выход одновибратора 29 соединен с одним из входов формирователей 31 и 32 импульсов, а выход одно- вибратора 30 - с другим из входов формирователей 31 и 32 импульсов.
Устройство работает следующим образом.
В исходном состоянии тиристор 18 закрыт, а тиристор 19 открыт. При этом к дуговому промежутку прикладывается напряжение U., подаваемое от сварочного выпрямителя 1.
щиты.
В то же время управляющие цепи тиристоров 14 и 16 разомкнуты блоком 23 защиты, так как управляющее напря2g жение к его входам не прикладывается. Одновременно при достижении падением напряжения на дуговом промежутке величины порогового напряжения порогового элемента 28 запускается
40 одновибратор 30, формирующий импульс напряжения, длительность О, которого определяет интервал коммутации тока в начале короткого замыкания. Импульс
с выхода одновибратора 30 поступает При этом тиристоры 13-16 закрыты. 45 вход формирователя 32 импульсов и Конденсатор 10 заряжен по цепи: плю- запускает его. При этом с выходов а, совой зажим сварочного выпрямителя 1, b и g, е формирователя 32 импульсов диод 17, резистор 11, конденсатор 10, через блок 22 защиты поступают управ- резистор 12, минусовой зажим свароч- ляющие импульсы напряжения Пб(,|Х2г ного выпрямителя 1, причем на обклад- gg управляющие электроды соответствующих ке конденсатора 10, подкг}юченной к вторым входам блоков 22 и 23 защиты, имеется положительный потенциал / примерно равный напряжению холостого хода сварочного выпрямителя 1, т.е. 20- gg ти, прикладываемым от конденсатора 10 25 в). При включении подачи свароч- по цепи: конденсатор 10, тиристор 13, ной .проволоки 6 зажигается основная дуга, протекает сварочный ток 180тиристоров 15 и 13 относительно их катодов. Тиристоры 13 и 15 открываются, а силовой тиристор 19 закрьшается напряжением протиповоложной полярносавтомат 26 .защиты, диод 21, тиристор 19, тиристор 15, конденсатор 10. С момента закрывания тиристора 19 ток
250 А и устанавливается процесс элеки происходит перенос капель металла
сварочную ванну,
В начале короткого замыкания дугового промежутка в момент времени t (фиг.4), когда капля расплавленщиты.
В то же время управляющие цепи тиристоров 14 и 16 разомкнуты блоком 23 защиты, так как управляющее напряение к его входам не прикладывается. Одновременно при достижении падением напряжения на дуговом промежутке величины порогового напряжения порогового элемента 28 запускается
одновибратор 30, формирующий импульс напряжения, длительность О, которого определяет интервал коммутации тока в начале короткого замыкания. Импульс
с выхода одновибратора 30 поступает вход формирователя 32 импульсов и запускает его. При этом с выходов а, b и g, е формирователя 32 импульсов через блок 22 защиты поступают управ- ляющие импульсы напряжения Пб(,|Х2г управляющие электроды соответствующих ти, прикладываемым от конденсатора 10 по цепи: конденсатор 10, тиристор 13,
тиристоров 15 и 13 относительно их катодов. Тиристоры 13 и 15 открываются, а силовой тиристор 19 закрьшается напряжением протиповоложной полярносс выхода одновибратора 30 поступает вход формирователя 32 импульсов и запускает его. При этом с выходов а b и g, е формирователя 32 импульсов через блок 22 защиты поступают управ- ляющие импульсы напряжения Пб(,|Х2г управляющие электроды соответствующих ти, прикладываемым от конденсатора 10 по цепи: конденсатор 10, тиристор 13,
автомат 26 .защиты, диод 21, тиристор 19, тиристор 15, конденсатор 10. С момента закрывания тиристора 19 ток
коммутируется на перезаряд конденсатора 10 по цепи: плюсовой зажим сва .рочного выпрямителя 1, тиристор 15, конденсатор 10, тиристор 13, автомат 26 защиты, минусовой зажим сварочного выпрямителя 1. При этом ток через дуговой промежуток ограничивается до величины 2-30 А в интервале коммутации ц - 0,1-1 мс. За интервал време- ю суммарной величины сил инерции, масс
ни , капля расплавленного металла сливается со сварочной ванной и образуется перемычка жидкого металла с длиной, равной 1 (фиг.4). К концу интервала коммутации Ъ. конденсатор 15 10 перезаряжается до напряжения U 70-90 В.
В момент времени t., , когда управляющее напряжение на входе блока 22
подвижньк частей рычага 39, отрезка сварочной проволоки 6 между кассетой 42 с пластинами 43 и токоподводящим наконечником 7, кассеты 44, обмотки 41 , шин 46 и 47 и. силы упругости отрезка сварочной проволокли 6 между . кассетой 42 и токоподводящим наконечником 7. Ири этом обмотка 4 начинает поворачиваться в зазоре между маг- нитопроводами 35 и 36 в направлении против часовой стрелки (фиг.3). Короткое плечо рычага 39 с кассетой 44 движется в направлении против часовой стрелки, переме1цая за интервал врезащиты tfg) (это же напряжение U 20 на конденсаторе 10) становится равным напряжению пор2т. поРО У срабатывания блока 22, последний размыкает цепи управления тиристоров 13 и 15. .
В момент времени t, когда управ- 25 мени () сварочную проволоку 6 на ляющее напряжение на.входе блока 23 5-10, мм в направлении, перпендикуляр- защиты и„,, (это же напряжение U. на «« е оси, при этом конец сварочной конденсатор 10) становится равным на- проволоки 6 перемещается от сварочной пряжению ,,- порогу срабатывания анны на 0,5-1 мм, соответственно блока 23, последний замыкает цепи уп-зо растягивая перемычку на это расстоя- равления тиристоров 14 и 16. Управляющее напряжение Ug прикладывается к первому и второму входам блока
ние.
В момент времени .t длина перемычки жидкого металла достигает величины 1 .
35
В момент времени .t длина перемычки жидкого металла достигает величины 1 .
Под действием механических сил, сил инерции и электромагнитных сил перемычка жидкого металла уменьшается в диаметре, увеличивается ее дли23 по цепи: конденсатор 10, блок 23, автомат 26 защиты, резистор 12, конденсатор lO.t,
В момент времени t (момент окон-, чания интервала коммутации о ) на управляющий электрод тиристора 18 отно- носительно его катода подается управ-до и соответственно увеличивается ляющий импульс напряжения с выходов падение напряжения на перемычке, при- m и k формирователя 31 импульсов, при ем ток короткого замыкания через пе- этом силовой тиристор 18 открывается. С момента времени t. ток короткого замьшания нарастает с постоянной вре- 45 Тиристор 18, обмотка 38, шина
на, в результате чего сопротивление
ремычку протекает по основной цепи (плюсовой зажим сварочного выпрямите46, обмотка 41, шина 47, токоподводящий наконечник 7, свариваемая конструкция 48, минусовой зажим сварочного выпрямителя 1) и по вспомогательной цепи (плюсовой зажим источника 8 намени, определяемой электрическими параметрами сварочной цепи (сварочным дросселем 9 и эквивалентным активным сопротивлением цепи протекания сварочного тока. При этом ток протекает по цепи: плюсовой зажим сварочного выпрямителя 1, силовой тиристор 18, обмотка 38, шина 46, обмотка 41, шина 47, токоподводящий наконечник 7, свариваемая конструкция 48, минусовой зажим сварочного выпрямителя 1. Маг- , нитодвижущая сила обмотки 38 создает магнитный поток в зазоре между магни- топроводами 35 и 36. При этом на обмотку 41, расположенную на длинном плече рычага 39, начинает действовать электромагнитная сила Лоренца в направлении против часовой стрелки (фиг.З).. При достижении величиной тока короткого замыкания в обмотке 38 .порогового значения I
пор,
в момент
времени t сила Лоренца достигает
суммарной величины сил инерции, масс
подвижньк частей рычага 39, отрезка сварочной проволоки 6 между кассетой 42 с пластинами 43 и токоподводящим наконечником 7, кассеты 44, обмотки 41 , шин 46 и 47 и. силы упругости отрезка сварочной проволокли 6 между . кассетой 42 и токоподводящим наконечником 7. Ири этом обмотка 4 начинает поворачиваться в зазоре между маг- нитопроводами 35 и 36 в направлении против часовой стрелки (фиг.3). Короткое плечо рычага 39 с кассетой 44 движется в направлении против часовой стрелки, переме1цая за интервал вре .
мени () сварочную проволоку 6 на 5-10, мм в направлении, перпендикуляр- «« е оси, при этом конец сварочной проволоки 6 перемещается от сварочной анны на 0,5-1 мм, соответственно растягивая перемычку на это расстоя-
мени () сварочную проволоку 6 на 5-10, мм в направлении, перпендикуляр- «« е оси, при этом конец сварочной проволоки 6 перемещается от сварочной анны на 0,5-1 мм, соответственно растягивая перемычку на это расстоя-
ние.
В момент времени .t длина перемычки жидкого металла достигает величины 1 .
Под действием механических сил, сил инерции и электромагнитных сил перемычка жидкого металла уменьшается в диаметре, увеличивается ее длиР т и соответственно увеличивается падение напряжения на перемычке, при- ем ток короткого замыкания через пе- Тиристор 18, обмотка 38, шина
и соответственно увеличиваетс падение напряжения на перемычке, при ем ток короткого замыкания через пе Тиристор 18, обмотка 38, шина
на, в результате чего сопротивление
и соответственно увеличивается падение напряжения на перемычке, при- ем ток короткого замыкания через пе- Тиристор 18, обмотка 38, шина
ремычку протекает по основной цепи (плюсовой зажим сварочного выпрямитеР т и соответственно увеличивается падение напряжения на перемычке, при- ем ток короткого замыкания через пе- Тиристор 18, обмотка 38, шина
46, обмотка 41, шина 47, токоподводящий наконечник 7, свариваемая конструкция 48, минусовой зажим сварочного выпрямителя 1) и по вспомогательной цепи (плюсовой зажим источника 8 наПряжения сварочного выпрямителя 1, индуктивность 24, резистор 25, токоподводящий наконечник 7, перемычка жидкого металла, свариваемая конструкция 48, минусовой зажим сварочного
выпрямителя 1).
При достижении падением напряжения на перемычке порога срабатывания
UpQ- 3-4 В порогового элемента 27 в момент времени tg запускается одно вибратор 29, формирующий импульс напряжения, длительность которого определяет интервал коммутации тока конце короткого замыкания. Одновременно с выходов с, d и f, h формирователя 32 импульсов через блок 23 на управляющие электроды тиристоров 14 и 16 относительно их катодов поступают управляющие импульсы напряжения Тиристоры 14 и 16 открываются а тиристор 18 закрывается напряжением, прикладываемым от конденсатора 1 по цепи: конденсатор 10, тиристор 16 автомат 26 защиты, диод 20, тиристор 18, тиристор 14, конденсатор 10. С момента закрывания тиристора 18 ток коммутируется на перезаряд конденса- тора 10 по цепи: плюсовой зажим сварочного выпрямителя 1, тиристор 14, конденсатор 10, тиристор 16, автомат 26 защиты, минусовой зажим сварочного выпрямителя 1. При этом ток через дуговой промежуток ограничивается до величины 10-30 А на время С коммутации тока. С момента закрывания силового тиристора 18 обмотки 38 и 41 обесточиваются. При этом длина пере- мычки жидкого металла 1( за период коммутации тока ,, остается неизменной ввиду инерционности подвижных частей блока 5.
В период t-2. ком1-1утации тока в момент времени tg перемычка .жидкого металла разрушается без взрыва под действием сил поверхностного натяжения и сил инерции. При этом возбуждается вспомогательная дуга. К моменту рремени t ,0 возбуждения основной дуг
10
конденсатор
10 вновь перезаряжается LV 70-90 В.
В момент времени t управляющее на входе блока 23 U становится равным пороговому напряжению . При этом блок 23 размыкает управляющие цепи тиристоров 14 и 16, а в момент времени t- управляющее напряжение на входе блока 22 Ug,, становится равным напряжению . При этом блок 22 замыкает управляющие цепи тиристоров 13 и 15.
В момент времени (момент окончания интервала коммутации t-) на управляющий электрод тиристора 19 относительно его катода подается управляющий импульс напряжения с выходов р и п формирователя 31 импульсов, приQ 5 0 5 0
5
чем силовой тиристор 19 открывается и загорается основная дуга. При величине напряжения U на коммутирующем конденсаторе 10, большей величины напря- жения и на дуговом промежутке, коммутирующие тиристоры 14 и 16 закрываются под действием напряжения U, прикладываемого к тиристорам 14 и 16 в направлении по цепи: коммутирующий конденсатор 10, коммутирующий тиристор 14, силовой тиристор 19, обмотка 37 электромагнита 33, шина 46, обмотка 41, щина 47, токоподводя- щяй наконечник 7, сварочная проволока 6, дуговой промежуток, свариваемая конс рукция 48, автомат 26 защиты, тиристор 1-6, конденсатор 10. При этом ток коммутируется в основную цепь: плюсовой зажим сварочного .выпрямителя 1, тиристорх 19, обмотка 37, шина 46, обмотка 41, щина 47, наконечник 7, сварочная проволока 6, дуговой . промежуток, свариваемая конструкция 48, минусовой зажим сварочного выпрямителя 1.
Магнитодвижущая сила обмотки 37 создает магнитный поток в воздушном зазоре между магнитопроводами 35 и 36 противоположного направления по сравнению с магнитодвижущей силой обмотки 38 электромагнита 34. При этом на обмотку 41, расположе1шую на длинном плече рычага 39, начинает действовать электромагнитная сила Лоренца в направлении по часовой стрелке. При достижении величиной тока в обмотке
0
5
0
порогового значения 1 в момент сила Лоренца достигает
-10
37
времени
суммарной величины сил инерции подвижных частей р1 1чага 39, отрезка .сварочной проволоки 6 между кассетой 42 с пластинами 43 и токоподводящим наконечником 7; кассеты 44, обмотки 41, шин 46 и 47 и силу упругости от- рез.ка сварочной проволоки 6 между кассетой 42 и токоподводящим наконечником 7. При этом обмотка 41 начинает поворачиваться в зазоре между магнитопроводами 35 и 36 в направлении по часовой стрелке (фиг.З). Короткое плечо рычага 39 с кассетой 44 также движется в направлении по часовой стрелке, перемещая за интервал времени (t,(3 -t) сварочную проволоку 6 на 5-10 мм в направлении, перпендикулярном ее оси, а конец сварочной проволоки 6 перемещается в исходное
10
15
состояние. Длина дугового промежутка снова становится равной 1,.
В интервале времени (,) го- рит основная дуга, плавится сварочный электрод 6 и формируется капля жидкого металла.
В момент времени t капля жидкого металла касается свариваемой конструкции 48 и цикл сварки повторяется.
Предлагаемое устройство для дуговой сварки с короткими замыканиями позволяет не только скомпенсировать влияние подачи сварочной проволоки . на длину перемычки жидкого металла при высоких скоростях подачи проволоки, но и увеличить длину перемычки на 0,5-1 мм по сравнению с ее длиной 1, в.. момент времени начала короткого за-20 мыкания с помощью механического воздействия на проволоку 6. Таким об- разом, устройство воздействует на разрушение перемычки жидкого металла не только с помощью электромагнитных, 25 но и с помощью механических и инерционных сил, т.е. обеспечивает устойчивое разрушение перемычки за время срабатывания блока 5. Это позволяет сократить интервал короткого замыка- 0 НИН при высоких скоростях подачи проволоки и за счет этого повысить устойчивость на стадии короткого замыкания и процесса в целом, а также расширить область устойчивых режимов сварки при высоких скоростях подачи проволоки. При этом повышается произ водительность процесса сварки по . сравнению с прототипом за счет расширения области устойчивых режимов дд сварки при повышении скоросвти подачи .проволоки.
35
Формула изобретения
5
0 5 0 д
5
5
«
введены дополнительный силовой тиристор и первый дополнительньй диод,блок регулирования перемещения сварочной проволоки и второй дополнительный диод, при этом выходы блока управления тиристорами подключены к катоду и управляющему электроду дополнительного силового тиристора, анод которого соединен с анодом силового тиристора, катод дополнительного силового тиристора соединен с первым входом блока регулирования перемещения сварочной проволоки и катодом первого дополнительного диода, анод которого через второй дополнительньй диод соединен с катодом силового тиристора и вторым входом блока регулирования перемещения сварочной проволоки, третий вход ssoTOporo соединен с первым входом датчика контроля состояния перемычки жидкого металла..
1
39
PQO 1
.a .6 .c .d e ./ Sf
.f7
| Устройство для дуговой сварки с короткими замыканиями дугового промежутка | 1982 |
|
SU1073028A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
