Уже известен способ модифицирования сил)мина обработкой его предварительно расплавленными солями.
В предлагаемом настоящим изобретением снособе модифицирования силумина последний также обрабатывается расплавленными солями. Но в отличие от других способов предлагается вводить в тигель с предварительно расплавленными солями жидкий металл тонкими струйками. Этим увеличивается поверхность соприкосновения металла с солями и процесс модификации силумина интенсифицируется.
Тигель для проведения предлагаемого способа модифицирования снабжен решеткой для разбивания металла на ряд мелких струек и отверстием в дне для выпуска металла, прошедшего сквозь слой расплавленных солей.
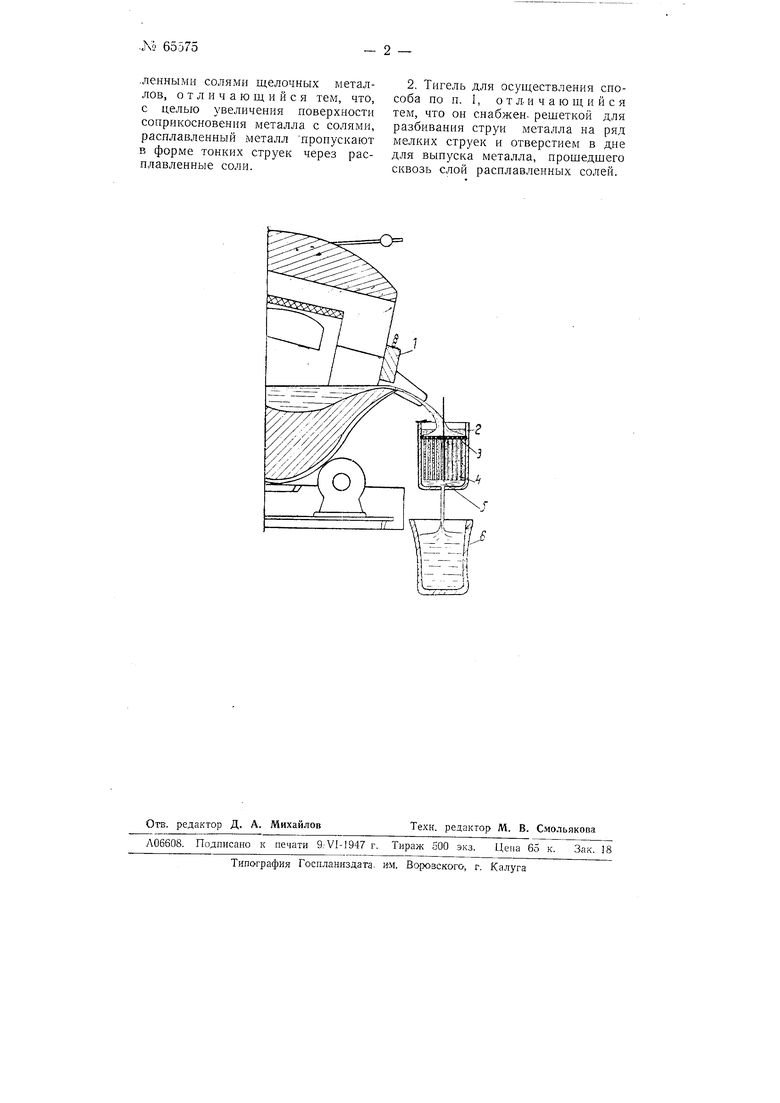
На чертеже изображена установка для модифицирования силумина по предлагаемому способу.
В тигель 2 для модификации наливается расплавленная соль с температурой плавления 720° С. Такая низкая температура плавления модификатора достигается изменением соотношения составляющих модификатора и добавкой к нему третьего, наиболее легкоплавкого компонента KCL
Предлагаемый модификатор состоит из 26% NaF, 20% КС1 и 54% NaCl.
Расплавленный силумин из печи / попадает на помещенную в верхнюю часть тигеля 2 решетку 3 с отверстиями диаметром 5-10 мм, где разбивается на струйки и таким образом проходит сквозь слой 4 жидких солей иа дно тигля, а соль, будучи легче металла, всплывает наверх. Затем открывают пробку 5, к металл через нижнее отверстие начинает вытекать в ковш 6. Спу- стя несколько секунд после прекращения выпуска металла из печи закрывается отверстие в дне тигля. Нроскочивщие в ковш частицы солей снимаются и возвращаются в тигель, а металл поступает на заливку. Нроцесс модифицирования успевает совершиться за время прохождения металла сквозь слой жидких солей.
Предмет изобретения
1. Способ мод фиц1фования силумина путем обработки его расплав.ленными солями щелочных металлов, отличающийся тем, что, с целью увеличения поверхности соприкосновения металла с солями, расплавленный металл пропускают в форме тонких струек через расплавленные соли.
2. Тигель для осуществления способа по п. 1, о т л. и ч а ю щ и и с я тем, что он снабжен, решеткой для разбивания струи металла на ряд мелких струек и отверстием в дне для выпуска металла, прошедшего сквозь слой расплавленных солей.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для вакуумной дегазации металла в ковше | 1943 |
|
SU64102A1 |
| Способ получения алюминиево-кремниевых сплавов | 1983 |
|
SU1196405A1 |
| СПОСОБ МОДИФИЦИРОВАНИЯ СИЛУМИНОВ | 1995 |
|
RU2094514C1 |
| В.ИБЛИОТЕНА IУСТАНОВКА для | 1968 |
|
SU212278A1 |
| УСТРОЙСТВО И СПОСОБ ПОЛУЧЕНИЯ СФЕРИЧЕСКОГО МЕТАЛЛИЧЕСКОГО ПОРОШКА, ПРИМЕНЯЕМОГО В 3D-ПЕЧАТИ | 2019 |
|
RU2770923C1 |
| СПОСОБ ПОЛУЧЕНИЯ МОДИФИЦИРОВАННЫХ СИЛУМИНОВ | 2000 |
|
RU2177048C1 |
| СПОСОБ МОДИФИЦИРОВАНИЯ АЛЮМИНИЕВО-КРЕМНИЕВЫХ СПЛАВОВ | 2011 |
|
RU2475550C1 |
| Устройство для обработки жидкого металла | 1959 |
|
SU123541A1 |
| СПОСОБ ОЧИСТКИ ЦИНКА ОТ ОКСИДОВ ПРИМЕСНЫХ МЕТАЛЛОВ И ПЕЧЬ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2004 |
|
RU2261925C1 |
| УСТРОЙСТВО И СПОСОБ ПОЛУЧЕНИЯ СВЕРХМЕЛКОГО НИЗКОПЛАВКОГО СФЕРИЧЕСКОГО МЕТАЛЛИЧЕСКОГО ПОРОШКА С ПРИМЕНЕНИЕМ КАПЕЛЬНОГО РАСПЫЛЕНИЯ | 2019 |
|
RU2765190C1 |