Область техники
Настоящее изобретение относится к области технологий получения сферического металлического порошка, и, в частности, оно относится к устройству и способу получения сферического металлического порошка с высокой температурой плавления, применяемого в 3D-печати, в которых применяется сочетание импульсного впрыскивания через очень маленькое отверстие с центробежным распылением и форма с разделением жидкого металла на струйки.
Уровень техники
Технология 3D-печати представляет собой технологию быстрого формирования, в которой на основании файла математической модели с применением металлических порошков, пластиковых материалов и других вяжущих материалов послойной печатью создают объекты, и она обладает значительными возможностями для применения и развития в авиакосмической, автомобильной и других областях высоких технологий, а также в отношении получения оборудования для национальной обороны. При этом количества сферического металлического порошка, применяемого в 3D-печати, также требуется все больше и больше, и к качеству порошка также предъявляются высокие требования, особенно к порошкам из легирующих металлов с высокой температурой плавления; для технологии 3D-печати требуется, чтобы металлический порошок обладал такими характеристиками, как низкое содержание кислорода, высокая сферичность, узкий интервал распределения частиц по размерам, средний диаметр частиц, который меньше чем 50 мкм, отсутствие вторичных капель и т. д.
Сегодня в Китае и за рубежом способы промышленного производства металлического сферического порошка в целом заключаются в распылении, в том числе в распылении с применением воздуха, распылении с применением воды, центробежном распылении и т. п. Тем не менее, у порошков, полученных распылением, распределение частиц по размерам широкое, и необходимо многократное просеивание, чтобы можно было получить порошок, размер частиц в котором удовлетворял бы требованиям, от чего эффективность производства значительно снижается, особенно когда к размерам предъявляются строгие требования; при распылении легко возникают вторичные капли, и из-за того, что вторичные капли прилипают к поверхности порошка, текучесть и растекаемость порошка снижаются, поэтому требования к порошкам, применяемым в 3D-печати, не могут быть удовлетворены. Другие способы, например способ нарезания на кусочки или переплавления с выполнением отверстий, способ формирования одинаковых капель, ограничиваются получением металлических порошков с низкой температурой плавления, и на сегодня получение сферических металлических порошков с высокой температурой плавления остается неосвоенным.
Следовательно, существует необходимость в разработке способа получения и устройства для получения металлического порошка с высокой температурой плавления, чтобы решить проблемы технологий получения порошков, применяемых в 3D-печати.
Суть изобретения
С учетом указанных выше проблем, характерных для процессов получения металлических порошков, применяемых в 3D-печати, таких как низкая сферичность, плохая растекаемость и текучесть и т. п., предложены устройство и способ получения сферического металлического порошка, применяемого в 3D-печати. В настоящем изобретении в целом сочетаются импульсное впрыскивание через очень маленькое отверстие и центробежное распыление, при этом предлагается конструкция вращающегося диска, и добавлена катушка индукционного нагрева для осуществления индукционного нагрева поверхностей круглого диска, и таким образом в отношении жидкого металла исключается традиционная форма разделения расплавленного металла и осуществляется разделение в виде струек, которое можно осуществить, только если распыляемая среда представляет собой водный раствор или органический раствор; благодаря такой форме может осуществляться сверхмелкое распыление металлического порошка и в отношении регулирования размера частиц может обеспечиваться сравнительно заметный шаг вперед, при этом можно получить сферический металлический порошок, который характеризуется высокой сферичностью, хорошей текучестью и растекаемостью, отсутствием вторичных капель, очень высоким выходом мелкого порошка и который соответствует требованиям к применению в 3D-печати.
Далее представлены применяемые в настоящем изобретении технические средства.
Устройство для получения сферического металлического порошка, применяемого в 3D-печати, содержащее: корпус, тигель, установленный в указанном корпусе, и собирающую камеру, при этом указанный тигель расположен в верхней части указанного корпуса, а указанная собирающая камера расположена в нижней части указанного тигля;
внутри указанного тигля расположен передаточный стержень, соединенный с пьезоэлектрической керамикой, расположенной снаружи указанного корпуса, при этом место, в котором указанный передаточный стержень связан с верхней частью указанного тигля, уплотнено посредством динамического уплотнения; указанный передаточный стержень нижним концом расположен напротив центрального отверстия в нижней части указанного тигля; под указанным центральным отверстием закреплена шайба с небольшим отверстием; указанный тигель внутри снабжен термопарой; указанный тигель снаружи снабжен резистивным нагревателем;
указанный корпус в верхней части снабжен элементом для впуска воздуха в тигель, проходящим в указанный тигель, и клапаном для выпуска воздуха из тигля; указанный корпус на боковой стенке дополнительно снабжен диффузионным насосом и механическим насосом; указанный корпус дополнительно снабжен элементом для впуска воздуха в полость и клапаном для выпуска воздуха из полости; указанный корпус на одной стороне снабжен топочной дверцей;
указанная собирающая камера прикреплена к указанному корпусу посредством опоры; между указанным корпусом и указанной собирающей камерой расположена проходящая в них круглая трубка для капель; внутри полости указанной собирающей камеры, напротив нижнего конца указанной круглой трубки для капель установлен вращающийся диск; указанный вращающийся диск связан с электродвигателем; указанная собирающая камера в нижней части снабжена собирательными пластинами; указанная собирающая камера на одной стороне снабжена дверцей собирающей камеры;
указанный вращающийся диск содержит основную часть, элемент для распыления с плоской поверхностью и вентиляционное отверстие;
указанная основная часть представляет собой основной элемент T-образного продольного сечения, состоящий из принимающей части в верхней части и опорной части в нижней части; указанная принимающая часть на верхней поверхности снабжена круглой выемкой определенного радиуса, соосной с ней в отношении центров окружности; при этом указанная основная часть изготовлена из материала, теплопроводность которого меньше чем 20 Вт/(м∙К);
указанный элемент для распыления с плоской поверхностью представляет собой элемент в виде круглого диска; указанный элемент в виде круглого диска соответствует круглой выемке и расположен в указанной круглой выемке посадкой с натягом; указанный элемент для распыления с плоской поверхностью выполнен из материала, обеспечивающего угол смачивания с распыляемыми каплями менее 90°;
указанное вентиляционное отверстие выполнено проходящим сквозь указанную принимающую часть и указанную опорную часть; указанное вентиляционное отверстие верхней стороной находится в контакте с нижней торцевой поверхностью указанного элемента для распыления с плоской поверхностью; указанное вентиляционное отверстие нижней стороной выполнено в сообщении с внешней средой;
вокруг указанного вращающегося диска дополнительно предусмотрена катушка индукционного нагрева.
Для обеспечения удобства загрузки сырья и сбора готовой продукции указанный корпус на одной стороне снабжен топочной дверцей, а указанная собирающая камера на одной стороне снабжена дверцей собирающей камеры. В месте, в котором передаточный стержень связан с верхней частью тигля, уплотнено посредством динамического уплотнения; передаточный стержень проходит в полость тигля и в расплав; расплав под действием передаточного стержня выбрасывается сквозь отверстие в шайбе с небольшим отверстием с образованием капель; капли через круглую трубку для капель свободно падают на вращающийся диск; под действием центробежной силы капли разделяются на струйки и, наконец, слетают с края вращающегося диска с образованием мелких капель, которые свободно падают, оказываясь вне емкости, образуют металлический порошок и, наконец, попадают в емкость для сбора. Площадь емкости для сбора достаточно большая, чтобы металлический порошок можно было полностью собрать; высоты собирающей камеры вполне достаточно, чтобы капли после центробежного разделения во время свободного падения могли полностью затвердеть; ширина собирающей камеры в достаточной мере больше, чем дальность полета капель после центробежного разделения, то есть капли после центробежного разделения в процессе падения затвердевают в металлический порошок и падают в емкость для сбора.
Предпочтительно высота опорной части основной части не должна быть слишком большой и должна быть меньше, чем высота принимающей части. Верхняя торцевая поверхность указанного элемента для распыления с плоской поверхностью выступает из верхней торцевой поверхности указанной принимающей части, при этом она выступает в пределах 0,1–0,5 мм. Необходимо только, чтобы высота выступа способствовала тому, чтобы рассеиваемые капли металла не касались основной части, а сразу летели в камеру и падали на собирательную пластину. Указанная основная часть изготовлена из керамики на основе двуокиси циркония, кремнеземного стекла или нержавеющей стали, но она не ограничивается вышеуказанными материалами, и необходимо только, чтобы это был материал, теплопроводность которого меньше 20 Вт/(м∙К). Размер верхней стороны указанного вентиляционного отверстия меньше или равен размеру нижней торцевой поверхности указанного элемента для распыления с плоской поверхностью; вентиляционное отверстие выполнено для того, чтобы при создании вакуума могло обеспечиваться более полное всасывание газа в промежутках во вращающемся диске; более безопасно, когда вращающийся диск вращается на высокой скорости, поэтому, чем больше площадь контакта верхней стороны вентиляционного отверстия с нижней торцевой поверхностью элемента для распыления с плоской поверхностью, тем лучше стабильность элемента для распыления с плоской поверхностью при создании вакуума.
Предпочтительно диаметр центрального отверстия в указанном тигле больше, чем диаметр небольшого отверстия шайбы с небольшим отверстием; диаметр небольшого отверстия указанной шайбы с небольшим отверстием находится в диапазоне от 0,02 мм до 2,0 мм.
Предпочтительно между материалом указанной шайбы с небольшим отверстием и расплавом, расположенным в указанном тигле, угол смачивания составляет больше чем 90°.
Предпочтительно скорость вращения указанного вращающегося диска составляет от 10000 об/мин до 40000 об/мин.
Кроме того, толщина нагревания указанной катушки индукционного нагрева находится в диапазоне 5–20 мм; она связана с частотным преобразователем и источником электропитания со стабилизацией напряжения, расположенными снаружи указанного корпуса, при этом у указанного источника электропитания со стабилизацией напряжения диапазон регулирования напряжения составляет 0–50 В.
Предпочтительно в указанном устройстве в направлении сверху вниз указанная пьезоэлектрическая керамика, указанный передаточный стержень, указанный тигель, указанный резистивный нагреватель, указанная шайба, указанная круглая трубка для капель, указанный вращающийся диск и указанная катушка индукционного нагрева расположены на одной оси.
Согласно настоящему изобретению также предложен способ получения сферического металлического порошка, применяемого в 3D-печати, с применением вышеуказанного устройства, который характеризуется тем, что включает следующие этапы:
загрузку сырья: сырье после измельчения до предварительно установленного среднего диаметра частиц загружают в тигель и герметично закрывают;
создание вакуума и нагревание: посредством механического насоса и диффузионного насоса в указанном тигле и указанном корпусе создают вакуум и заполняют их инертным газом высокой чистоты; на основании температуры плавления подлежащего нагреванию сырья устанавливают нагревательную мощность резистивного нагревателя, после достижения требуемой температурой нагрева температуры плавления обеспечивают полное расплавление сырья с получением расплава; вручную регулируют положение передаточного стержня с обеспечением предварительно определенного расстояния между передаточным стержнем и шайбой с небольшим отверстием;
индукционный нагрев: посредством электродвигателя обеспечивают скоростное вращение указанного вращающегося диска с предварительно установленной скоростью вращения; затем посредством катушки индукционного нагрева верхнюю поверхность вращающегося с высокой скоростью диска нагревают до температуры плавления металлического материала или выше;
получение порошка: сначала вручную регулируют положение передаточного стержня с обеспечением предварительно определенного расстояния между передаточным стержнем и шайбой с небольшим отверстием; затем посредством элемента для впуска воздуха в тигель, расположенного на указанном корпусе и проходящего в указанный тигель, впускают инертный защитный газ высокой чистоты с созданием внутри и снаружи указанного тигля положительного перепада давления, способствующего заполнению расплавом центрального отверстия в нижней части указанного тигля; наконец, на пьезоэлектрическую керамику подают импульсный сигнал определенной формы волны, при этом указанная пьезоэлектрическая керамика обеспечивает смещение в направлении вниз, и посредством передаточного стержня, соединенного с указанной пьезоэлектрической керамикой, перемещают расплавленный металл, находящийся в области около центрального отверстия, с выбрасыванием расплавленного металла через шайбу с небольшим отверстием под центральным отверстием и образованием одинаковых капель;
образование порошка: одинаковые капли через круглую трубку для капель свободно падают на вращающийся с высокой скоростью диск, при этом одинаковые капли расплава сначала попадают в центр вращающегося диска; поскольку в этот момент центробежная сила относительно небольшая, капли не будут сразу рассеиваться наружу, а растекаются по вращающемуся диску по окружности; когда они растекаются до определенного предела, где центробежная сила достаточно большая, растекшийся металл под действием центробежной силы на вращающемся диске двигается в виде струек к краю вращающегося диска, а затем разделяется на мелкие капли и слетает; маленькие капли в процессе падения, оказываясь вне емкости, затвердевают и образуют металлический порошок, который падает на собирательную пластину;
сбор порошка: после получения прекращают нагревание резистивного нагревателя, нагревание катушки индукционного нагрева и вращение вращающегося диска; выключают механический насос, диффузионный насос и закрывают элемент для впуска воздуха в полость, клапан для выпуска воздуха из полости, элемент для впуска воздуха в тигель и клапан для выпуска воздуха из тигля; открывают дверцу собирающей камеры и извлекают металлический порошок на собирательных пластинах.
Предпочтительно указанное сырье загружают в указанный тигель через топочную дверцу, и загружаемое количество сырья составляет 1/4–3/4 объема указанного тигля.
Предпочтительно вручную регулируют положение передаточного стержня с обеспечением между передаточным стержнем и шайбой с небольшим отверстием расстояния, составляющего от 2 см до 5 см.
Кроме того, диапазон напряжения для индукционного нагрева посредством указанной катушки индукционного нагрева составляет 0–50 В, а время индукционного нагрева составляет 5–15 мин.
Предпочтительно между полостью указанного тигля и полостью указанного корпуса обеспечивают перепад давления, составляющий 0–200 кПа.
По сравнению с аналогами, известными из уровня техники, настоящее изобретение обладает следующими преимуществами:
Согласно настоящему изобретению предложено устройство, в котором импульсное впрыскивание через очень маленькое отверстие сочетается с центробежным распылением и в котором на вращающемся диске может обеспечиваться разделение капель металла на струйки, в результате чего может изготавливаться мелкий сферический металлический порошок с высокой температурой плавления; раскрытый в настоящем изобретении вращающийся диск представляет собой конструкцию со вставками, в которой для основной части применяется материал с плохой теплопроводностью, то есть с теплопроводностью менее 20 Вт/(м∙К), который может эффективно уменьшать количество тепла, передаваемое вращающимся диском на высокоскоростной электродвигатель, и предотвращать его отрицательное воздействие на нормальную работу высокоскоростного электродвигателя; при этом в качестве элемента для распыления с плоской поверхностью применяется материал для распыления расплава, обладающий хорошей смачиваемостью, то есть материал с углом смачивания менее 90°, что способствует растеканию капель по элементу для распыления с плоской поверхностью, в результате чего обеспечивается возможность достаточного распыления жидкого металла.
Металлический материал с высокой температурой плавления, расплавленный в тигле, под действием перепада давления и импульсного возмущения выбрасывается сквозь небольшое отверстие в нижней части тигля с образованием одинаковых капель; одинаковые капли в расплавленном состоянии сначала капают в центр вращающегося диска; поскольку смачиваемость материала элемента для распыления с плоской поверхностью вращающегося диска в отношении капель металла хорошая и центробежная сила в центре вращающегося диска сравнительно небольшая, то капли не будут сразу рассеиваться наружу, а растекаются по вращающемуся диску по окружности; когда они растекаются до определенного предела, где центробежная сила достаточно большая, растекшийся металл под действием центробежной силы на вращающемся диске двигается в виде струек к краю вращающегося диска, а затем разделяется на мелкие капли и слетает; мелкие капли в процессе падения, оказываясь вне емкости, затвердевают и образуют металлический порошок; благодаря импульсному впрыскиванию через очень маленькое отверстие можно преодолеть недостаток других способов, связанный с выбрасыванием расплавленного металла с высокой температурой, при этом осуществляется выбрасывание одинаковых капель расплавленного металла с высокой температурной и обеспечивается отсутствие в выбрасываемых каплях вторичных капель, поэтому сферичность высокая. Сочетание импульсного впрыскивания через очень маленькое отверстие с распылением обеспечивает то, что после распыления размер капель значительно уменьшается, осуществляется сверхмелкое распыление металлического порошка, а также обеспечивается возможность регулирования размера частиц, высокого объема производства и удовлетворения требований промышленного производства.
Управляемость технологического процесса согласно настоящему изобретению является высокой, что проявляется в следующем: посредством резистивного нагревателя можно точно регулировать температуру нагревания в тигле; посредством вводимого в тигель и корпус инертного газа можно регулировать перепад давления в тигле и корпусе; за счет размера небольшого отверстия шайбы с небольшим отверстием в нижней части тигля можно регулировать размер капель; за счет центробежного распыления также регулируется распределение размеров металлических микрочастиц; посредством катушки индукционного нагрева можно регулировать температуру поверхности вращающегося диска; за счет того, что может регулироваться скорость вращения вращающегося диска, можно регулировать результат разделения расплавленного металла на струйки, благодаря чему можно дополнительно регулировать распределение размеров металлических микрочастиц; благодаря возможности регулирования и контроля технологических параметров можно получать сферический металлический порошок с размером и распределением частиц, которые удовлетворяют разным требованиям, и обеспечить повышение эффективности производства.
С помощью настоящего изобретения можно с высокой эффективностью получать удовлетворяющий требованиям сферический металлический порошок с высокой температурой плавления, применяемый в 3D-печати, который характеризуется тем, что размер частиц маленький и его можно регулировать, интервал распределения частиц по размерам узкий, сферичность высокая, вторичные капли отсутствуют, текучесть и растекаемость хорошие, при этом эффективность производства высокая, а себестоимость низкая, и он подходит для целей промышленного производства.
ОПИСАНИЕ ПРИЛАГАЕМЫХ ЧЕРТЕЖЕЙ
Для более понятного описания технических решений согласно вариантам осуществления настоящего изобретения или аналогам, известным из уровня техники, ниже в простой форме представлены прилагаемые графические материалы, которые нужно применять в отношении вариантов осуществления или аналогов, известных из уровня техники, при этом совершенно очевидно, что описанные ниже прилагаемые графические материалы относятся к нескольким вариантам осуществления настоящего изобретения, и специалисты в данной области техники на основании этих прилагаемых графических материалов без приложения творческих усилий также могут получить другие прилагаемые графические материалы.
На фиг. 1 представлено схематическое изображение конструкции согласно настоящему изобретению.
На фиг. 2 представлено схематическое изображение конструкции вращающегося диска согласно настоящему изобретению.
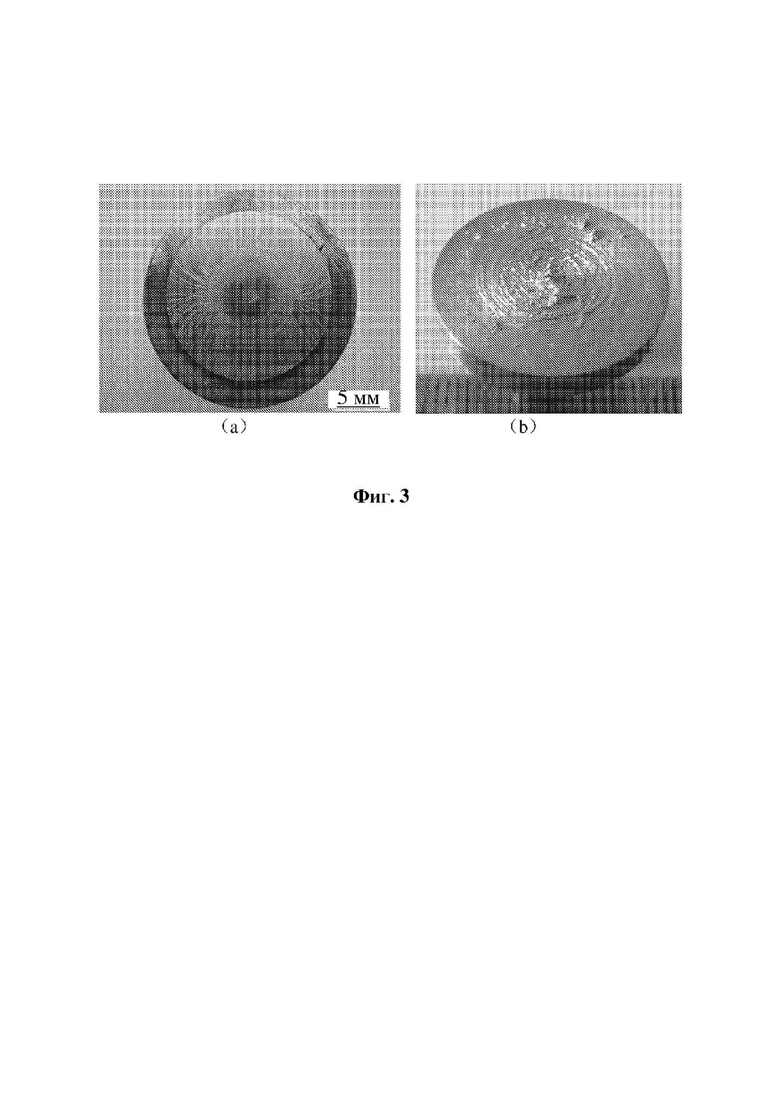
На фиг. 3 представлены сравнительные изображения, относящиеся к поверхности после испытания вращающегося диска согласно настоящему изобретению и поверхности после испытания известного вращающегося диска, при этом (a) показывает поверхность вращающегося диска с разделением в виде струек, а (b) показывает поверхность вращающегося диска аналога, известного из уровня техники.
На фигурах: 1 - пьезоэлектрическая керамика; 2 - динамическое уплотнение; 3 - передаточный стержень; 4 - расплав; 5 - тигель; 6 - резистивный нагреватель; 7 - болт; 8 - топочная дверца; 9 - опора; 10 - круглая трубка для капель; 11 - вращающийся диск; 12 - металлический порошок; 13 - собирающая камера; 14 - дверца собирающей камеры; 15 - собирательная пластина; 16 - электродвигатель; 17 - катушка индукционного нагрева; 18 - капля; 19 - корпус; 20 - шайба; 21 - элемент для впуска воздуха в полость; 22 - механический насос; 23 - диффузионный насос; 24 - клапан для выпуска воздуха из полости; 25 - полость тигля; 26 - клапан для выпуска воздуха из тигля; 27 - элемент для впуска воздуха в тигель; 28 - принимающая часть; 29 - опорная часть; 30 - элемент для распыления с плоской поверхностью; 31 - вентиляционное отверстие.
Конкретные варианты осуществления
Следует отметить, что при отсутствии противоречий варианты осуществления настоящего изобретения и признаки в вариантах осуществления можно объединять друг с другом. Ниже настоящее изобретение описано подробно с помощью вариантов осуществления со ссылками на прилагаемые графические материалы.
Чтобы цели, технические решения и преимущества в вариантах осуществления настоящего изобретения стали более понятными, ниже технические решения в вариантах осуществления настоящего изобретения понятно и основательно описаны со ссылкой на прилагаемые графические материалы, рассматриваемые в совокупности с вариантами осуществления настоящего изобретения; разумеется, описанные варианты осуществления являются всего лишь некоторыми вариантами осуществления настоящего изобретения, а не всеми вариантами осуществления. Описанное ниже в отношении по меньшей мере одного представленного в качестве примера варианта осуществления на самом деле предназначено всего лишь для объяснения и ни в коем случае не служит для ограничения настоящего изобретения и его применения или использования. Все другие варианты осуществления, основанные на вариантах осуществления настоящего изобретения и полученные специалистами в данной области техники без каких-либо творческих усилий, попадают в рамки объема защиты настоящего изобретения.
Следует обратить внимание на то, что термины, применяемые в этом документе, используются исключительно для описания конкретного способа осуществления и не предназначены для ограничения иллюстративных способов осуществления настоящего изобретения. Например, кроме случаев, когда из контекста также недвусмысленно понятно иное, предполагается, что используемая в этом документе форма единственного числа также включает форму множественного числа; кроме того, также следует понимать, что применение в этом описании слов «включать» и/или «содержать» указывает на наличие признаков, этапов, операций, деталей, составных частей и/или их комбинаций.
Если конкретно не указано иное, то относительное расположение, числовые выражения и числовые значения, относящиеся к элементам и этапам, указанным в этих вариантах осуществления, не ограничивают объем настоящего изобретения. В то же время следует понимать, что для удобства описания размеры каждого элемента, показанного в прилагаемых графических материалах, взяты не в реальных пропорциональных отношениях. Технологии, способы и устройства, известные специалистам в данной области техники, могут подробно не рассматриваться, но в соответствующих случаях указанные технологии, способы и устройства следует считать частью представленного описания. Во всех примерах, представленных и рассмотренных в этом документе, любые конкретные значения следует интерпретировать как представленные всего лишь в качестве примера и не предназначенные для ограничения. Следовательно, в других примерах в представленных в качестве примера вариантах осуществления могут содержаться другие значения. Следует отметить следующее: в прилагаемых графических материалах, на которые далее будут делаться ссылки, подобными номерами и литерами обозначены подобные объекты, поэтому если некоторый объект объясняется в отношении одной фигуры, то в отношении последующих фигур его дополнительно рассматривать не требуется.
Следует понимать, что в описании настоящего изобретения относительные положения или позиционные соотношения, указанные словами, связанными с направлением, такими как «передний», «задний», «верхний», «нижний», «левый», «правый», «поперечный», «вертикальный», «перпендикулярный», «горизонтальный», «верх», «низ» и т. п., обычно представляют собой относительные положения или позиционные соотношения, указанные на основании прилагаемых графических материалов, и используются для удобства описания настоящего изобретения, а также для упрощения описания; если не указано иное, эти указывающие относительное положение слова вовсе не указывают и не предполагают то, что соответствующие устройства или элементы должны иметь конкретное относительное положение или быть выполнены и использоваться в конкретном относительном положении, поэтому их нельзя рассматривать как ограничение объема защиты настоящего изобретения: указывающие относительное положение слова «внутри» и «снаружи» указывают на нахождение внутри и снаружи относительно контуров самих частей.
Для удобства описания в этом документе могут использоваться слова и словосочетания, выражающие пространственные отношения, например «над», «под», «на поверхности», «расположенный поверх» и т. п., которые предназначены для описания расположения в пространстве, например, одной детали или признака относительно другой детали или признака, показанных на фигурах. Следует понимать, что слова и словосочетания, выражающие пространственные отношения, кроме относительных положений, описанных в отношении расположения деталей на фигурах, также предназначены указывать и другие относительные положения в процессе применения или эксплуатации. Например, если детали, показанные в прилагаемых графических материалах, перевернуть, то после этого детали, описанные как расположенные «над другими деталями или элементами» или «выше других деталей или элементов», будут расположены как находящиеся «под другими деталями или элементами» или «ниже других деталей или элементов». Следовательно, представленное в качестве примера слово «над» может включать относительное положение «над» и «под». Детали также могут быть расположены по-другому (повернуты на 90 градусов или характеризоваться другим относительным положением), и описание относительного положения, используемое в этом документе, объясняется соответственно.
Кроме того, следует отметить, что использование слов «первый», «второй» и т. п. для определения компонентов предназначено только для обеспечения удобства разграничения соответствующих компонентов, и если не указано иное, то вышеуказанные слова не имеют особого значения, поэтому их нельзя понимать как ограничивающие объем защиты настоящего изобретения.
Как показано на фиг. 1, согласно настоящему изобретению предложено устройство для получения сферического металлического порошка, применяемого в 3D-печати, содержащее: корпус 19, тигель 5, установленный в указанном корпусе 19, и собирающую камеру 13, при этом указанный тигель 5 расположен в верхней части указанного корпуса 19, а указанная собирающая камера 13 расположена в нижней части указанного тигля 5.
Внутри указанного тигля 5 расположен передаточный стержень 3, соединенный с пьезоэлектрической керамикой 1, расположенной снаружи указанного корпуса 19, при этом место, в котором указанный передаточный стержень 3 связан с верхней частью указанного тигля 5, уплотнено посредством динамического уплотнения 2; указанный передаточный стержень 3 нижним концом расположен напротив центрального отверстия в нижней части указанного тигля 5; под указанным центральным отверстием закреплена шайба 20 с небольшим отверстием; указанная шайба 20 с небольшим отверстием может представлять собой шайбу с отверстиями под болты или другую шайбу с отверстиями, выполненную из жаропрочного коррозиестойкого материала, при этом шайба 20 с небольшим отверстием закреплена в нижней части указанного тигля 5 посредством болтов 7; указанный тигель 5 внутри снабжен термопарой; указанный тигель 5 снаружи снабжен резистивным нагревателем 6.
Диаметр центрального отверстия в указанном тигле 5 больше, чем диаметр небольшого отверстия шайбы 20 с небольшим отверстием; диаметр небольшого отверстия указанной шайбы 20 с небольшим отверстием находится в диапазоне от 0,02 мм до 2,0 мм. Между материалом указанной шайбы 20 с небольшим отверстием и расплавом 4, расположенным в указанном тигле 5, угол смачивания составляет больше чем 90°.
Указанный корпус 19 в верхней части снабжен элементом 27 для впуска воздуха в тигель, проходящим в указанный тигель 5, и клапаном 26 для выпуска воздуха из тигля; указанный корпус 19 на боковой стенке дополнительно снабжен диффузионным насосом 23 и механическим насосом 22; указанный корпус 19 дополнительно снабжен элементом 21 для впуска воздуха в полость и клапаном 24 для выпуска воздуха из полости; указанный корпус 19 на одной стороне снабжен топочной дверцей 8.
Указанная собирающая камера 13 прикреплена к указанному корпусу 19 посредством опоры 9; между указанным корпусом 19 и указанной собирающей камерой 13 расположена проходящая в них круглая трубка 10 для капель, которая предназначена для капель, выбрасываемых в нее сквозь небольшое отверстие указанной шайбы 20 с небольшим отверстием; внутри полости указанной собирающей камеры 13, напротив нижнего конца указанной круглой трубки 10 для капель установлен вращающийся диск 11; указанный вращающийся диск 11 связан с электродвигателем 16; указанная собирающая камера 13 в нижней части снабжена собирательными пластинами 15; указанная собирающая камера 13 на одной стороне снабжена дверцей 14 собирающей камеры.
Как показано на фиг. 2, указанный вращающийся диск 11 содержит основную часть, элемент 30 для распыления с плоской поверхностью и вентиляционное отверстие 31;
указанная основная часть представляет собой основной элемент T-образного продольного сечения, состоящий из принимающей части 28 в верхней части и опорной части 29 в нижней части; указанная принимающая часть 28 на верхней поверхности снабжена круглой выемкой определенного радиуса, соосной с ней в отношении центров окружности; при этом указанная основная часть изготовлена из материала, теплопроводность которого меньше чем 20 Вт/(м∙К);
указанный элемент 30 для распыления с плоской поверхностью представляет собой элемент в виде круглого диска; указанный элемент в виде круглого диска соответствует указанной круглой выемке и расположен в указанной круглой выемке посадкой с натягом; указанный элемент 30 для распыления с плоской поверхностью выполнен из материала, обеспечивающего угол смачивания с распыляемыми каплями 18 менее 90°;
указанное вентиляционное отверстие 31 выполнено проходящим сквозь указанную принимающую часть 28 и указанную опорную часть 29; указанное вентиляционное отверстие 31 верхней стороной находится в контакте с нижней торцевой поверхностью указанного элемента 30 для распыления с плоской поверхностью; указанное вентиляционное отверстие 31 нижней стороной выполнено в сообщении с внешней средой.
Вокруг указанного вращающегося диска 11 дополнительно предусмотрена катушка 17 индукционного нагрева. Скорость вращения указанного вращающегося диска 11 составляет от 10000 об/мин до 40000 об/мин. У указанной катушки 17 индукционного нагрева толщина нагревания находится в диапазоне 5–20 мм; она связана с частотным преобразователем и источником электропитания со стабилизацией напряжения, расположенными снаружи указанного корпуса 19, при этом у указанного источника электропитания со стабилизацией напряжения диапазон регулирования напряжения составляет 0–50 В.
В указанном устройстве в направлении сверху вниз указанная пьезоэлектрическая керамика 1, указанный передаточный стержень 3, указанный тигель 5, указанный резистивный нагреватель 6, указанная шайба 20, указанная круглая трубка 10 для капель, указанный вращающийся диск 11 и указанная катушка 17 индукционного нагрева расположены на одной оси. Цель заключается в том, чтобы капли могли равномерно капать в центр вращающегося диска, что способствует их растеканию.
Согласно настоящему изобретению также предложен способ получения сферического металлического порошка, применяемого в 3D-печати, с применением вышеуказанного устройства, включающий следующие этапы:
загрузку сырья: сырье после измельчения до предварительно установленного среднего диаметра частиц загружают в тигель 5 и герметично закрывают; при этом указанное сырье загружают в указанный тигель 5 через топочную дверцу 8, а загружаемое количество сырья составляет 1/4–3/4 объема указанного тигля 5;
создание вакуума и нагревание: посредством механического насоса 22 и диффузионного насоса 23 в указанном тигле 5 и указанном корпусе 19 создают вакуум и заполняют их инертным газом высокой чистоты; на основании температуры плавления подлежащего нагреванию сырья устанавливают нагревательную мощность резистивного нагревателя 6, после достижения требуемой температурой нагрева температуры плавления обеспечивают полное расплавление сырья с получением расплава 4; вручную регулируют положение передаточного стержня 3 с обеспечением предварительно определенного расстояния между передаточным стержнем 3 и шайбой 20 с небольшим отверстием;
индукционный нагрев: посредством электродвигателя 16 обеспечивают скоростное вращение указанного вращающегося диска 11 с предварительно установленной скоростью вращения; затем посредством катушки 17 индукционного нагрева верхнюю поверхность вращающегося с высокой скоростью диска 11 нагревают до температуры плавления металлического материала или выше; диапазон напряжения для индукционного нагрева посредством указанной катушки 17 индукционного нагрева составляет 0–50 В, а время индукционного нагрева составляет 5–15 мин;
получение порошка: вручную регулируют положение передаточного стержня 3 с обеспечением предварительно определенного расстояния между передаточным стержнем 3 и шайбой 20 с небольшим отверстием; затем посредством элемента 27 для впуска воздуха в тигель, расположенного на указанном корпусе 19 и проходящего в указанный тигель 5, впускают инертный защитный газ высокой чистоты с созданием внутри и снаружи указанного тигля 5 положительного перепада давления, способствующего заполнению расплавом 4 центрального отверстия в нижней части указанного тигля 5; при этом между полостью указанного тигля 5 и полостью указанного корпуса 19 обеспечивают перепад давления, составляющий 0–200 кПа.
Наконец, на пьезоэлектрическую керамику 1 подают импульсный сигнал определенной формы волны, при этом указанная пьезоэлектрическая керамика 1 обеспечивает смещение в направлении вниз; посредством передаточного стержня 3, соединенного с указанной пьезоэлектрической керамикой 1, перемещают расплавленный металл, находящийся в области около центрального отверстия, с выбрасыванием расплавленного металла через шайбу с небольшим отверстием под центральным отверстием и образованием одинаковых капель 18;
образование порошка: одинаковые капли 18 через круглую трубку 10 для капель свободно падают на вращающийся с высокой скоростью диск 11, при этом одинаковые капли 18 расплава сначала попадают в центр вращающегося диска 11; поскольку в этот момент центробежная сила относительно небольшая, капли не будут сразу рассеиваться наружу, а растекаются по вращающемуся диску 11 по окружности; когда они растекаются до определенного предела, где центробежная сила достаточно большая, растекшийся металл под действием центробежной силы на вращающемся диске 11 двигается в виде струек к краю вращающегося диска 11, а затем разделяется на мелкие капли и слетает; маленькие капли в процессе падения, оказываясь вне емкости, затвердевают и образуют металлический порошок, который падает на собирательную пластину 15;
сбор порошка: после получения прекращают нагревание резистивного нагревателя 6, нагревание катушки 17 индукционного нагрева и вращение вращающегося диска 11; выключают механический насос 22, диффузионный насос 23 и закрывают элемент 21 для впуска воздуха в полость, клапан 24 для выпуска воздуха из полости, элемент 27 для впуска воздуха в тигель и клапан 26 для выпуска воздуха из тигля; открывают дверцу 14 собирающей камеры и извлекают металлический порошок 12 на собирательных пластинах 15.
Вариант осуществления 1
С помощью рассмотренных выше устройства и способа получают медный металлический порошок, применяемый в 3D-печати, при этом конкретный способ осуществления следующий:
сначала медную заготовку разбивают до получения кусочков размером 2 см, которые помещают в тигель 5, нижняя часть которого снабжена центральным отверстием, при этом количество помещаемых медных кусочков достигает 1/2 объема указанного тигля 5; затем снабженный небольшим отверстием болт, материалом которого является графит (то есть шайбу 20 с небольшим отверстием), посредством равномерно расположенных четырех болтов 7 устанавливают в нижней части тигля 5; закрывают топочную дверцу 8; посредством механического насоса 22 в полости 25 тигля, корпусе 19 и собирающей камере 13 создают низкий вакуум, величиной от 1 Па до 5 Па; затем посредством диффузионного насоса 23 создают высокий вакуум, величиной 10-3 Па, и заполняют инертным газом аргоном высокой чистоты до атмосферного давления; устанавливают мощность для подачи питания на резистивный нагреватель 6; после доведения температуры до температуры плавления меди температуру продолжают повышать до перегревания на 10℃; поддерживают температуру 30 мин, чтобы кусочки меди в тигле 5 полностью превратились в расплав 4; посредством электродвигателя 16 обеспечивают скоростное вращение указанного вращающегося диска 11 с предварительно установленной скоростью вращения; затем посредством катушки 17 индукционного нагрева верхнюю поверхность вращающегося с высокой скоростью диска 11 нагревают до температуры плавления металлического материала или выше; вручную регулируют положение передаточного стержня 3, чтобы передаточный стержень 3 и шайба 20 с небольшим отверстием находились друг от друга на расстоянии 2–5 см; открывают элемент 27 для впуска воздуха в тигель и клапан 26 для выпуска воздуха из тигля и заполняют полость 25 тигля сверхчистым инертным газом аргоном с обеспечением перепада давления между полостью 25 тигля и корпусом 19, достигающим 50 кПа;
затем на пьезоэлектрическую керамику 1 подают импульсный сигнал квадратной формы волны; пьезоэлектрическая керамика 1 приводит в движение в направлении вниз передаточный стержень 3, который давит на расплав 4, при этом расплав 4 выбрасывается сквозь небольшое отверстие шайбы 20 с небольшим отверстием, материалом которой является графит, с образованием капель 18; капли 18 свободно падают, проходя круглую трубку 10 для капель, на вращающийся с высокой скоростью диск 11; под действием центробежной силы капли 18 разделяются на маленькие капли меньшего размера; маленькие капли в процессе падения, оказываясь вне емкости, затвердевают и образуют металлический порошок 12, который падает на собирательные пластины 15 (собирательные пластины могут представлять собой круговые пластины или круглые пластины);
наконец, после получения прекращают нагревание резистивного нагревателя 6, нагревание катушки 17 индукционного нагрева и вращение вращающегося диска 11; выключают механический насос 22, диффузионный насос 23 и закрывают элемент 21 для впуска воздуха в полость, клапан 24 для выпуска воздуха из полости, элемент 27 для впуска воздуха в тигель и клапан 26 для выпуска воздуха из тигля; открывают дверцу 14 собирающей камеры и извлекают металлический порошок 12 на собирательных пластинах 15.
Со ссылкой на фиг. 3; на изображении (b) показан диск для распыления после осуществления распыления согласно технологии, известной из уровня техники; поскольку смачиваемость материала диска для распыления и материала полученного металлического порошка очень низкая и температура вращающегося диска в процессе распыления очень низкая, то происходит разделение жидкости, подобно пленке, и на поверхности для распыления будет появляться сравнительно толстая твердеющая пленка жидкости, при этом поверхность этой пленки жидкости очень грубая, что затем не способствует последующему распылению капель металла и будет серьезно влиять на результат распыления и эффективность распыления. На изображении (a) показана поверхность для распыления в результате применения способа согласно настоящему изобретению; можно заметить, что форма после распыления стала формой с заметным разделением на струйки, при этом форма с разделением на струйки значительно улучшает уменьшение размеров и эффективность производства металлического порошка.
Наконец, следует отметить следующее: все представленные выше варианты осуществления предназначены исключительно для объяснения технических решений согласно настоящему изобретению, а не для его ограничения; хотя настоящее изобретение было подробно описано посредством рассмотренных выше вариантов осуществления, специалистам в данной области техники должно быть понятно, что в технические решения, представленные с помощью рассмотренных выше вариантов осуществления, они все же могут вносить изменения или же выполнять эквивалентные замены в отношении части или всех технических признаков, представленных в них; однако эти изменения или замены вовсе не означают, что суть соответствующих технических решений выходит за пределы объема технических решений во всех вариантах осуществления настоящего изобретения.

Изобретение относится к порошковой металлургии, в частности, к получению сферического металлического порошка для 3D-печати. Устройство содержит корпус, тигель и собирающую камеру, расположенную в нижней части корпуса. Снаружи корпуса размещена пьезоэлектрическая керамика, в нижней части тигля выполнено центральное отверстие, под которым закреплена шайба с отверстием, внутри тигля расположен передаточный стержень, обеспечивающий выброс расплава через отверстие в шайбе с образованием капель. Место соединения передаточного стержня с верхней частью указанного тигля уплотнено, передаточный стержень нижним концом расположен напротив центрального отверстия. Вращающийся диск содержит основную часть, элемент для распыления с плоской поверхностью и вентиляционное отверстие. Основная часть представляет собой основной элемент T-образного продольного сечения, элемент для распыления с плоской поверхностью представляет собой элемент в виде круглого диска из материала, обеспечивающего угол смачивания с распыляемыми каплями менее 90°. Порошок получают путем импульсного впрыскивания и центробежного распыления. Обеспечивается получение порошка с мелким регулируемым размером частиц, высокой сферичностью, хорошей текучестью и растекаемостью, а также отсутствие вторичных капель. 2 н. и 8 з.п. ф-лы, 3 ил.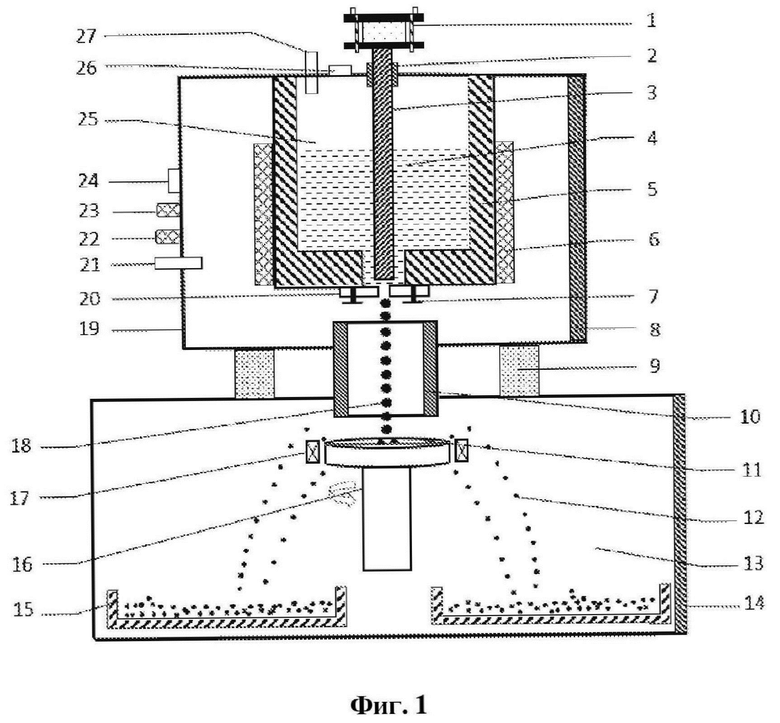
1. Устройство для получения сферического металлического порошка, применяемого в 3D-печати, содержащее: корпус (19), тигель (5), установленный в верхней части указанного корпуса (19), и собирающую камеру (13), прикрепленную к нижней части корпуса (19) посредством опоры (9);
снаружи корпуса размещена пьезоэлектрическая керамика (1), в нижней части тигля (5) выполнено центральное отверстие, под которым закреплена шайба (20) с отверстием, внутри тигля (5) расположен передаточный стержень (3), обеспечивающий выброс расплава через отверстие в шайбе с образованием капель, соединенный с пьезоэлектрической керамикой (1), при этом место соединения передаточного стержня (3) с верхней частью указанного тигля (5) уплотнено посредством динамического уплотнения (2); передаточный стержень (3) нижним концом расположен напротив центрального отверстия, выполненного в нижней части упомянутого тигля (5);
корпус (19) в верхней части снабжен элементом (27) для впуска воздуха в тигель, проходящим в указанный тигель (5), и клапаном (26) для выпуска воздуха из тигля; на боковой стенке корпус (19) дополнительно снабжен диффузионным насосом (23) и механическим насосом (22), а также элементом (21) для впуска воздуха в полость и клапаном (24) для выпуска воздуха из полости, причем на одной из сторон корпус (19) снабжен топочной дверцей (8);
между корпусом (19) и собирающей камерой (13) расположена проходящая в них круглая трубка (10) для капель; внутри полости указанной собирающей камеры (13), напротив нижнего конца упомянутой круглой трубки (10) установлен вращающийся диск (11), который связан с электродвигателем (16), а собирающая камера (13) в нижней части снабжена собирательными пластинами (15), а также дверцей (14) на одной из сторон собирающей камеры;
отличающееся тем, что
под центральным отверстием закреплена шайба (20) с отверстием диаметром от 0,02 мм до 2,0 мм,
вращающийся диск (11) содержит основную часть, элемент (30) для распыления с плоской поверхностью и вентиляционное отверстие (31);
основная часть представляет собой основной элемент T-образного продольного сечения, состоящий из принимающей части (28) в верхней части и опорной части (29) в нижней части, причем высота опорной части меньше, чем высота принимающей части, а принимающая часть (28) на верхней поверхности снабжена круглой выемкой, соосной с ней в отношении центров окружности; при этом указанная основная часть изготовлена из материала, теплопроводность которого меньше чем 20 Вт/(м⋅К);
элемент (30) для распыления с плоской поверхностью представляет собой элемент в виде круглого диска, который соответствует круглой выемке в принимающей части и расположен в упомянутой круглой выемке посадкой с натягом, при этом верхняя торцевая поверхность элемента для распыления с плоской поверхностью выступает из верхней торцевой поверхности принимающей части на 0,1–0,5 мм, а элемент (30) для распыления с плоской поверхностью выполнен из материала, обеспечивающего угол смачивания с распыляемыми каплями (18) менее 90°;
сквозь принимающую часть (28) и опорную часть (29) проходит вентиляционное отверстие (31), верх которого находится в контакте с нижней торцевой поверхностью указанного элемента (30) для распыления с плоской поверхностью, а нижняя сторона сообщается с внешней средой;
а вокруг указанного вращающегося диска (11) размещена катушка (17) индукционного нагрева.
2. Устройство для получения сферического металлического порошка, применяемого в 3D-печати, по п. 1, отличающееся тем, что диаметр центрального отверстия в указанном тигле (5) больше, чем диаметр отверстия шайбы (20).
3. Устройство для получения сферического металлического порошка, применяемого в 3D-печати, по п. 1, отличающееся тем, что между материалом указанной шайбы (20) и расплавом (4), расположенным в указанном тигле (5), угол смачивания составляет больше чем 90°.
4. Устройство для получения сферического металлического порошка, применяемого в 3D-печати, по п. 1, отличающееся тем, что скорость вращения указанного вращающегося диска (11) составляет от 10000 об/мин до 40000 об/мин.
5. Устройство для получения сферического металлического порошка, применяемого в 3D-печати, по п. 1, отличающееся тем, что толщина нагревания указанной катушки (17) индукционного нагрева находится в диапазоне 5–20 мм и она связана с частотным преобразователем и источником электропитания со стабилизацией напряжения, расположенными снаружи указанного корпуса (19), при этом диапазон регулирования напряжения указанного источника электропитания со стабилизацией напряжения составляет 0–50 В.
6. Устройство для получения сферического металлического порошка, применяемого в 3D-печати, по п. 1, отличающееся тем, что в указанном устройстве в направлении сверху вниз указанная пьезоэлектрическая керамика (1), указанный передаточный стержень (3), указанный тигель (5), указанная шайба (20), указанная круглая трубка (10) для капель, указанный вращающийся диск (11) и указанная катушка индукционного нагрева (17) расположены на одной оси.
7. Способ получения сферического металлического порошка, применяемого в 3D-печати, с применением устройства по любому из пп. 1–6, отличающийся тем, что включает следующие этапы:
- сырье, измельченное до предварительно установленного среднего диаметра частиц, загружают в тигель (5) и герметично закрывают;
- посредством механического насоса (22) и диффузионного насоса (23) в указанном тигле (5) и корпусе (19) создают вакуум и заполняют их инертным газом высокой чистоты, на основании температуры плавления подлежащего нагреванию сырья устанавливают нагревательную мощность резистивного нагревателя (6); после достижения требуемой температурой нагрева температуры плавления обеспечивают полное расплавление сырья с получением расплава (4), вручную регулируют положение передаточного стержня (3) с обеспечением предварительно определенного расстояния между передаточным стержнем (3) и шайбой (20);
- посредством электродвигателя (16) обеспечивают скоростное вращение вращающегося диска (11) с предварительно установленной скоростью вращения, затем посредством катушки (17) индукционного нагрева верхнюю поверхность вращающегося диска (11) нагревают до температуры плавления металлического материала или выше с получением расплава (4);
- регулируют положение передаточного стержня (3) с обеспечением предварительно определенного расстояния между передаточным стержнем (3) и шайбой (20), затем посредством элемента (27) для впуска воздуха в тигель, расположенного на корпусе (19) и проходящего в тигель (5), впускают инертный защитный газ высокой чистоты с созданием внутри и снаружи тигля (5) положительного перепада давления, способствующего заполнению расплавом (4) центрального отверстия в нижней части указанного тигля (5), на пьезоэлектрическую керамику (1) подают импульсный сигнал определенной формы волны, при этом указанная пьезоэлектрическая керамика (1) приводит в движение вниз передаточный стержень (3), посредством которого перемещают расплавленный металл, обеспечивая его выброс через шайбу под центральным отверстием с образованием одинаковых капель (18);
- одинаковые капли (18) через круглую трубку (10) для капель свободно падают на вращающийся диск (11), при этом одинаковые капли (18) расплава попадают в центр вращающегося диска (11) и под действием центробежной силы растекаются по нему до достижения центробежной силой предела, обеспечивающего формирование струек расплава, двигающихся к краю вращающегося диска (11), которые затем разделяются на капли меньшего размера, чем упомянутые одинаковые капли (18), образующиеся при выбросе расплава через шайбу, полученные капли слетают с диска (11) и затвердевают в процессе падения с образованием металлического порошка, который падает на собирательную пластину (15);
- после получения прекращают нагревание резистивного нагревателя (6) и катушки (17) индукционного нагрева и вращение вращающегося диска (11), выключают механический насос (22), диффузионный насос (23) и закрывают элемент (21) для впуска воздуха в полость, клапан (24) для выпуска воздуха из полости, элемент (27) для впуска воздуха в тигель и клапан (26) для выпуска воздуха из тигля; открывают дверцу (14) собирающей камеры и извлекают металлический порошок (12) на собирательных пластинах (15).
8. Способ получения сферического металлического порошка, применяемого в 3D-печати, по п. 7, отличающийся тем, что указанное сырье через топочную дверцу (8) загружают в указанный тигель (5), при этом загружаемое количество сырья составляет 1/4–3/4 объема указанного тигля (5).
9. Способ получения сферического металлического порошка, применяемого в 3D-печати, по п. 7, отличающийся тем, что диапазон напряжения для индукционного нагрева посредством указанной катушки (17) индукционного нагрева составляет 0–50 В, а время индукционного нагрева составляет 5–15 мин.
10. Способ получения сферического металлического порошка, применяемого в 3D-печати, по п. 7, отличающийся тем, что между полостью указанного тигля (5) и полостью указанного корпуса (19) обеспечивают перепад давления, составляющий 0–200 кПа.
| CN 104550990 A, 29.04.2015 | |||
| Колосоуборка | 1923 |
|
SU2009A1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ПОРОШКА МЕТОДОМ ЦЕНТРОБЕЖНОГО РАСПЫЛЕНИЯ | 2011 |
|
RU2467835C1 |
| СПОСОБ ЦЕНТРОБЕЖНОГО РАСПЫЛЕНИЯ МЕТАЛЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2171160C1 |
| CN 107350477 A, 17.11.2017. | |||

