ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к области технологий получения сверхмелких сферических микрочастиц, и в частности оно относится к устройству и способу получения сверхмелкого низкоплавкого сферического металлического порошка с применением капельного распыления.
УРОВЕНЬ ТЕХНИКИ
Ввиду радикального изменения технологий сферический металлический порошок имеет большую востребованность в отношении быстрого макетирования с применением 3D-печати, полупроводниковых интегральных схем и т.п., и требования к его качеству также непрерывно повышаются. В отношении металлического порошка, применяемого в 3D-печати, требуется высокая сферичность, одинаковый размер частиц, отсутствие вторичных капель, а также хорошая растекаемость и равномерная текучесть.
Сегодня в Китае и за рубежом в способах производства металлических сферических порошков применяется распыление, в том числе распыление с применением воздуха, распыление с применением воды, центробежное распыление и т.п. Тем не менее у порошков, полученных с применением вышеуказанных способов распыления, степень дисперсности сравнительно широкая, и необходимо многократное просеивание, чтобы можно было получить частицы, размер которых удовлетворяет требованиям к использованию; кроме того, сферичность является плохой и на порошке имеется большое количество вторичных капель, поэтому не могут удовлетворяться требования к использованию, а эффективность производства является низкой.
Большая часть применяемых в Китае порошков является импортной и совсем не может удовлетворять требованиям к использованию. Следовательно, имеет важное значение поиск устройств и способов получения сверхмелких сферических металлических порошков, характеризующихся высоким качеством.
СУТЬ ИЗОБРЕТЕНИЯ
Из вышеуказанного становятся очевидны такие характерные для существующих процессов получения металлического порошка технические проблемы, как плохая текучесть и растекаемость, низкий выход годного продукта, низкая эффективность и т.д., поэтому предлагаются устройство и способ получения сверхмелкого низкоплавкого сферического металлического порошка с применением капельного распыления. В настоящем изобретении в целом сочетаются импульсное впрыскивание через очень маленькое отверстие и центробежное распыление, при этом предлагается конструкция вращающегося диска, а также осуществляется индукционный нагрев поверхности вращающегося диска, и таким образом согласно настоящему изобретению в отношении жидкого металла исключается традиционная форма разделения расплавленного металла и осуществляется разделение в виде струек, которое можно осуществить, только если распыляемая среда представляет собой водный раствор или органический раствор; по сравнению с существующими технологиями центробежного распыления, порошок, полученный распылением с разделением на струйки, в отношении получения сверхмелких размеров может стать серьезным шагом вперед; в то же время таким способом можно получать низкоплавкий сверхмелкий металлический сферический порошок, характеризующийся высокой сферичностью, хорошей текучестью и растекаемостью, отсутствием вторичных капель и соответствующий требованиям применения.
Далее представлены применяемые в настоящем изобретении технические средства.
Устройство для получения сверхмелкого низкоплавкого сферического металлического порошка с применением капельного распыления, содержащее: корпус, тигель, установленный в указанном корпусе, и область для сбора порошка, при этом указанная область для сбора порошка расположена в нижней части указанного корпуса, а указанный тигель расположен над указанной областью для сбора порошка;
указанный тигель представляет собой кольцевую конструкцию с внутренним и внешним элементами, центральная линия которой представляет собой ось; нижняя часть внутренней вмещающей полости указанного тигля и нижняя часть внешней вмещающей полости указанного тигля снабжены сквозными центральными отверстиями; между указанной нижней частью внутренней вмещающей полости и указанной нижней частью внешней вмещающей полости предусмотрено пространство для прохождения расплавленного металла; во внутренней вмещающей полости указанного тигля расположен передаточный стержень, соединенный с пьезоэлектрической керамикой, расположенной снаружи указанного корпуса; указанный передаточный стержень на нижнем конце снабжен прижимной пластиной; указанная прижимная пластина расположена непосредственно над центральным отверстием указанной внутренней вмещающей полости;
указанный корпус снабжен впускными трубами тигля, проходящими в указанный тигель; указанный корпус дополнительно снабжен механическим насосом и диффузионным насосом, сообщающимися с указанным тиглем; указанный корпус дополнительно снабжен впускной трубой полости и воздушным выпускным клапаном полости;
указанная область для сбора порошка содержит собирательную пластину, установленную в нижней части указанного корпуса, и вращающийся диск, расположенный над указанной собирательной пластиной, соединенный с электродвигателем и предназначенный для распыления частиц металлического порошка;
указанный вращающийся диск содержит основную часть, элемент для распыления с плоской поверхностью и вентиляционное отверстие;
указанная основная часть представляет собой основной элемент Т-образного продольного сечения, состоящий из принимающей части в верхней части и опорной части в нижней части; указанная принимающая часть на верхней поверхности снабжена круглой выемкой определенного радиуса, соосной с ней в отношении центров окружности; при этом указанная основная часть изготовлена из материала, теплопроводность которого меньше чем 20 Вт/(м⋅К);
указанный элемент для распыления с плоской поверхностью представляет собой элемент в виде круглого диска; указанный элемент в виде круглого диска соответствует указанной круглой выемке и расположен в указанной круглой выемке посадкой с натягом; указанный элемент для распыления с плоской поверхностью выполнен из материала, обеспечивающего угол смачивания с распыляемыми каплями менее 90°;
указанное вентиляционное отверстие выполнено проходящим сквозь указанную принимающую часть и указанную опорную часть; указанное вентиляционное отверстие верхней стороной находится в контакте с нижней торцевой поверхностью указанного элемента для распыления с плоской поверхностью; указанное вентиляционное отверстие нижней стороной выполнено в сообщении с внешней средой;
вокруг указанного вращающегося диска дополнительно предусмотрена катушка индукционного нагрева.
Вышеуказанный тигель выполнен в виде двух камер, расположенных внутри и снаружи, то есть металлический материал помещается во внешнюю камеру; в процессе плавки он движется в виде жидкого материала и стекается в область центрального отверстия тигля, где посредством прижимной пластины, расположенной над центральным отверстием, и передаточного стержня, расположенного над прижимной пластиной, смещается вниз с выбрасыванием капель из центрального отверстия в нижней части тигля. Разумеется, форма тигля также не ограничивается описанным выше вариантом, при этом только требуется, чтобы в тигле была герметично закрываемая камера, а так подходит любая конструкция, в которой после заполнения защитным газом может создаваться обратное давление, способствующее движению потока жидкого материала в область около центрального отверстия. Объема указанного корпуса должно быть достаточно, чтобы капли после центробежного разделения слетали и падали в пределах собирательной пластины, расположенной внизу, так, чтобы они не затвердевали на внутренней стенке корпуса; и площадь собирательной пластины должна быть достаточно большой, чтобы собирать порошок.
Предпочтительно высота основной части составляет 10-20 мм; высота опорной части не должна быть слишком большой и должна быть меньше, чем высота принимающей части. Верхняя торцевая поверхность указанного элемента для распыления с плоской поверхностью выступает из верхней торцевой поверхности указанной принимающей части, при этом она выступает в пределах 0,1-0,5 мм. Необходимо только, чтобы высота выступа способствовала тому, чтобы рассеиваемые капли металла не касались основной части, а сразу летели в камеру и падали на собирательную пластину. Диаметр указанной принимающей части находится в диапазоне 10-100 мм, а диаметр указанной круглой выемки находится в диапазоне 5-90 мм.
Указанная основная часть изготовлена из керамики на основе двуокиси циркония, кремнеземного стекла или нержавеющей стали, но она не ограничивается вышеуказанными материалами, и необходимо только, чтобы это был материал, теплопроводность которого меньше 20 Вт/(м⋅К). Размер верхней стороны указанного вентиляционного отверстия меньше или равен размеру нижней торцевой поверхности указанного элемента для распыления с плоской поверхностью; вентиляционное отверстие выполнено для того, чтобы при создании вакуума могло обеспечиваться более полное всасывание газа в промежутках во вращающемся диске; более безопасно, когда вращающийся диск вращается на высокой скорости, поэтому чем больше площадь контакта верхней стороны вентиляционного отверстия с нижней торцевой поверхностью элемента для распыления с плоской поверхностью, тем лучше стабильность элемента для распыления с плоской поверхностью при создании вакуума.
Кроме того, в указанном тигле расположена термопара; снаружи указанного тигля дополнительно расположен резистивный нагреватель. Предпочтительно угол смачивания между материалом тигля и размещенным в нем расплавленным металлом составляет более 90°.
Кроме того, диаметр центрального отверстия указанного тигля находится в диапазоне от 0,02 мм до 2,0 мм.
Кроме того, скорость вращения указанного вращающегося диска составляет от 10000 об/мин до 50000 об/мин.
Кроме того, толщина нагревания указанной катушки индукционного нагрева находится в диапазоне 5-20 мм; она связана с частотным преобразователем и источником электропитания со стабилизацией напряжения, расположенными снаружи указанного корпуса, при этом у указанного источника электропитания со стабилизацией напряжения диапазон регулирования напряжения составляет 0-50 В.
Кроме того, в указанном устройстве в направлении сверху вниз указанная пьезоэлектрическая керамика, указанный передаточный стержень, указанный тигель, указанный резистивный нагреватель, указанная прижимная пластина, указанный вращающийся диск и указанная катушка индукционного нагрева расположены на одной оси.
Согласно настоящему изобретению также предложен способ получения сверхмелкого низкоплавкого сферического металлического порошка с применением капельного распыления посредством вышеуказанного устройства, характеризующийся тем, что включает следующие этапы:
 загрузку сырья: подлежащий плавлению металлический материал помещают во внешнюю вмещающую полость тигля, расположенного внутри корпуса в верхней части, и герметично закрывают;
загрузку сырья: подлежащий плавлению металлический материал помещают во внешнюю вмещающую полость тигля, расположенного внутри корпуса в верхней части, и герметично закрывают;
 создание вакуума: посредством механического насоса и диффузионного насоса в указанном тигле и указанном корпусе создают вакуум и заполняют их инертным защитным газом высокой чистоты (обычно гелием или аргоном) так, чтобы в корпусе давление достигало предварительно установленного значения;
создание вакуума: посредством механического насоса и диффузионного насоса в указанном тигле и указанном корпусе создают вакуум и заполняют их инертным защитным газом высокой чистоты (обычно гелием или аргоном) так, чтобы в корпусе давление достигало предварительно установленного значения;
 резистивный нагрев: на основании температуры плавления подлежащего нагреванию сырья устанавливают параметры нагревания резистивным нагревателем и посредством термопары, установленной в указанном тигле, осуществляют контроль в реальном времени за температурой внутри указанного тигля с поддержанием необходимой температуры после полного расплавления металлического материала;
резистивный нагрев: на основании температуры плавления подлежащего нагреванию сырья устанавливают параметры нагревания резистивным нагревателем и посредством термопары, установленной в указанном тигле, осуществляют контроль в реальном времени за температурой внутри указанного тигля с поддержанием необходимой температуры после полного расплавления металлического материала;
 индукционный нагрев: посредством электродвигателя обеспечивают скоростное вращение указанного вращающегося диска с предварительно установленной скоростью вращения; затем посредством катушки индукционного нагрева верхнюю поверхность вращающегося с высокой скоростью диска нагревают до температуры, которая выше температуры плавления металлического материала;
индукционный нагрев: посредством электродвигателя обеспечивают скоростное вращение указанного вращающегося диска с предварительно установленной скоростью вращения; затем посредством катушки индукционного нагрева верхнюю поверхность вращающегося с высокой скоростью диска нагревают до температуры, которая выше температуры плавления металлического материала;
получение частиц: посредством первой впускной трубы тигля и второй впускной трубы тигля, установленных на указанном корпусе и проходящих в указанный тигель, подают инертный защитный газ высокой чистоты для создания в указанном тигле обратного давления, что приводит к заполнению расплавленным металлом центрального отверстия в нижней части указанного тигля; на пьезоэлектрическую керамику подают импульсный сигнал определенной формы волны, при этом указанная пьезоэлектрическая керамика обеспечивает смещение в направлении вниз, и посредством передаточного стержня, соединенного с указанной пьезоэлектрической керамикой, и прижимной пластины, расположенной внизу указанного передаточного стержня, расплавленный металл, находящийся в области около центрального отверстия, перемещают так, что расплавленный металл выбрасывается из нижней части центрального отверстия с формированием одинаковых капель;
одинаковые капли свободно падают на вращающийся с высокой скоростью диск, при этом одинаковые капли расплава сначала попадают в центр вращающегося диска; поскольку в этот момент центробежная сила относительно небольшая, капли не будут сразу рассеиваться наружу, а будут растекаться по вращающемуся диску по окружности, когда они растекутся до определенного предела, где центробежная сила достаточно большая, растекшийся металл под действием центробежной силы на вращающемся диске будет в виде струек двигаться к краю вращающегося диска и, наконец, разделяться на мелкие капли и слетать; маленькие капли в процессе падения, оказываясь вне емкости, затвердевают и образуют металлический порошок, который падает на собирательная пластину; в то же время прижимную пластину и передаточный стержень возвращают в исходное положение и из емкости плавления в указанном тигле в область центрального отверстия проходит расплавленный жидкий металл;
 сбор частиц: однородный сферический металлический порошок собирают посредством собирательной пластины, установленной в нижней части указанного корпуса.
сбор частиц: однородный сферический металлический порошок собирают посредством собирательной пластины, установленной в нижней части указанного корпуса.
Кроме того, количество указанного металлического материала, загружаемого в указанную внешнюю вмещающую полость, составляет от 50% до 70% объема указанной внешней вмещающей полости.
Кроме того, давление в указанном корпусе после создания вакуума достигает 0,1 МПа; время выдержки после полного расплавления металлического материала составляет 15-20 минут.
Кроме того, диапазон напряжения для индукционного нагрева посредством указанной катушки индукционного нагрева составляет 0-50 В, а время индукционного нагрева составляет 5-15 мин.
По сравнению с аналогами, известными из уровня техники, настоящее изобретение обладает следующими преимуществами:
Согласно настоящему изобретению предложено устройство и способ получения сверхмелкого низкоплавкого сферического металлического порошка с применением капельного распыления, в которых сочетаются импульсное впрыскивание через очень маленькое отверстие и центробежное распыление, при этом расплавленный в тигле металлический материал под действием давления и импульсного возмущения выбрасывается через центральное отверстие в нижней части тигля с образованием одинаковых капель; одинаковые капли падают на вращающийся с высокой скоростью диск и растекаются по круглому диску; растекшийся металл под действием центробежной силы будет в виде струек расходиться по вращающемуся диску до края вращающегося диска и, наконец, разделяться на мелкие капли и слетать, при этом маленькие капли в процессе падения, оказываясь вне емкости, затвердевают. У металлических частиц, полученных традиционным импульсным впрыскиванием через очень маленькое отверстие, сферичность является высокой, а изменение температуры во времени равномерное, но получаемый порошок не приобретает сверхмелких размеров; в случае сочетания с центробежным распылением происходит разделение расплавленного металла на струйки, что значительно улучшает степень уменьшения размеров металлического порошка (размер частиц меньше чем 50 мкм), поэтому можно обеспечивать регулирование размера частиц и удовлетворять требования технологии формования.
Кроме того, раскрытый в настоящем изобретении вращающийся диск представляет собой конструкцию со вставками, в которой для основной части применяется материал с плохой теплопроводностью, то есть с теплопроводностью менее 20 Вт/(м⋅К), который может эффективно уменьшать количество тепла, передаваемое вращающимся диском на высокоскоростной электродвигатель, и предотвращать его отрицательное воздействие на нормальную работу высокоскоростного электродвигателя; при этом в качестве элемента для распыления с плоской поверхностью применяется материал для распыления расплава, обладающий хорошей смачиваемостью, то есть материал с углом смачивания менее 90°, что способствует растеканию капель по элементу для распыления с плоской поверхностью, в результате чего обеспечивается возможность достаточного распыления жидкого металла; элемент для распыления с плоской поверхностью соединен с внутренней стенкой основной части посадкой с натягом так, что во время скоростного вращения вращающегося диска элемент для распыления с плоской поверхностью не вылетает, что обеспечивает его сохранность; когда элемент для распыления с плоской поверхностью установлен на вращающемся диске, между элементом для распыления с плоской поверхностью и основной частью будет отверстие для воздуха, и когда в полости будет создаваться высокий вакуум, то с двух сторон элемента для распыления с плоской поверхностью будет возникать очень большой перепад давления, который негативно влияет на стабильность элемента для распыления с плоской поверхностью, поэтому между принимающей частью и опорной частью основной части вращающегося диска выполнено вентиляционное отверстие, обеспечивающее сообщение между областью нижней торцевой поверхности элемента для распыления с плоской поверхностью и внешней средой, так что давление с двух сторон элемента для распыления с плоской поверхностью поддерживается постоянным, а также дополнительно обеспечивается стабильность и сохранность вращающегося диска во время высокоскоростного центробежного распыления.
Управляемость технологического процесса согласно настоящему изобретению является высокой, что проявляется в следующем: посредством резистивного нагревателя можно точно регулировать температуру тигля; посредством вводимого в тигель и корпус инертного газа можно регулировать перепад давления в тигле и корпусе, при этом обеспечивается непрерывное перемещение расплавленного металла в камерах тигля в направлении центрального отверстия тигля; посредством размера центрального отверстия в нижней части тигля можно регулировать размеры капель; посредством катушки индукционного нагрева можно регулировать температуру поверхности вращающегося диска; возможность регулирования скорости вращения вращающегося диска позволяет регулировать результат разделения расплавленного металла на струйки, благодаря чему можно дополнительно регулировать распределение размеров металлических микрочастиц; благодаря возможности регулирования и контроля технологических параметров можно получать сверхмелкий сферический металлический порошок.
Согласно настоящему изобретению можно получать сверхмелкий металлический порошок, удовлетворяющий требованиям применения, при этом размер частиц можно контролировать, интервал распределения является узким, сферичность - высокой, изменение температуры во времени - равномерным, конструкция - простой, себестоимость - низкой, а объем производства - высоким, поэтому оно подходит для целей промышленного производства.
ОПИСАНИЕ ПРИЛАГАЕМЫХ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
Для более понятного описания технических решений согласно вариантам осуществления настоящего изобретения или аналогам, известным из уровня техники, ниже в простой форме представлены прилагаемые графические материалы, которые нужно применять в отношении вариантов осуществления или аналогов, известных из уровня техники, при этом совершенно очевидно, что описанные ниже прилагаемые графические материалы относятся к нескольким вариантам осуществления настоящего изобретения, и специалисты в данной области техники на основании этих прилагаемых графических материалов без приложения творческих усилий также могут получить другие прилагаемые графические материалы.
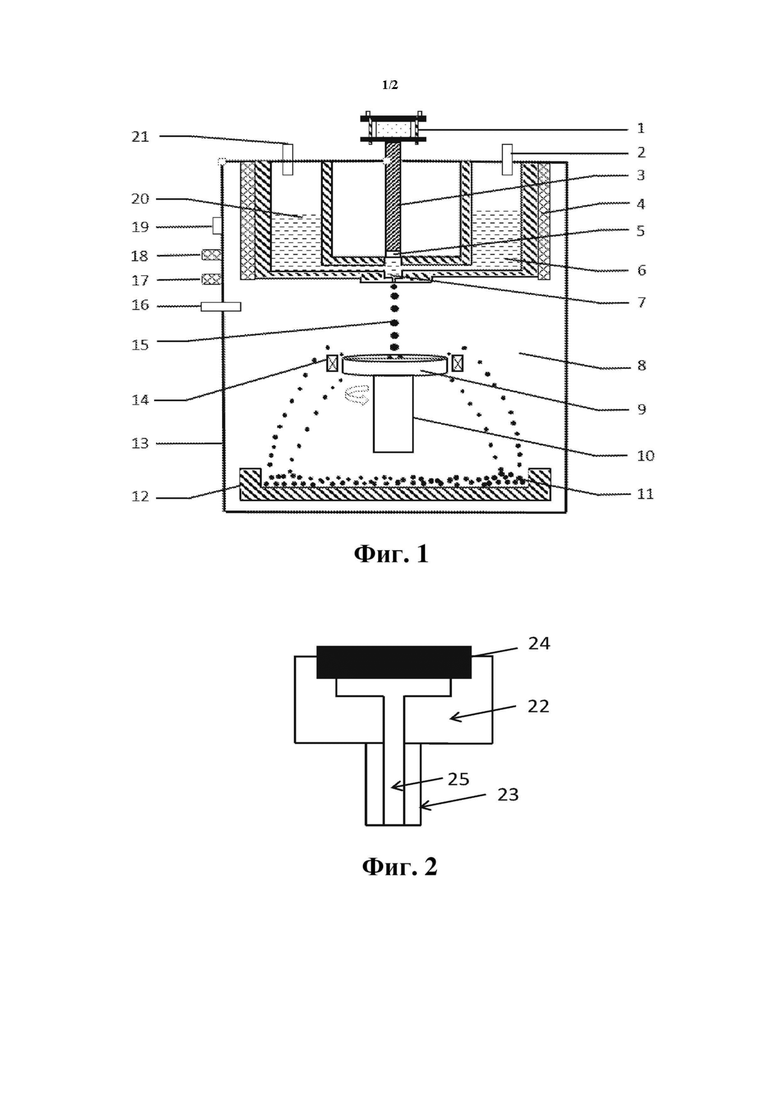
На фиг. 1 представлено схематическое изображение конструкции согласно настоящему изобретению.
На фиг. 2 представлено схематическое изображение конструкции вращающегося диска согласно настоящему изобретению.
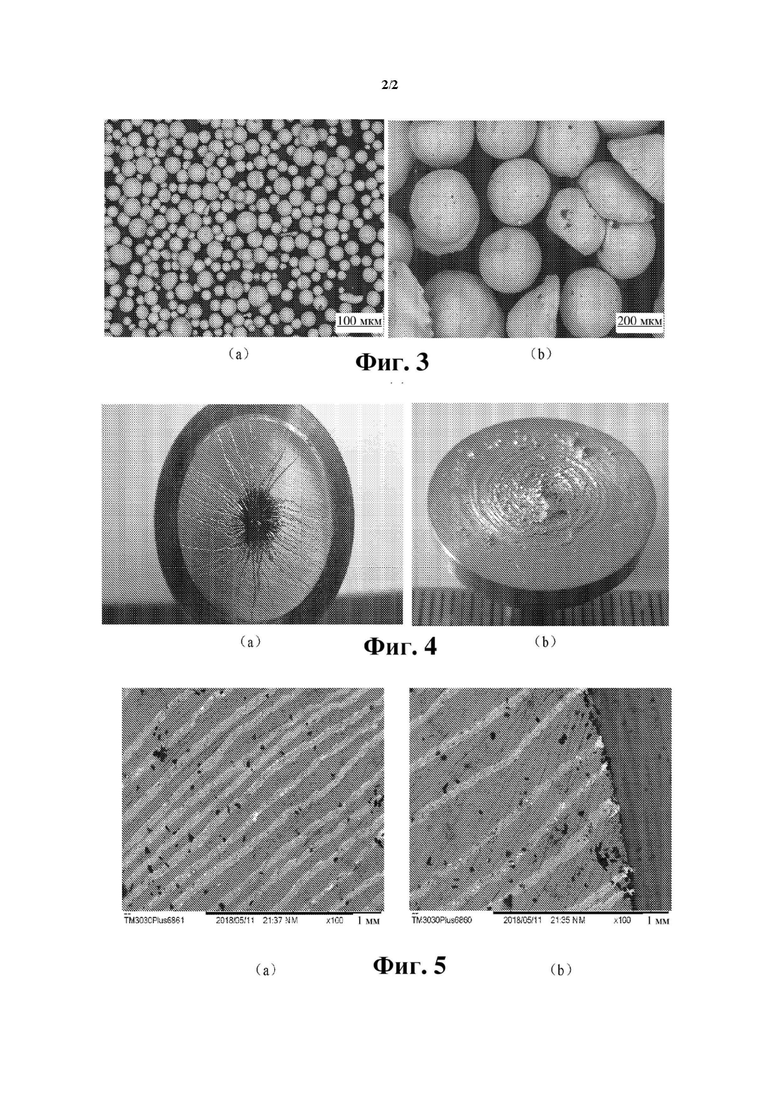
На фиг. 3 представлены сравнительные изображения порошка, полученного с применением устройства и способа согласно настоящему изобретению, и порошка, полученного с применением неусовершенствованного устройства, при этом (а) показывает порошок, полученный согласно настоящему изобретению, а (b) показывает порошок, полученный с применением аналога, известного из уровня техники.
На фиг. 4 представлены сравнительные изображения, относящиеся к поверхности после испытания вращающегося диска согласно настоящему изобретению и поверхности после испытания известного вращающегося диска, при этом (а) показывает поверхность вращающегося диска с разделением в виде струек, а (b) показывает поверхность вращающегося диска аналога, известного из уровня техники.
На фиг. 5 представлены изображения линий движения жидкости по поверхности вращающегося диска согласно настоящему изобретению, при этом (а) показывает линии движения жидкости в области средней части вращающегося диска, а (b) показывает линии движения жидкости в области края вращающегося диска.
На фигурах: 1 - пьезоэлектрическая керамика; 2 - первая впускная труба тигля; 3 - передаточный стержень; 4 - резистивный нагреватель; 5 - прижимная пластина; 6 - правая емкость плавления; 7 - тигель; 8 - полость; 9 - вращающийся диск; 10 - электродвигатель; 11 - металлический порошок; 12 - собирательная пластина; 13 - корпус; 14 - катушка индукционного нагрева; 15 - капля; 16 - впускная труба полости; 17 - механический насос; 18 - диффузионный насос; 19 - воздушный выпускной клапан полости; 20 - левая емкость плавления; 21 - вторая впускная труба тигля; 22 - принимающая часть; 23 - опорная часть; 24 - элемент для распыления с плоской поверхностью; 25 - вентиляционное отверстие.
КОНКРЕТНЫЕ ВАРИАНТЫ ОСУЩЕСТВЛЕНИЯ
Следует отметить, что при отсутствии противоречий варианты осуществления настоящего изобретения и признаки в вариантах осуществления можно объединять друг с другом. Ниже настоящее изобретение описано подробно с помощью вариантов осуществления со ссылками на прилагаемые графические материалы.
Чтобы цели, технические решения и преимущества в вариантах осуществления настоящего изобретения стали более понятными, ниже технические решения в вариантах осуществления настоящего изобретения понятно и основательно описаны со ссылкой на прилагаемые графические материалы, рассматриваемые в совокупности с вариантами осуществления настоящего изобретения; разумеется, описанные варианты осуществления являются всего лишь некоторыми вариантами осуществления настоящего изобретения, а не всеми вариантами осуществления. Описанное ниже в отношении по меньшей мере одного представленного в качестве примера варианта осуществления на самом деле предназначено всего лишь для объяснения и ни в коем случае не служит для ограничения настоящего изобретения и его применения или использования. Все другие варианты осуществления, основанные на вариантах осуществления настоящего изобретения и полученные специалистами в данной области техники без каких-либо творческих усилий, попадают в рамки объема защиты настоящего изобретения.
Следует обратить внимание на то, что термины, применяемые в этом документе, используются исключительно для описания конкретного способа осуществления и не предназначены для ограничения иллюстративных способов осуществления настоящего изобретения. Например, кроме случаев, когда из контекста также недвусмысленно понятно иное, предполагается, что используемая в этом документе форма единственного числа также включает форму множественного числа; кроме того, также следует понимать, что применение в этом описании слов «включать» и/или «содержать» указывает на наличие признаков, этапов, операций, деталей, составных частей и/или их комбинаций.
Если конкретно не указано иное, то относительное расположение, числовые выражения и числовые значения, относящиеся к элементам и этапам, указанным в этих вариантах осуществления, не ограничивают объем настоящего изобретения. В то же время следует понимать, что для удобства описания размеры каждого элемента, показанного в прилагаемых графических материалах, взяты не в реальных пропорциональных отношениях. Технологии, способы и устройства, известные специалистам в данной области техники, могут подробно не рассматриваться, но в соответствующих случаях указанные технологии, способы и устройства следует считать частью представленного описания. Во всех примерах, представленных и рассмотренных в этом документе, любые конкретные значения следует интерпретировать как представленные всего лишь в качестве примера и не предназначенные для ограничения. Следовательно, в других примерах в представленных в качестве примера вариантах осуществления могут содержаться другие значения. Следует отметить следующее: в прилагаемых графических материалах, на которые далее будут делаться ссылки, подобными номерами и литерами обозначены подобные объекты, поэтому если некоторый объект объясняется в отношении одной фигуры, то в отношении последующих фигур его дополнительно рассматривать не требуется.
Следует понимать, что в описании настоящего изобретения относительные положения или позиционные соотношения, указанные словами, связанными с направлением, такими как «передний», «задний», «верхний», «нижний», «левый», «правый», «поперечный», «вертикальный», «перпендикулярный», «горизонтальный», «верх», «низ» и т.п., обычно представляют собой относительные положения или позиционные соотношения, указанные на основании прилагаемых графических материалов, и используются для удобства описания настоящего изобретения, а также для упрощения описания; если не указано иное, эти указывающие относительное положение слова вовсе не указывают и не предполагают то, что соответствующие устройства или элементы должны иметь конкретное относительное положение или быть выполнены и использоваться в конкретном относительном положении, поэтому их нельзя рассматривать как ограничение объема защиты настоящего изобретения: указывающие относительное положение слова «внутри» и «снаружи» указывают на нахождение внутри и снаружи относительно контуров самих частей.
Для удобства описания в этом документе могут использоваться слова и словосочетания, выражающие пространственные отношения, например «над», «под», «на поверхности», «расположенный поверх» и т.п., которые предназначены для описания расположения в пространстве, например, одной детали или признака относительно другой детали или признака, показанных на фигурах. Следует понимать, что слова и словосочетания, выражающие пространственные отношения, кроме относительных положений, описанных в отношении расположения деталей на фигурах, также предназначены указывать и другие относительные положения в процессе применения или эксплуатации. Например, если детали, показанные в прилагаемых графических материалах, перевернуть, то после этого детали, описанные как расположенные «над другими деталями или элементами» или «выше других деталей или элементов», будут расположены как находящиеся «под другими деталями или элементами» или «ниже других деталей или элементов». Следовательно, представленное в качестве примера слово «над» может включать относительное положение «над» и «под». Детали также могут быть расположены по-другому (повернуты на 90 градусов или характеризоваться другим относительным положением), и описание относительного положения, используемое в этом документе, объясняется соответственно.
Кроме того, следует отметить, что использование слов «первый», «второй» и т.п.для определения компонентов предназначено только для обеспечения удобства разграничения соответствующих компонентов, и если не указано иное, то вышеуказанные слова не имеют особого значения, поэтому их нельзя понимать как ограничивающие объем защиты настоящего изобретения.
Как показано на фиг. 1, согласно настоящему изобретению предложено устройство для получения сверхмелкого низкоплавкого сферического металлического порошка с применением капельного распыления, содержащее: корпус 13, тигель 7, установленный в указанном корпусе 13, и область для сбора порошка, при этом указанная область для сбора порошка расположена в нижней части указанного корпуса 13, а указанный тигель 7 расположен над указанной областью для сбора порошка;
указанный тигель 7 представляет собой кольцевую конструкцию с внутренним и внешним элементами, центральная линия которой представляет собой ось; на фигуре видно, что тигель 7 может быть разделен на левую и правую камеры, то есть на левую емкость 20 плавления и правую емкость 6 плавления; по сути, обе емкости плавления находятся в одной и той же кольцевой камере (внутри внешней вмещающей полости); в процессе фактического применения в емкость плавления на одной стороне в зависимости от определенного количества получаемого порошка может вводиться металлический материал, который может засыпаться частично или полностью; нижняя часть внутренней вмещающей полости указанного тигля 7 и нижняя часть внешней вмещающей полости указанного тигля 7 снабжены сквозными центральными отверстиями; между указанной нижней частью внутренней вмещающей полости и указанной нижней частью внешней вмещающей полости предусмотрено пространство для прохождения расплавленного металла; во внутренней вмещающей полости указанного тигля 7 расположен передаточный стержень 3, соединенный с пьезоэлектрической керамикой 1, расположенной снаружи указанного корпуса 13; указанный передаточный стержень 3 на нижнем конце снабжен прижимной пластиной 5; указанная прижимная пластина 5 расположена непосредственно над центральным отверстием указанной внутренней вмещающей полости; указанный корпус 13 дополнительно снабжен впускными трубами тигля, проходящими в указанный тигель 7 в области левой емкости 20 плавления и правой емкости 6 плавления на соответствующей фигуре, которые представляют собой соответственно вторую впускную трубу 21 тигля, соответствующую левой емкости 20 плавления, и первую впускную трубу 2 тигля, соответствующую правой емкости 6 плавления; указанный корпус 13 дополнительно снабжен механическим насосом 17 и диффузионным насосом 18, сообщающимися с указанным тиглем 7; указанный корпус 13 дополнительно снабжен впускной трубой 16 полости и воздушным выпускным клапаном 19 полости;
указанная область для сбора порошка содержит собирательную пластину 12, установленную в нижней части указанного корпуса, и вращающийся диск 9, расположенный над указанной собирательной пластиной 12, соединенный с электродвигателем 10 и предназначенный для распыления частиц металлического порошка.
Как показано на фиг.2, указанный вращающийся диск 9 содержит основную часть, элемент 24 для распыления с плоской поверхностью и вентиляционное отверстие 25;
указанная основная часть представляет собой основной элемент Т-образного продольного сечения, состоящий из принимающей части 22 в верхней части и опорной части 23 в нижней части; указанная принимающая часть 22 на верхней поверхности снабжена круглой выемкой определенного радиуса, соосной с ней в отношении центров окружности; при этом указанная основная часть изготовлена из материала, теплопроводность которого меньше чем 20 Вт/(м⋅К);
указанный элемент 24 для распыления с плоской поверхностью представляет собой элемент в виде круглого диска; указанный элемент в виде круглого диска соответствует указанной круглой выемке и расположен в указанной круглой выемке посадкой с натягом; указанный элемент 24 для распыления с плоской поверхностью выполнен из материала, обеспечивающего угол смачивания с распыляемыми каплями 15 менее 90°;
указанное вентиляционное отверстие 25 выполнено проходящим сквозь указанную принимающую часть 22 и указанную опорную часть 23; указанное вентиляционное отверстие 25 верхней стороной находится в контакте с нижней торцевой поверхностью указанного элемента 24 для распыления с плоской поверхностью; указанное вентиляционное отверстие 25 нижней стороной выполнено в сообщении с внешней средой.
Вокруг указанного вращающегося диска 9 дополнительно предусмотрена катушка 14 индукционного нагрева. У указанной катушки 14 индукционного нагрева толщина нагревания находится в диапазоне 5-20 мм; она связана с частотным преобразователем и источником электропитания со стабилизацией напряжения, расположенными снаружи указанного корпуса 13, при этом у указанного источника электропитания со стабилизацией напряжения диапазон регулирования напряжения составляет 0-50 В. Посредством электродвигателя обеспечивается скоростное вращение указанного вращающегося диска с предварительно установленной скоростью вращения; затем посредством катушки 14 индукционного нагрева верхняя поверхность вращающегося с высокой скоростью диска 9 нагревается до температуры, которая выше температуры плавления металлического материала;
у указанного тигля 7 диаметр центрального отверстия находится в диапазоне от 0,02 мм до 2,0 мм.
Скорость вращения указанного вращающегося диска составляет от 10000 об/мин до 50000 об/мин.
В указанном устройстве в направлении сверху вниз указанная пьезоэлектрическая керамика 1, указанный передаточный стержень 3, указанный тигель 7, указанный резистивный нагреватель 4, указанная прижимная пластина 5, указанный вращающийся диск 9 и указанная катушка 14 индукционного нагрева расположены на одной оси.
Во время работы посредством механического насоса 17 и диффузионного насоса 18 в указанном тигле 7 и указанном корпусе 13 создается вакуум; в условиях обратного давления, создаваемого впуском инертного газа, посредством резистивного нагревателя 4 в тигле 7 нагревается необходимый для изготовления материал; на пьезоэлектрическую керамику 1 подается импульсный сигнал определенной формы волны; пьезоэлектрическая керамика 1 обеспечивает смещение в направлении вниз, которое посредством передаточного стержня 3 и прижимной пластины 5 передается на расплавленный металл, находящийся в области около центрального отверстия тигля 7, в результате чего расплавленный металл выбрасывается из центрального отверстия в нижней части тигля с формированием одинаковых капель 15; одинаковые капли 15 свободно падают на вращающийся диск 9, вращающийся с высокой скоростью; одинаковые капли 15 расплава сначала попадают в центр вращающегося диска 9; поскольку в этот момент центробежная сила относительно небольшая, капли 15 не будут сразу рассеиваться наружу, а будут растекаться по вращающемуся диску 9 по окружности; когда они растекутся до определенного предела, где центробежная сила достаточно большая, растекшийся металл под действием центробежной силы на вращающемся диске 9 будет в виде струек двигаться к краю вращающегося диска 9 и, наконец, разделяться на мелкие капли и слетать; маленькие капли в процессе падения, оказываясь вне емкости, затвердевают и образуют металлический порошок 11, который падает на собирательную пластину 12.
Согласно настоящему изобретению также предложен способ получения сверхмелкого низкоплавкого сферического металлического порошка с применением капельного распыления посредством вышеуказанного устройства, включающий следующие этапы:
 загрузку сырья: подлежащий плавлению металлический материал помещают в тигель 7, расположенный внутри корпуса 13 в верхней части, и герметично закрывают; при этом загружаемое количество указанного металлического материала, загружаемого в указанную внешнюю вмещающую полость, составляет от 50% до 70% объема указанной внешней вмещающей полости;
загрузку сырья: подлежащий плавлению металлический материал помещают в тигель 7, расположенный внутри корпуса 13 в верхней части, и герметично закрывают; при этом загружаемое количество указанного металлического материала, загружаемого в указанную внешнюю вмещающую полость, составляет от 50% до 70% объема указанной внешней вмещающей полости;
 создание вакуума: посредством механического насоса 17 и диффузионного насоса 18 в указанном тигле 7 и указанном корпусе 13 создают вакуум и заполняют их инертным защитным газом высокой чистоты с получением внутри корпуса 13 давления предварительно установленного значения; давление после создания вакуума внутри указанного корпуса 13 достигает 0,1 МПа; время выдержки после полного расплавления металлического материала составляет 15-20 минут;
создание вакуума: посредством механического насоса 17 и диффузионного насоса 18 в указанном тигле 7 и указанном корпусе 13 создают вакуум и заполняют их инертным защитным газом высокой чистоты с получением внутри корпуса 13 давления предварительно установленного значения; давление после создания вакуума внутри указанного корпуса 13 достигает 0,1 МПа; время выдержки после полного расплавления металлического материала составляет 15-20 минут;
 резистивный нагрев: на основании температуры плавления подлежащего нагреванию сырья устанавливают параметры нагревания резистивным нагревателем 4 и посредством термопары, установленной в указанном тигле 7, осуществляют контроль в реальном времени за температурой внутри указанного тигля 7 с поддержанием необходимой температуры после полного расплавления металлического материала;
резистивный нагрев: на основании температуры плавления подлежащего нагреванию сырья устанавливают параметры нагревания резистивным нагревателем 4 и посредством термопары, установленной в указанном тигле 7, осуществляют контроль в реальном времени за температурой внутри указанного тигля 7 с поддержанием необходимой температуры после полного расплавления металлического материала;
индукционный нагрев: посредством электродвигателя 10 обеспечивают скоростное вращение указанного вращающегося диска 9 с предварительно установленной скоростью вращения; затем посредством катушки 14 индукционного нагрева верхнюю поверхность вращающегося с высокой скоростью диска 9 нагревают до температуры, которая выше температуры плавления металлического материала; диапазон напряжения для индукционного нагрева посредством указанной катушки 14 индукционного нагрева составляет 0-50 В, а время индукционного нагрева составляет 5-15 мин;
получение частиц: посредством первой впускной трубы 2 тигля и второй впускной трубы 21 тигля, установленных на указанном корпусе 13 и проходящих в указанный тигель 7, подают инертный защитный газ высокой чистоты для создания в указанном тигле 7 обратного давления, что приводит к заполнению расплавленным металлом центрального отверстия в нижней части указанного тигля 7; на пьезоэлектрическую керамику 1 подают импульсный сигнал определенной формы волны, при этом указанная пьезоэлектрическая керамика 1 обеспечивает смещение в направлении вниз, и посредством передаточного стержня 3, соединенного с указанной пьезоэлектрической керамикой 1, и прижимной пластины 5, расположенной внизу указанного передаточного стержня 3, расплавленный металл, находящийся в области около центрального отверстия, перемещают так, что расплавленный металл выбрасывается из нижней части центрального отверстия с формированием одинаковых капель 15;
одинаковые капли 15 свободно падают на вращающийся с высокой скоростью диск 9, при этом одинаковые капли 15 расплава сначала попадают в центр вращающегося диска 9; поскольку в этот момент центробежная сила относительно небольшая, капли 15 не будут сразу рассеиваться наружу, а будут растекаться по вращающемуся диску 9 по окружности, когда они растекутся до определенного предела, где центробежная сила достаточно большая, растекшийся металл под действием центробежной силы на вращающемся диске 9 будет в виде струек двигаться к краю вращающегося диска 9 и, наконец, разделяться на мелкие капли и слетать; маленькие капли в процессе падения, оказываясь вне емкости, затвердевают и образуют металлический порошок 11, который падает на собирательную пластину 12; в то же время прижимную пластину 5 и передаточный стержень 3 возвращают в исходное положение и из емкости плавления в указанном тигле 7 в область центрального отверстия проходит расплавленный жидкий металл;
 сбор частиц: посредством собирательной пластины 12, установленной в нижней части указанного корпуса, однородный сферический металлический порошок собирают.
сбор частиц: посредством собирательной пластины 12, установленной в нижней части указанного корпуса, однородный сферический металлический порошок собирают.
Вариант осуществления 1
Конкретный способ осуществления с применением устройства, показанного на фиг. 1, для получения сферического порошка из сплава Sn63Pb37:
Сварочную проволоку Sn63Pb37 разрезают на короткие отрезки величиной приблизительно 5 мм и после ультразвуковой очистки помещают в емкость плавления тигля 7; на основании требований выбирают величину диаметра центрального отверстия тигля, при этом диаметр центрального отверстия находится в диапазоне от 0,02 мм до 2,0 мм; например, для получения частиц размером от 25 мкм до 50 мкм выбирают центральное отверстие диаметром от 0,02 мм до 1,0 мм; например, для получения частиц размером от 50 мкм до 100 мкм выбирают центральное отверстие диаметром от 1,0 мм до 2,0 мм; загружаемое количество сырья Sn63Pb37 достигает величины, составляющей от 50% до 70% объема емкости плавления;
посредством механического насоса 17 и диффузионного насоса 18 в указанном тигле 7 и указанном корпусе 13 создают вакуум уровнем до 0,001 Па; по первой впускной трубе 2 тигля и второй впускной трубе 20 тигля, а также по впускной трубе 16 полости вводят инертный газ аргон, чтобы давление в корпусе 13 и тигле 7 достигло 0,1 МПа;
на тигель 7 устанавливают резистивный нагреватель 4, при этом в нижнюю часть тигля 7 вставляют термопару; выбранный для использования в испытании вращающийся диск 9 из нержавеющей стали с медными вставками соединяют с электродвигателем 10; вокруг вращающегося диска 9 устанавливают катушку 14 индукционного нагрева, после чего корпус 13 герметично закрывают;
посредством резистивного нагревателя 4 тигель 7 нагревают, при этом температура нагревания составляет 260°С, а скорость нагревания составляет 15°С/мин; температуру поддерживают 10 мин, чтобы металлический материал в тигле 7 полностью расплавился;
посредством электродвигателя 10 обеспечивают скорость вращения указанного вращающегося диска 9, составляющую 24000 об/мин; затем напряжение индукционного нагрева катушки 14 индукционного нагрева устанавливают равным 21 В, при этом сила тока для индукционного нагрева составляет 8 А, а время индукционного нагрева устанавливают равным 10 мин; поверхность
вращающегося с высокой скоростью диска 9 нагревают до температуры плавления металлического материала, составляющей более 183°С;
на пьезоэлектрическую керамику 1 подают импульсный сигнал волны трапецеидальной формы и устанавливают частоту, составляющую 100 Гц; пьезоэлектрическая керамика 1 обеспечивает смещение в направлении вниз, которое посредством передаточного стержня 3 и прижимной пластины 5 передается расплавленному металлу, находящемуся в области около центрального отверстия тигля 7, в результате чего расплавленный металл выбрасывается из центрального отверстия в нижней части тигля с формированием одинаковых капель 15; одинаковые капли 15 свободно падают на вращающийся с высокой скоростью диск 9, при этом одинаковые капли 15 расплава сначала попадают в центр вращающегося диска 9; поскольку в этот момент центробежная сила относительно небольшая, капли 15 не будут сразу рассеиваться наружу, а будут растекаться по вращающемуся диску 9 по окружности; когда они растекутся до определенного предела, где центробежная сила достаточно большая, растекшийся металл под действием центробежной силы на вращающемся диске 9 будет в виде струек двигаться к краю вращающегося диска 9 и, наконец, разделяться на мелкие капли и слетать; маленькие капли в процессе падения, оказываясь вне емкости, затвердевают и образуют металлический порошок 11, который падает на собирательную пластину 12.
После получения порошка на пьезоэлектрическую керамику 1 прекращают подавать импульсный сигнал волны трапецеидальной формы, то есть прекращают выбрасывание капель; останавливают высокоскоростной электродвигатель 10, в результате чего вращающийся диск 9 прекращает вращаться; выключают резистивный нагреватель 4 и катушку 14 индукционного нагрева, ожидают, пока температура снижается до комнатной температуры, и извлекают металлический порошок 11, находящийся на собирательной пластине 12; наконец, перекрывают впускную трубу 16 полости, а также первую впускную трубу 2 тигля и вторую впускную трубу 20 тигля и посредством механического насоса 10 в тигле 7 и корпусе 13 создают низкий вакуум величиной менее 5 Па, чтобы оборудование находилось в вакуумированном состоянии, когда не работает.
Со ссылкой на фиг. 3; из изображения (b) можно понять, что размер частиц порошка, полученного с применением технологий, известных из уровня техники, относительно большой и есть полусферические частицы, а на изображении (а) показан порошок, полученный с применением способа согласно настоящему изобретению, при этом частицы порошка явно отличаются уменьшенным размером, так что величина зерна удовлетворяет требованиям применения, а сферичность становится высокой, при этом морфология порошка также улучшается и нет полусферических частиц.
Со ссылкой на фиг. 4; на изображении (b) показан диск для распыления после осуществления распыления согласно технологии, известной из уровня техники; поскольку смачиваемость материала диска для распыления и материала полученного металлического порошка очень низкая и температура вращающегося диска в процессе распыления очень низкая, то происходит разделение жидкости, подобно пленке, и на поверхности для распыления будет появляться сравнительно толстая твердеющая пленка жидкости, при этом поверхность этой пленки жидкости очень грубая, что затем не способствует последующему распылению капель металла и будет серьезно влиять на результат распыления и эффективность распыления. На изображении (а) показана поверхность для распыления в результате применения способа согласно настоящему изобретению; можно заметить, что форма после распыления стала формой с заметным разделением на струйки, при этом форма с разделением на струйки значительно улучшает уменьшение размеров частиц металлического порошка.
Со ссылкой на фиг. 5; на изображении (а) показаны линии потока жидкости в средней части вращающегося диска; из изображения можно понять, что ширина линий потока жидкости составляет меньше 50 мкм, что может объяснить то, что мелкий размера порошка, полученного этим способом, обусловлен формированием более тонких потоков жидкости в виде тонких струек. На изображении (b) представлены линии потока жидкости в области края вращающегося диска; можно увидеть следы, оставшиеся после вылета маленьких капель, на основании чего можно сказать, что жидкий металл в результате полного центробежного распыления рассеивается за край.
Таким образом, согласно настоящему изобретению в отношении жидкого металла исключается традиционная форма разделения расплавленного металла и осуществляется разделение в виде струек, которое можно осуществить, только если распыляемая среда представляет собой водный раствор или органический раствор; по сравнению с существующими технологиями центробежного распыления, порошок, полученный распылением с разделением на струйки, может стать серьезным шагом вперед в отношении сверхмелкого распыления; в то же время таким способом можно получать низкоплавкий сверхмелкий металлический сферический порошок, характеризующийся высокой сферичностью, хорошей текучестью и растекаемостью, отсутствием вторичных капель и соответствующий требованиям к использованию.
Наконец, следует отметить следующее: все представленные выше варианты осуществления предназначены исключительно для объяснения технических решений согласно настоящему изобретению, а не для его ограничения; хотя настоящее изобретение было подробно описано посредством рассмотренных выше вариантов осуществления, специалистам в данной области техники должно быть понятно, что в технические решения, представленные с помощью рассмотренных выше вариантов осуществления, они все же могут вносить изменения или же выполнять эквивалентные замены в отношении части или всех технических признаков, представленных в них; однако эти изменения или замены вовсе не означают, что суть соответствующих технических решений выходит за пределы объема технических решений во всех вариантах осуществления настоящего изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО И СПОСОБ ПОЛУЧЕНИЯ СФЕРИЧЕСКОГО МЕТАЛЛИЧЕСКОГО ПОРОШКА, ПРИМЕНЯЕМОГО В 3D-ПЕЧАТИ | 2019 |
|
RU2770923C1 |
| Устройство для распыления потока расплава с помощью газа | 2020 |
|
RU2816832C1 |
| СПОСОБ ПОДГОТОВКИ ЧАСТИЦ РАДИОАКТИВНЫХ МЕТАЛЛОВ ИЛИ СПЛАВОВ МЕТАЛЛОВ | 2001 |
|
RU2271264C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ПОРОШКОВЫХ ЧАСТИЦ ПУТЕМ АТОМИЗАЦИИ СЫРЬЕВОГО МАТЕРИАЛА В ФОРМЕ УДЛИНЕННОГО ЭЛЕМЕНТА | 2015 |
|
RU2693244C2 |
| ИСТОЧНИК ЭЛЕКТРОНОВ, ИСТОЧНИК РЕНТГЕНОВСКОГО ИЗЛУЧЕНИЯ И УСТРОЙСТВО, В КОТОРОМ ИСПОЛЬЗУЕТСЯ ИСТОЧНИК РЕНТГЕНОВСКОГО ИЗЛУЧЕНИЯ | 2015 |
|
RU2668268C2 |
| УЛЬТРАЗВУКОВОЕ ИЗМЕЛЬЧЕНИЕ ЗЕРНА | 2016 |
|
RU2782769C2 |
| ГЕНЕРИРУЮЩАЯ АЭРОЗОЛЬ СИСТЕМА, СОДЕРЖАЩАЯ ВИБРАЦИОННЫЙ ЭЛЕМЕНТ | 2016 |
|
RU2713326C2 |
| ГЕНЕРИРУЮЩАЯ АЭРОЗОЛЬ СИСТЕМА, КАРТРИДЖ ДЛЯ ГЕНЕРИРУЮЩЕЙ АЭРОЗОЛЬ СИСТЕМЫ И РАСПЫЛИТЕЛЬ ДЛЯ РАСПЫЛЕНИЯ ЖИДКОГО ОБРАЗУЮЩЕГО АЭРОЗОЛЬ СУБСТРАТА ДЛЯ ГЕНЕРИРОВАНИЯ АЭРОЗОЛЯ | 2016 |
|
RU2804294C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСКА ТУРБИНЫ, ИНТЕГРИРОВАННОГО С ВАЛОМ | 2024 |
|
RU2829982C1 |
| ИНТЕЛЛЕКТУАЛЬНАЯ ИНСПЕКЦИОННАЯ РОБОТОТЕХНИЧЕСКАЯ СИСТЕМА НА НАПРАВЛЯЮЩЕЙ, ПРЕДНАЗНАЧЕННАЯ ДЛЯ РАБОТЫ В ПОМЕЩЕНИИ | 2015 |
|
RU2670548C1 |
Изобретение может быть использовано в 3D-печати и производстве полупроводниковых интегральных схем. Устройство для получения сверхмелкого низкоплавкого сферического металлического порошка с применением капельного распыления содержит корпус (13), тигель (7) и область для сбора порошка, снабжённую собирательной пластиной (12) и соединенным с электродвигателем (10) вращающимся диском (9), в котором элемент для распыления изготовлен из металлического материала, обеспечивающего угол смачивания с каплями (15) менее 90°, и вставлен в основную часть. В тигель (7) загружают металлическое сырьё и герметично его закрывают. Затем посредством механического (17) и диффузионного (18) насосов создают вакуум 0,1 МПа, проводят резистивный нагрев нагревателем (4), посредством электродвигателя (10) обеспечивают вращение диска (9) с предварительно установленной скоростью 10000-50000 об/мин и с помощью катушки (14) индукционного нагрева нагревают его верхнюю поверхность до температуры, превышающей температуру плавления металлического сырья. Время выдержки после полного расплавления 15-20 мин, напряжение индукционного нагрева 0-50 В, а время - 5-15 мин. По первой и второй впускным трубам (2) и (21) подают инертный защитный газ высокой чистоты для создания в тигле (7) обратного давления. На пьезоэлектрическую керамику (1) подают импульсный сигнал и посредством передаточного стержня (3) и прижимной пластины (5) перемещают расплавленный металл, находящийся в области около центрального отверстия, так, что он выбрасывается из нижней части центрального отверстия с формированием одинаковых капель (15), которые свободно падают на вращающийся диск (9). Образовавшийся металлический порошок (11) собирают на собирательной пластине (12). Полученный низкоплавкий сверхмелкий металлический сферический порошок характеризуется высокой сферичностью, хорошей текучестью и растекаемостью. 2 н. и 8 з.п. ф-лы, 5 ил.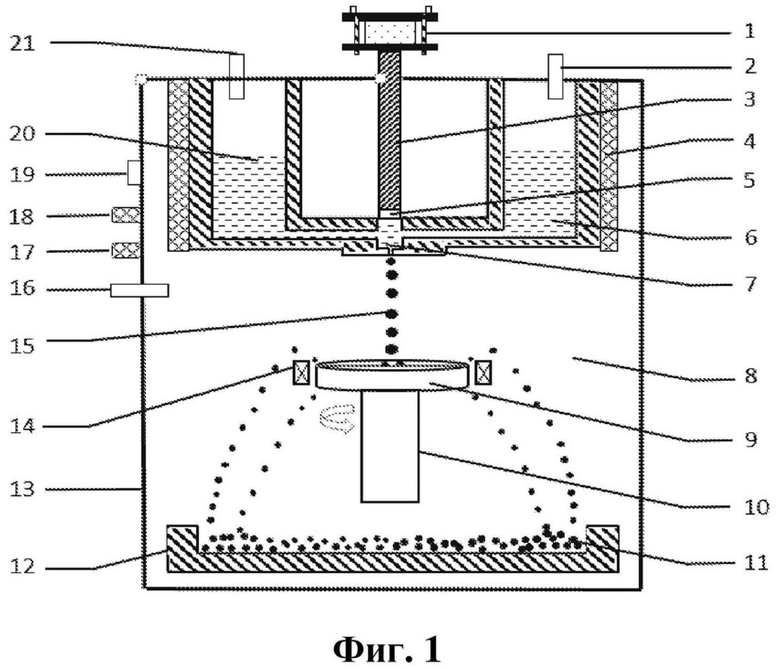
1. Устройство для получения сверхмелкого низкоплавкого сферического металлического порошка с применением капельного распыления, содержащее: корпус (13), тигель (7), установленный в указанном корпусе (13), и область для сбора порошка, при этом указанная область для сбора порошка расположена в нижней части указанного корпуса (13); указанный тигель (7) расположен над указанной областью для сбора порошка; указанный тигель (7) представляет собой кольцевую конструкцию с внутренним и внешним элементами, центральная линия которой представляет собой ось; нижняя часть внутренней вмещающей полости указанного тигля (7) и нижняя часть внешней вмещающей полости указанного тигля (7) снабжены сквозными центральными отверстиями; между указанной нижней частью внутренней вмещающей полости и указанной нижней частью внешней вмещающей полости предусмотрено пространство для прохождения расплавленного металла; во внутренней вмещающей полости указанного тигля (7) расположен передаточный стержень (3), соединенный с пьезоэлектрической керамикой (1), расположенной снаружи указанного корпуса (13); указанный передаточный стержень (3) на нижнем конце снабжен прижимной пластиной (5); указанная прижимная пластина (5) расположена непосредственно над центральным отверстием указанной внутренней вмещающей полости; указанный корпус (13) снабжен впускными трубами тигля, проходящими в указанный тигель (7); указанный корпус (13) дополнительно снабжен механическим насосом (17) и диффузионным насосом (18), сообщающимися с указанным тиглем (7); указанный корпус (13) дополнительно снабжен впускной трубой (16) полости и воздушным выпускным клапаном (19) полости; указанная область для сбора порошка содержит собирательную пластину (12), установленную в нижней части указанного корпуса, и вращающийся диск (9), расположенный над указанной собирательной пластиной (12), соединенный с электродвигателем (10) и предназначенный для распыления металлических частиц; отличающееся тем, что указанный вращающийся диск (9) содержит основную часть, элемент (24) для распыления с плоской поверхностью и вентиляционное отверстие (25); указанная основная часть представляет собой основной элемент Т-образного продольного сечения, состоящий из принимающей части (22) в верхней части и опорной части (23) в нижней части; указанная принимающая часть (22) на верхней поверхности снабжена круглой выемкой, соосной с ней в отношении центров окружности; при этом указанная основная часть изготовлена из материала, теплопроводность которого составляет менее 20 Вт/(м⋅К); указанный элемент (24) для распыления с плоской поверхностью представляет собой элемент в виде круглого диска; указанный элемент в виде круглого диска соответствует круглой выемке в указанной принимающей части и расположен в указанной круглой выемке посадкой с натягом; указанный элемент (24) для распыления с плоской поверхностью выполнен из материала, обеспечивающего угол смачивания с распыляемыми каплями (15) менее 90°; указанное вентиляционное отверстие (25) выполнено проходящим сквозь указанную принимающую часть (22) и указанную опорную часть (23); указанное вентиляционное отверстие (25) верхней стороной находится в контакте с нижней торцевой поверхностью указанного элемента (24) для распыления с плоской поверхностью; указанное вентиляционное отверстие (25) нижней стороной выполнено в сообщении с внешней средой; вокруг указанного вращающегося диска (9) дополнительно предусмотрена катушка индукционного нагрева (14).
2. Устройство для получения сверхмелкого низкоплавкого сферического металлического порошка с применением капельного распыления по п. 1, отличающееся тем, что диаметр центрального отверстия указанного тигля (7) находится в диапазоне от 0,02 до 2,0 мм.
3. Устройство для получения сверхмелкого низкоплавкого сферического металлического порошка с применением капельного распыления по п. 1, отличающееся тем, что толщина нагревания указанной катушки (14) индукционного нагрева находится в диапазоне 5-20 мм и она связана с частотным преобразователем и источником электропитания со стабилизацией напряжения, расположенными снаружи указанного корпуса (13).
4. Устройство для получения сверхмелкого низкоплавкого сферического металлического порошка с применением капельного распыления по п. 1, отличающееся тем, что в указанном устройстве в направлении сверху вниз указанная пьезоэлектрическая керамика (1), указанный передаточный стержень (3), указанный тигель (7), указанная прижимная пластина (5), указанный вращающийся диск (9) и указанная катушка индукционного нагрева (14) расположены на одной оси.
5. Способ получения сверхмелкого низкоплавкого сферического металлического порошка с применением капельного распыления посредством устройства по любому из пп. 1-4, отличающийся тем, что включает следующие этапы:
 загрузку сырья: подлежащий плавлению металлический материал помещают во внешнюю вмещающую полость тигля (7), расположенного внутри корпуса (13) в верхней части, и герметично закрывают;
загрузку сырья: подлежащий плавлению металлический материал помещают во внешнюю вмещающую полость тигля (7), расположенного внутри корпуса (13) в верхней части, и герметично закрывают;
 создание вакуума: посредством механического насоса (17) и диффузионного насоса (18) в указанном тигле (7) и указанном корпусе (13) создают вакуум и заполняют их инертным защитным газом высокой чистоты с получением внутри корпуса (13) давления предварительно установленного значения;
создание вакуума: посредством механического насоса (17) и диффузионного насоса (18) в указанном тигле (7) и указанном корпусе (13) создают вакуум и заполняют их инертным защитным газом высокой чистоты с получением внутри корпуса (13) давления предварительно установленного значения;
 резистивный нагрев: на основании температуры плавления подлежащего нагреванию сырья устанавливают параметры нагревания резистивным нагревателем (4) и посредством термопары, установленной в указанном тигле (7), осуществляют контроль в реальном времени за температурой внутри указанного тигля (7) с поддержанием необходимой температуры после полного расплавления металлического материала;
резистивный нагрев: на основании температуры плавления подлежащего нагреванию сырья устанавливают параметры нагревания резистивным нагревателем (4) и посредством термопары, установленной в указанном тигле (7), осуществляют контроль в реальном времени за температурой внутри указанного тигля (7) с поддержанием необходимой температуры после полного расплавления металлического материала;
 индукционный нагрев: посредством электродвигателя (10) обеспечивают скоростное вращение указанного вращающегося диска (9) с предварительно установленной скоростью вращения; затем посредством катушки (14) индукционного нагрева верхнюю поверхность вращающегося с высокой скоростью диска (9) нагревают до температуры, которая выше температуры плавления металлического материала;
индукционный нагрев: посредством электродвигателя (10) обеспечивают скоростное вращение указанного вращающегося диска (9) с предварительно установленной скоростью вращения; затем посредством катушки (14) индукционного нагрева верхнюю поверхность вращающегося с высокой скоростью диска (9) нагревают до температуры, которая выше температуры плавления металлического материала;
 получение частиц: посредством первой впускной трубы (2) тигля и второй впускной трубы (21) тигля, установленных на указанном корпусе (13) и проходящих в указанный тигель (7), подают инертный защитный газ высокой чистоты для создания в указанном тигле (7) обратного давления, что приводит к заполнению расплавленным металлом центрального отверстия в нижней части указанного тигля (7); на пьезоэлектрическую керамику (1) подают импульсный сигнал, при этом указанная пьезоэлектрическая керамика (1) обеспечивает смещение в направлении вниз, и посредством передаточного стержня (3), соединенного с указанной пьезоэлектрической керамикой (1), и прижимной пластины (5), расположенной внизу указанного передаточного стержня (3), расплавленный металл, находящийся в области около центрального отверстия, перемещают так, что расплавленный металл выбрасывается из нижней части центрального отверстия с формированием одинаковых капель (15);
получение частиц: посредством первой впускной трубы (2) тигля и второй впускной трубы (21) тигля, установленных на указанном корпусе (13) и проходящих в указанный тигель (7), подают инертный защитный газ высокой чистоты для создания в указанном тигле (7) обратного давления, что приводит к заполнению расплавленным металлом центрального отверстия в нижней части указанного тигля (7); на пьезоэлектрическую керамику (1) подают импульсный сигнал, при этом указанная пьезоэлектрическая керамика (1) обеспечивает смещение в направлении вниз, и посредством передаточного стержня (3), соединенного с указанной пьезоэлектрической керамикой (1), и прижимной пластины (5), расположенной внизу указанного передаточного стержня (3), расплавленный металл, находящийся в области около центрального отверстия, перемещают так, что расплавленный металл выбрасывается из нижней части центрального отверстия с формированием одинаковых капель (15);
одинаковые капли (15) свободно падают на вращающийся диск (9), при этом одинаковые капли (15) расплава сначала попадают в центр вращающегося диска (9); поскольку в этот момент центробежная сила небольшая, капли (15) не будут сразу рассеиваться наружу, а растекаются по вращающемуся диску (9) по окружности; когда они растекаются, центробежная сила становится большой, и растекшийся металл под действием центробежной силы на вращающемся диске (9) двигается в виде струек к краю вращающегося диска (9), а затем разделяется на мелкие капли и слетает; маленькие капли в процессе падения, оказываясь вне емкости, затвердевают и образуют металлический порошок (11), который падает на собирательную пластину (12); и в то же время прижимную пластину (5) и передаточный стержень (3) возвращают в исходное положение и расплавленный жидкий металл из емкостей плавления в указанном тигле (7) проходит в область центрального отверстия;
 сбор частиц: однородный сферический металлический порошок собирают посредством собирательной пластины (12), установленной в нижней части указанного корпуса.
сбор частиц: однородный сферический металлический порошок собирают посредством собирательной пластины (12), установленной в нижней части указанного корпуса.
6. Способ получения сверхмелкого низкоплавкого сферического металлического порошка с применением капельного распыления по п. 5, отличающийся тем, что количество указанного металлического материала, загружаемого в указанную внешнюю вмещающую полость, составляет от 50 до 70% объема указанной внешней вмещающей полости.
7. Способ получения сверхмелкого низкоплавкого сферического металлического порошка с применением капельного распыления по п. 5, отличающийся тем, что давление после создания вакуума в указанном корпусе (13) достигает 0,1 МПа и время выдержки после полного расплавления металлического материала составляет 15-20 минут.
8. Способ получения сверхмелкого низкоплавкого сферического металлического порошка с применением капельного распыления по п. 5, отличающийся тем, что диапазон напряжения для индукционного нагрева посредством указанной катушки (14) индукционного нагрева составляет 0-50 В, а время индукционного нагрева составляет 5-15 мин.
9. Способ получения сверхмелкого низкоплавкого сферического металлического порошка с применением капельного распыления по п. 5, отличающийся тем, что скорость вращения указанного вращающегося диска (9) составляет от 10000 до 50000 об/мин.
10. Способ получения сверхмелкого низкоплавкого сферического металлического порошка с применением капельного распыления по п. 5, отличающийся тем, что диапазон регулирования напряжения указанного источника электропитания со стабилизацией напряжения составляет 0-50 В.
| CN 104588674 A, 06.05.2015 | |||
| RU 2058853 C1, 27.04.1996 | |||
| US 4323523 A, 06.04.1982 | |||
| JP 2009062573 A, 26.03.2009 | |||
| JP 2017128778 A, 27.07.2017 | |||
| CN 104550989 A, 29.04.2015 | |||
| CN 107350477 A, 17.11.2017. |

