I
Изобретение относится к литейному производству, а именно к составам смесей для изготовления литейных стержней и форм, отверждаемых при комнатной температуре нродувкой воздухом.
Известна смесь, ускоренно отверждаемая при комнатной температуре продувкой воздухом, содержаа ая огнеупорный наполн1Гтель, карбамидно-фурановое связующее и кислотный катализатор 1|. Продувка воздухом в данном случае позволяет резко интенсифипировать процесс холодного отверждения стержней и форм. Однако указанная смесь обладает весьма ограниченной живучестью, составляющей не более 5 мин, что ограничивает возможности ее использования.
Наиболее близкой к описываемому изобретению по технической сущности и достигаемому результату является смесь для изготовления литейных стержней и форм, отверждаемых продувкой воздухом, содержащая огнеупорный наполнитель и комплексное связующее на основе фенол-формальдегидно-фурановой смолы, сульфитно-спиртовой барды и нефелинового шлама 2.
При продувке указанной смеси воздухом она затвердевает в течение 1-3 мин в присутствии нефе.чинового шлама, который вводят в смесь с целью ускорения отверждения. Однако после затвердевания смесь имеет стабильную прочность только в течение 11 ч, а далее прочность снижается из-за гигроскопичности смеси. Живучесть смеси при хранении в коробе, закрытом влажной мешковиной, 48 ч; 3 дальнейшем смесь твердеет самопроизвольно вследствие взаимодействия нефелинового шлама с водой, содержащейся в сульфитно-спиртовой барде и фурановой
с.моле.
Основным связующим компонентом известной смеси является смола, а сульфитноспиртовая барда (ССБ) является пластификатором смолы. При продувке известной смеси без ССБ пленка смолы охрупчивается
в результате ускоренной потери влаги. Известная смесь содержит неоправданно высокое количество связующего (до 3,6°/о по весу совместно с сульфитной бардой), что способствует повыщению прилипаемости ее к
оснастке, повышению газотворности при заливке и снижению газопроницаемости.
Цель изобретения - повышение живучести и текучести смеси, прочностг: ос я отвержденном состоянии, снижение осыпаемости. гигроскопичности, прилипаемости к ociiacTKc, газотворности и склонности к ири|-ару. Для достижения цели смесь для изготовления литейных стержней и форм, отверждаемых продувкой воздухом, включающая огнеупорный наполнитель и комплексное связующее, содержит в качестве комплексного связующего ноливинилбутираль и нульвербакелит в сочетании с растворителями -- этиловым спиртом и этилацетатом при следующем количественном соотнощении ингредиентов, вес. %: 0,08-0,009 Поливинилбутираль 0,34-0,42 Пульвербакелит 1,22-1,49 Этиловый спирт 0,66-0,80 Этилацетат Огнеупорный Остальное наполнитель Огнеупорный наполнитель является основой смеси и представляет собой формовочный песок по ГОСТ 2138-74, охлажденный до температуры не выще 25°С, с влажностью не более 0,2%. Поливинилбутираль (ГОСТ 9439-73) -- порошок белого цвета - продукт взаимодействия поливинилового сиирта и масляного альдегида. В предлагаемой смеси используется клеевой Поливинилбутираль марок «КА, и «КБ. Он обладает высокимипленкообразующими свойствами. Поливинилбутираль в описываемой смеси применяется в растворе этилового спирта и является основным компонентом связующего. Пульвербакелит (ГОСТ 3552-63) пор01нкообразное органическое связующее, измельченпая смесь новолачной фенол-формальдегидной смолы с уротропином. В составе связующего Пульвербакелит применяетея в виде раствора в этилацетате в качестве добавки, пластифицируюн1ей основной компонент связующего предлагаемой смеси - юливинилбутираль в растворе этилового спирта. Этилацетат - технический эфир уксусной кислоты (ГОСТ 8981-71), представ.чяет собой прозрачную бесцветную жидкость плотностью при 20°С (0,885-0.905) г/смЗ. Роль этилацетата еостоит в том, чтобы равномерно распределять пластификатор в основном компоненте связующего, учитывая, что Этилацетат совмещается с этиловы.м спиртом, а Поливинилбутираль в последнем растворяется. С другой стороны, Этилацетат новыщает «летучесть - упругость паров получаемого раствора связующего на этиловом спирте. При продувке предлагаемой смеси воздухо.м растворитель связующего -- этиловый спирт с этплацетато.м - улетучивается весьма интенсивно, быстро возрастает нрочн сть за счет образующейся пленки связующего на поверхности частиц огнеупорного наполнителя. При этом охрупчиващ1Я пленки ноливинилбутираля не наблюдается напряжения в пленке связующего релаксируются пластифицирующей пленкой ну..ьвербакелита, опережающей возникновение пленки поливинилбутираля из-за более быстрого улетучивания наров этилацетата. При содержании ингредиентов комп.тексного связующего ниже нижнего предела резко снижается прочность смеси в отвержденном состоянии, а при содержании их выще верхнего предела наблюдается нежелательное возрастание газотворности и снижение текучести смеси. Связующее приготавливают следующим образом. Поливинилбутираль полностью растворяют в этиловом спирте в присутствии расчетного количества этилацетата без подогрева. Далее вводят порощок пульвербакелита и ведут растворение носледнего при непрерывном перемешивании до получения однородlioro раствора при 50-60°С в течение 1,5- Готовое связующее является истинным раствором с вязкостью 30-40 сПз; взвешенных частиц поливинилбутираля и пульвербаке,1ита раствор не содержит. Дополнительное введение растворителей в процессе приготовления связующего не предусматривается, так как смешивание ко.мпонентов связующего производят в .мешалке закрытого ти.па, например реакторной. Предлагаемую с.месь приготавливают в лопастном или катковом с.месителе обычного типа, смешивая огнеупорный наполнитель со связующим в течение 2 мин. Полученную смесь можно хранить как угодно долго в закрытых коробках иеред использованием для изготовления стержней и форм. Предпочтительный способ изготовления етержней - пескодувный, неекострельный, в условиях массового и крупносерийного производства. Отверждение смеси в оснастке осуществляют при комнатной температуре за счет продувки сжатым воздухом. Давление продуваемого воздуха на стандартных образцах 1.1кгс/см. Опытные стержни в зависимости от толщины (протяженности по фронту продувки) от 30 до 300 .мм продувают под давлением от 0,5 до 2,0 кгс/с.м с учетом сопротивления слоя. Требования к влаго- и маслосодержанию воздуха, предназначенного для продувки, являются общими для заводских .магистралей сжатого воздуха. В табл. 1 представлены составы предла1аемой с.меси (№ 1-3) и известной смеси („NO 4). Свойства смесей № 1-4 приведены в табл. 2. Изготавливают стальные отливки весо.м 80-150 кг с толщиной стенок 20-25 мм. Предлагаемая смесь по сравнению с известной, за исключением выбиваемости, обладает более высокими физико-механически.ми и технологическими свойствами; текучесть в 1,5 раза выше; прочность на сжатие
после продувки воздухом в 1,4 раза выше при менее длительном времени продувки. Смесь является практически негигроскопичной. Газотворность этой смеси почти в 2 раза ниже, так как содержание связующего
в смеси (10 сравнению с известной в 1,о раза ниже. При заливке форм мста/мом смесь не нригорает к отливке и полностью высыпается на выбивной реп1етке без образовлния комков.
Таблица 1


| название | год | авторы | номер документа |
|---|---|---|---|
| Смесь для изготовления литейных стерж-НЕй и фОРМ, ОТВЕРждАЕМыХ пРОдуВКОйВОздуХОМ | 1979 |
|
SU801956A1 |
| Смесь для изготовления литейных форм и стержней,отверждаемая продувкой воздухом в холодной оснастке | 1984 |
|
SU1196097A1 |
| Смесь для изготовления литейных форм иСТЕРжНЕй гОРячЕгО ОТВЕРждЕНия | 1978 |
|
SU831333A1 |
| Смесь для изготовления литейных стержней и форм, отверждаемых тепловой сушкой | 1979 |
|
SU884825A1 |
| Смесь для изготовления литейных оболочковых форм и стержней в нагреваемой оснастке | 1980 |
|
SU900928A1 |
| Смесь для изготовления литейных стержней и форм | 1977 |
|
SU675685A1 |
| Смесь для изготовления литейных форм и стержней в нагреваемой оснастке | 1983 |
|
SU1156808A1 |
| Смесь для изготовления литейных форм и стержней @ -процессом | 1985 |
|
SU1276421A1 |
| СВЯЗУЮЩАЯ КОМПОЗИЦИЯ ДЛЯ СМЕСЕЙ | 1991 |
|
RU2008998C1 |
| СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ И СТЕРЖНЕЙ В НАГРЕВАЕМОЙ ОСНАСТКЕ | 2019 |
|
RU2707250C1 |
сверх: 100 вес.%
Прочность на сжатие до продувки, jcrc/CM (в сыром состоянии)
Живучесть-годность к употреблению до продувки, ч (в сыром состоянии)
Техучесть по НИИТСХ до продувки, %
Газопроницаемость до продувки, ед.
Прочность на сжатие после затвердевания в течение 40 с после продувки воздухом, кгс/см
Таблица
0,060,06 0,05О,03
Сколь угодно долго
48
60
6776
42
109120100
118
40
42
4934
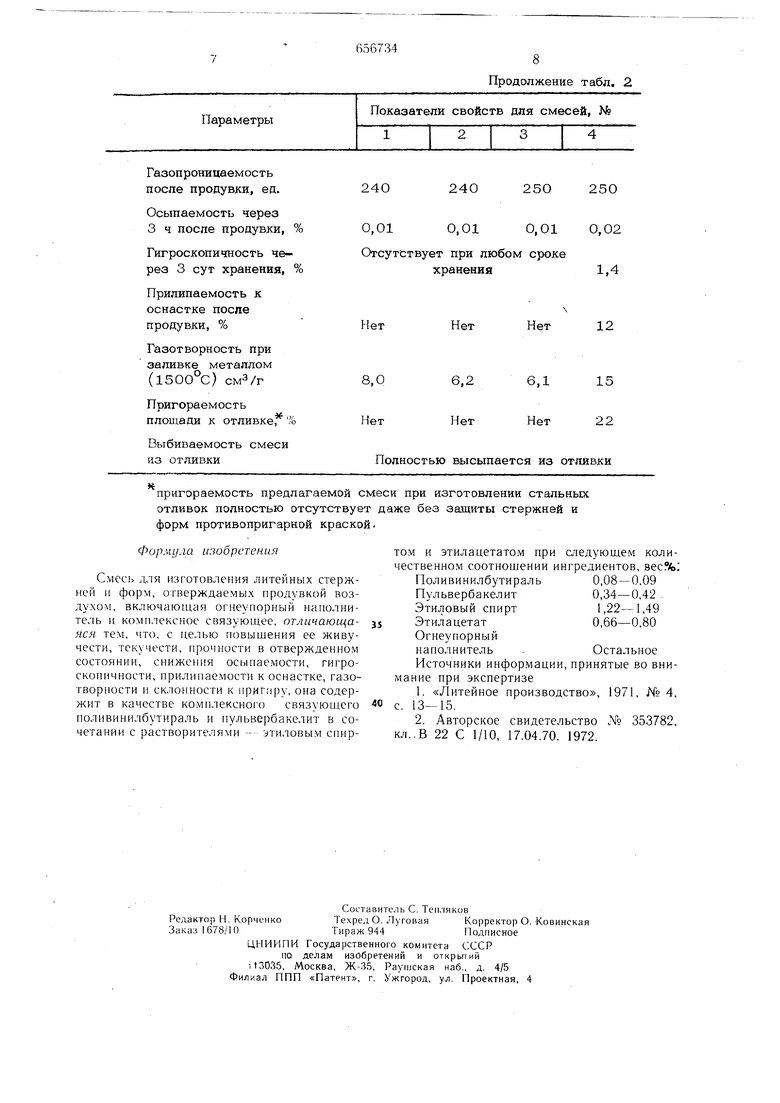
Газопроницаемость после продувки, ед.
Осыпаемость через 3 ч после продувки,
Гигроскопичность через 3 сут хранения,
Прилипаемость к оснастке поспе
продувки, %
Газотворность при заливке металлом (1500°С) смЗ/г
Пригораемость
. о/ площади к отливке,
Выбиваемость смеси из отливки
н
Пригораемость предлагаемой смеси при изготовлении стальных отливок полностью отсутствует даже без защиты стержней и форм противопригарной краской.
Формула изобретения
С.мссь для изготовления литейных стержней и форм, отверждаемых продувкой воздухом, включающая огнеупорный нагюлнитель и комплексное связующее, отличающаяся тем, что, с целью повыщения ее живучести, текучести, прочности в отвержденном состоянии, снижения осыпаемости, гигроскопичности, прилипаемости к оснастке, газотворпости и склонности к пригару, она содержит в качестве комплексного связующего поливинилбутираль и пульвербакелит в сочетании с растворителями - этиловым cinip240
240
250
25О
0,010,010,01 0,02
Отсутствует при любом сроке
хранения
Нет
Нет
12
6,2
6,1
15
Нет
Нет
22
Полностью высыпается из отливки
том и этилацетатом при следующем количественном соотношении ингредиентов, весРА; Поливинилбутираль0,08-0.09
Пульвербакелит0,34-0,42
Этиловый спирт1,22-1,49
Этилацетат0,66-0,80
Огнеупорный
наполнитель .Остальное
Источники информации, принятые во внимание при экспертизе
