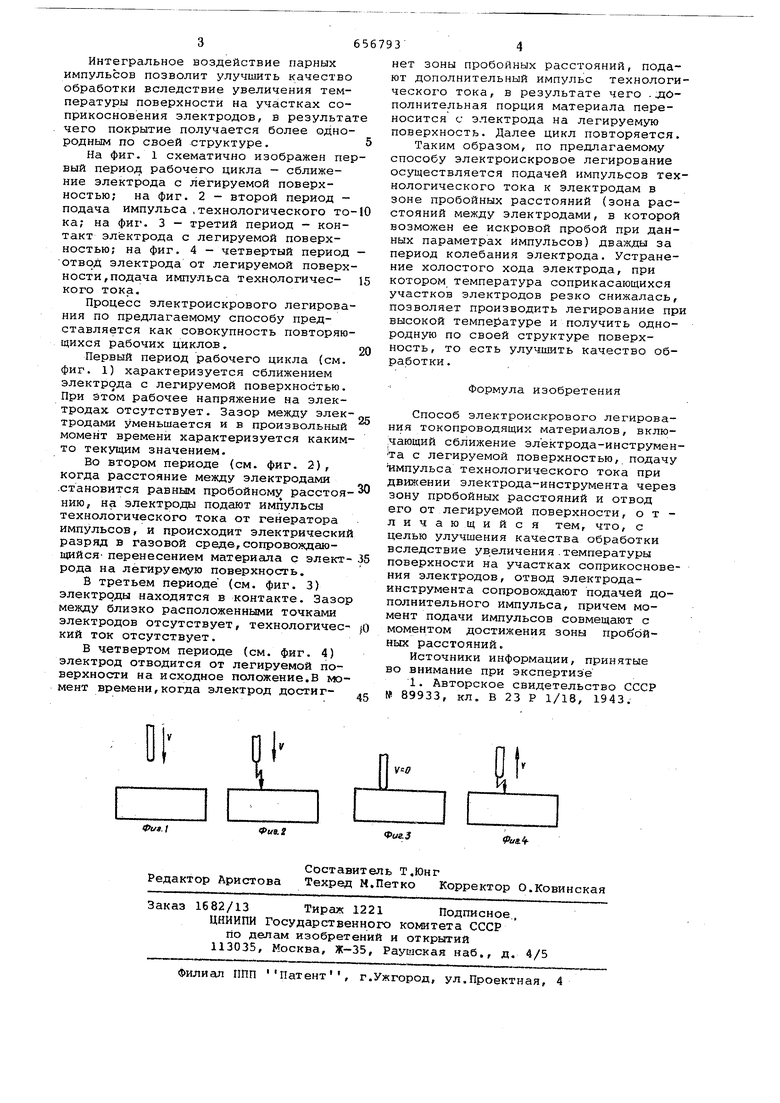
Изобретение относится к области электроискрового легирования деталей КЗ токопроводящих материалов и может быть использовано для повьошения износостойкости и восстановления разме ров деталей машин, упрочнения режущего инструмента, снижения переходных сопротивлений контактов электрических аппаратов и т.д. Известен способ обработки металлов, сплавов и других токопроводящих материалов,заключающийся в сближении электрода с легируемой поверхностью подаче импульса технологического тока при движении электрода через зону пробойных расстояний и отводе электро да от легируемой поверхности 1. Известный способ не обеспечивает высокой производительности обработки вследствие того, что- он предусматри вает лишь одно главное движение - сближение электрода с легируемой поверхностью. При этом по достижении электродом зоны пробойных расстояний подгиот импульс тока, в результате чего происходит перенос определенной порции материала электрода на легируемую поверхность. Обратное движени электрода происходит вхолостую (холостой ход). , Таким образом, за один период колебания электрода происходит только один импульсный электрический разряд, т.е. материал переносится однократно, что не обеспечивает высокой скорости нанесения покрытий. Крбме того, под действием электрического разряда участки соприкосновения электродов разогреваются, но .за время холостого хода успевают остыть, вследствие чего покрытие получается неоднородным по своей структуре. Целью изобретения является улучшение качества обработки вследствие увеличения температуры поверхности на участках соприкосновения электродов. Для этого по предлагаемому способу операцию отвода электрода сопровождают подачей дополнительного .импульса, совмещая момент подачи импульса с моментом достижения зоны пробойных расстояний. Подача дополнительного импульса позволит устранить режим холостого хода и увеличить производительность обработки, так как каждый дополнительный импульс сопровождается переносом дополнительной порции материала на легируемую поверхность.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для электроэрозионного легирования | 1990 |
|
SU1803297A1 |
| Способ электрообработки | 1989 |
|
SU1756048A1 |
| СПОСОБ ЭЛЕКТРОИСКРОВОГО НАНЕСЕНИЯ ПОКРЫТИЙ | 1996 |
|
RU2108212C1 |
| СПОСОБ МЕТАЛЛИЗАЦИИ ИЗДЕЛИЙ | 2002 |
|
RU2211257C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГЕРКОНА С АЗОТИРОВАННЫМИ КОНТАКТНЫМИ ПЛОЩАДКАМИ | 2018 |
|
RU2665689C1 |
| СПОСОБ ОБРАБОТКИ МЕТАЛЛОВ, СПЛАВОВ И ДРУГИХ ТОКОПРОВОДЯЩИХ МАТЕРИАЛОВ | 1943 |
|
SU70010A1 |
| Способ электроэрозионной обработки детали из токопроводящей керамики на автоматизированных вырезных станках с ЧПУ | 2016 |
|
RU2629578C2 |
| Устройство для электроэрозионного легирования токопроводящих поверхностей | 1985 |
|
SU1289639A1 |
| Способ электроэрозионного легирования | 1986 |
|
SU1491635A1 |
| Способ вакуумной карбидизации поверхности металлов | 2019 |
|
RU2725941C1 |
