(Л
со
05
Од
ел
f///////
И;юбретсние относится к электрофизическим и электрохимическим методам обработки, в частности к способам электроэрозионного легирования.
Целью изобретения является повышение качества обработки за счет возбуждения колебаний на частоте собственных колебаний э;1ектрода и устранения его залипа- иий на обрабатываемой поверхности.
На чертеже приведена схема устройства, ()сализую иего способ.
Электроэрозионное легирование обраба- гываемой детали - катода 1 - производят электродом-анодом 2, выполненным из легируюп1его материала.
Электрод 2 закреплен в электрододержа- теле 3, связанном пружинами 4 с нелинейно уменыпающонся в зависимости от ве- .1ИЧИНЫ натяга жесткостью с держателем 5, на котором установлен вибратор, содержащий электромагнитную катушку 6 с сердечником 7, жестко связанным с электродо- держателем 3. Вибратор питается от источника 8 импу.1ьсного тока. Этот же источник 8 импульсного тока подключен к электроду 2 через электрододержатель 3 и сердечник 7 и к обрабатываемой детали 1.
(люсоб осуществляют следующим образом.
Электроду 2 сообп1ают с помощью электромагнитной катушки 6 колебания с частотой кратной частоте сети, например с частотой 200 Гц.
В режиме настройки регулируют жесткость пружин 4 устройства и собственную частоту ко,1ебапий электрода 2 путем сжатия пружины вдоль оси электрода 2 фиксато- jioM 9. При этом совмещают собственную частоту колебаний и электрода 2 с частотой колебаний, возбуждаемых электромагнитной катуп1кой 6, так как настраивают колебания электрода 2 в резонансный режим. Контроль резонансного режима колебаний электрода осуществ,:1яют по созданию максимальной амплитуды перемещения электрода 2, например, в диапазоне 0,05 - 0,2 мм.
В процессе электроэрозионного легирования электрод 2, вибрируюп1ий с резонансной частотой, вк,тючают в цепь рабочего напряжения и вводят в контакт с обрабатываемой поверхностью детали 1 и создают держателем 5 давление между электродом 2 и деталью 1. При этом держателем 5 сообщают электроду 2 рабочие движения относительно поверхности детали 1 в горизонтальной плоскости. Например, сообщают подачу электроду 2 со скоростью в диапазоне 0,6- 1,8 м/мин и низкочастотные перемещения электрода относительно обрабатываемой поверхности детали 1 перпендикулярно вектору скорости подачи в горизонтальной плоскости. Регулирование момента прерывания контакта осуществляют созданием постоянного натяга Ду пружины 4 усилием Ро путем сближе5
ния держателя 5 электрода 2 с поверхностью детали 1. При сообщении электроду 2 периодических резонансных колебаний исключаются повторные электрические им- пульсные разряды в течение одного периода колебаний, за счет чего улучшается качество легируемого слоя.
В случае, когда электроду 2 сообщают вибрации с нерезонансной частотой, например с частотой, меньщей частоты свободных колебаний электрода, в процессе электроэрозионного легирования будет нарушаться периодичность виброударного движения электрода 2. При этом на колебания электрода 2, сообщаемые электромагнитной катушкой 6, накладываются вибрации с собственной или кратной собственной частотой. При этом возникают повторные электрические импульсные разряды при сближении 0 электродов в течение одного периода колебаний, сообщаемых электродной катушкой 6, что сопровождается «залипанием электрода и ухудшением качества легируемого слоя.
5 в процессе легирования и переноса материала электрода 2 на поверхность детали 1 уменьшается масса электрода 2 и увеличивается собственная частота колебаний электрода 2. Синхронизацию колебаний вибратора и электрода 2 осуществляют путем уменьшения жесткости пружин 4 и совмещение периода свободных колебаний электрода 2 с периодом вибраций, сообщаемых электромагнитной катушкой 6. Для этого держатель 5 сближают с поверхностью детали I, увеличивают натяг пружин и тем самым уменьшают жесткость пружин 4 до совме- шения частот. Совмещением частоты собственных колебаний электрода с частотой вибраций, coo6nj,aeMbix электромагнитной катушкой 6, обеспечивают «захватывание самовоз0 буждающихся колебаний и периодические устойчивые резонансные вибрации электрода 2. При этом в процессе электроэрозионного переноса металла и уменыиения массы электрода 2 регулированием натяга и жесткости пружины обеспечивают периодический контакт электродов с постоянным временем их соприкосновения и периодически повторяющийся импульсный разрядный ток длительностью, близкой к продолжительности контакта электродов, и создают устойчивый электроэрозионный перенос металла электрода 2 на поверхность детали 1. Это позволяет улучшить качество легируемого слоя.
Пример. Электроэрозиопное легирование твердым сплавом ВК8 режущих кромок штам- с па из закаленной стали 45 проводят с помощью устройства «Электрон-10. Частота виброударных колебаний электрода и частота импульсного тока генератора равны 200 Гц Частоту свободных колебаний вибратора с
0
5
5
0
электродом обеспечивают равной 200 Гц с помощью регулирования жесткости пружины. Подачу электрода проводят со скоростью 1000 мм/мин. Перемещениями электрода в направлении, перпендикулярном вектору скорости подачи, наносят слой толщиной 0,1 мм легирующего материала со скоростью 2 . С увеличением массы электрода повышают равномерно усилие прижима электрода к поверхности изделия и увеличивают натяг пружины. При этом умень- щают жесткость пружины и собственную частоту электрода поддерживают равной 200 Гц, т. е. обеспечивают периодические резонансные колебания электрода и устойчивый электроэрозионный перенос материала электрода 2 на изделие.
Способ обеспечивает повышение износоустойчивости покрытия в 3-4 раза при одновременном повышении производительности.
Формула изобретения Способ электроэрозионного легирования, включающий сообщение электроду-инструменту, установленному в держателе, связанном пружинами с вибровозбудителем, колебаний и возбуждение разрядов между электродом-инструментом и обрабатываемой поверхностью, отличающийся тем, что, с целью повыщения качества обработки за счет возбуждения колебаний на частоте собственных колебаний электрода, пружины выполняют с нелинейно уменьщающейся в зависимости от величины натяга жесткостью и увеличивают натяг при уменьшении массы электрода.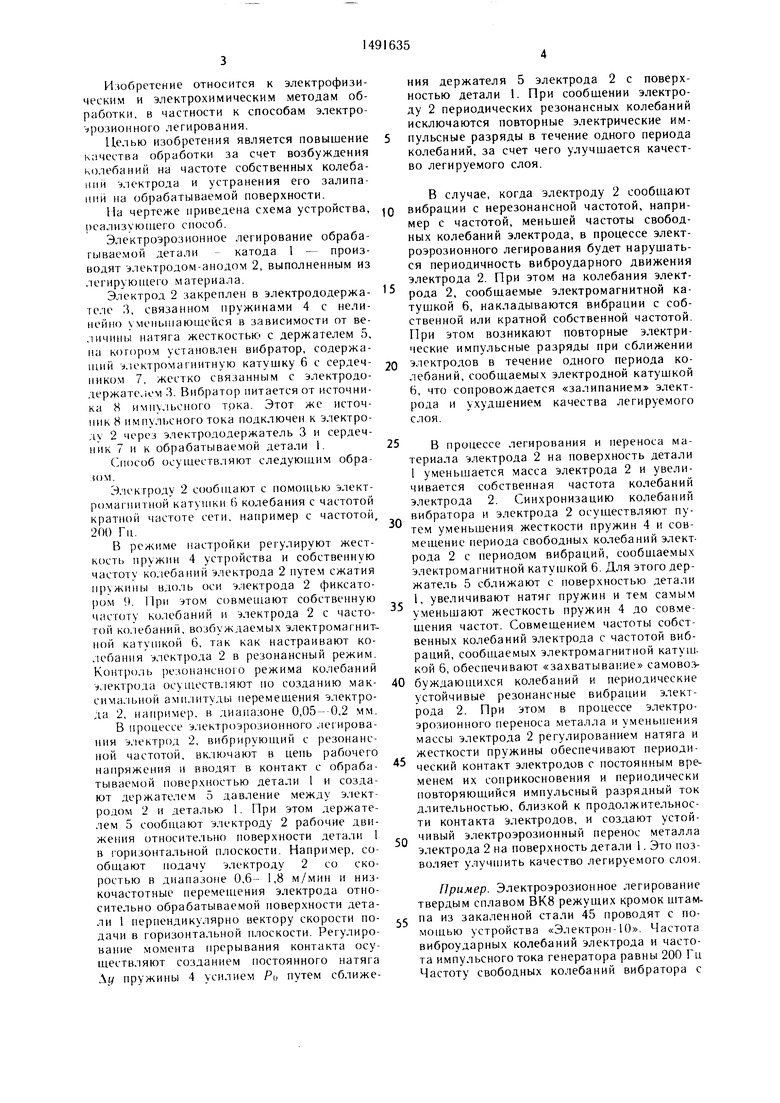
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электроэрозионного легирования | 1986 |
|
SU1484515A1 |
| СПОСОБ ЭЛЕКТРОИСКРОВОГО НАНЕСЕНИЯ ПОКРЫТИЙ | 1996 |
|
RU2108212C1 |
| Способ шлифования | 1983 |
|
SU1087307A1 |
| Устройство для электроискрового легирования | 1981 |
|
SU988514A2 |
| Способ электроискрового легирования электрических скользящих контактов | 2015 |
|
RU2615420C2 |
| СПОСОБ ВОЗБУЖДЕНИЯ И ПОДДЕРЖАНИЯ РЕЗОНАНСНЫХ МЕХАНИЧЕСКИХ КОЛЕБАНИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2335355C2 |
| Способ электроискрового легирования | 1979 |
|
SU859100A1 |
| Устройство для электроэрозионного легирования | 1990 |
|
SU1803297A1 |
| Способ ленточного шлифования | 1984 |
|
SU1247244A1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОИСКРОВОГО ЛЕГИРОВАНИЯ | 1996 |
|
RU2126315C1 |
Изобретение относится к электрофизическим и электрохимическим методам обработки ,в частности, к способам электроэрозионного легирования. Целью изобретения является повышение качества обработки за счет возбуждения колебаний на частоте собственных колебаний электрода. При уменьшении массы электрода 2 и увеличении частоты его собственных колебаний увеличивают натяг пружин 4, имеющих линейно уменьшающуюся жесткость, до совпадения частоты колебаний, сообщаемых электромагнитной катушкой 6, с частотой собственных колебаний электрода 2. 1 ил.