В известных способах изготовления обуви методом горячей вулка -;изации сшитая заготовка затягивается на колодке, и края заготовки прикрепляются к стельке гвоздями. Затем производится шершегзание товара, намазка клеем затяжной кромки, освобождеиие затяжной колодки, вулканизация и обрезка низа. Таким образом основной деталью, на которой производят сборку обуви, является стелька.
В готовую обувь вкладывается вкладная стелька.
Как показал опыт, во время эксплоатации обуви сте.лька часто выкрашивается или снимается с затяжных гвоздей (из-за коррозии), а затяжные гвозди, оставаясь в обуви, мешают дальнейшей носке.
Предлагаемая, согласно изобретению, заготовка для обуви б&з стельки в качестве скрепляюшего элемента предусматривает обувь без затяжной стельки и гвоздей и приспособлена для обтяжки на колодке шнуровкой перед привулканизацией подошвы. Для сохранения правильности формы обуви к носку и пятке пришиваются накладки соответствующей формы, обрашенные к следу и подвергаемые шнуровке после выворотки заготовки.
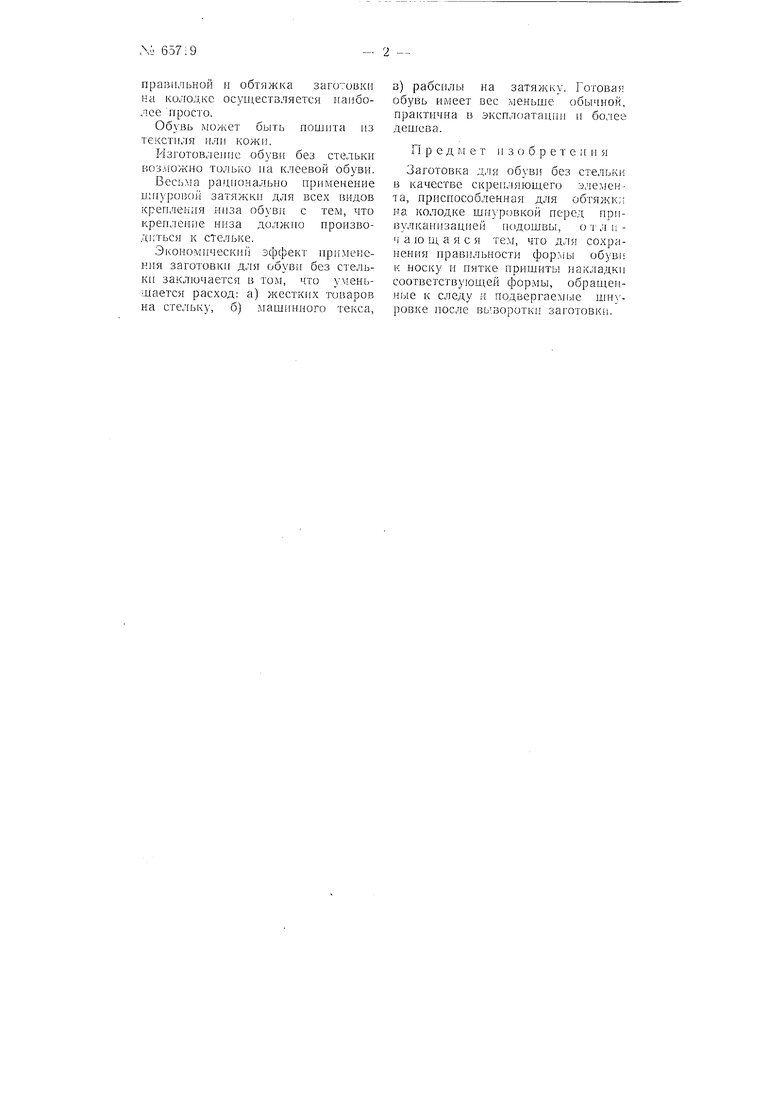
Шнуровка низа обуви производится непосредственно на формовой колодке (металлической колодке прессформы). Пошитая заготовка шнуруется по следу пряжей или тесьмой. Затем заготовка надевается на формовую колодку и производится стягивание заготовки и закрепление (фиг. 1).
Дальнейший производственный процесс идет как обычно.
Применение такой заготовки возможно на обычной затяжной деревянной колодке с тем, что обтяжка и закрепление шнуровки производятся на формовой колодке, чтобы не занимать формовой колодки на время просушки клея. Жесткие детали заготовки (жесткий задник и жесткий подносок) должны быть сформованы по колодке с тем, чтобы их не обтягивать на колодке.
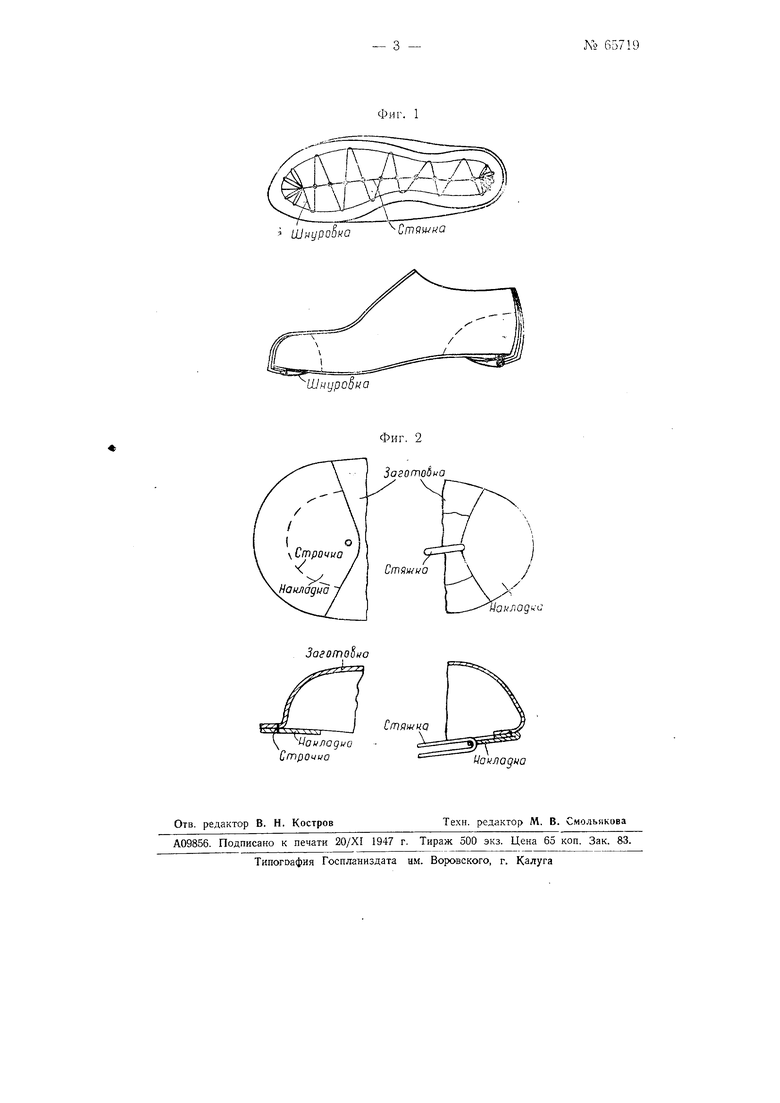
Наиболее удобной и практичной следует признать заготовку, пошитую с накладкой в носке и пятке, как показано на фиг. 2, с последующей вывороткой. В этом случае форма носка ii пятки всегда будет
правильной и обтяжка заготовки на колодке осуществляется наиболее просто.
Обувь может быть пошита из те ст11ля или кожи.
11з отовле11ие обуви без стельки воз.чожпо только па клеевой обувп.
Весьма радионалы-ю применепие и:и}ров()й затяжки для всех видов крепления низа обуви е тем, что кфеплеиие низа должно пропзвоД1Пься к стельке.
Экономический эффект применения заготовки для обувн без стельки заключается в том, что уменьшается расход: а) жестких товаров на сте.тьку, б) : 1ашинного текса.
з) рабсилына затяжку. Готовая
обувь пмеетвес меньше обычной,
практнчна вэксплоатапии и бо.тее дептева.
Пред f.i е т и 3 о б р е т е и и я
Заготовка для обуви без стельки в качестве скрепляющего элемента, приспособленная для обтяжки на колодке шнуровкой перед нрнвулканизацней иодошвы, отлнч а ю щ а я с я тем, что для сох)анения правильности формы обуви к Hocicy и пятке иришиты накладки соответствующей Ьормы, обращенные к следу и подвергае: н 1е шнуровке после вьворотки заготовки.