Изобретение относится к измерительной технике, а именно к измерителям дпинь движущихся изделий, и может быть испопь зсжано, например, на прокатных станах металлургической промьпиленности, а также в составе автоматизированных систем управления технологическим процессом и в системах мерного раскроя. Известно устройство для измерения длины проката, содержащее три датчика положения прокатываемого изделия,, установленные соответственно по оси валков (начало базового отрезка) в начале контрольного измерительного отрезка длины и в конце упомянутого отрезка, совпадающего с концом базового отрезка, датчик импульсов, счетчики контрольной и полной длин, вычислительное устройство, датчики связаны со счетчиками посредством логических схем фиксации контрольной и базовой длин и управления ij. Недостатком этого устройства являетс наличие сбоев при малых (менее базовой длины) интервалах между прокатываемыми Е{зделиями вследствие того, что при срабагьгеании первого датчика с появлением в зоне измерения нового изделия (предыдущее изделие еще при этом не прошло базовую длину полностью) откроется элемент совпадения, разрешающий прохождение импульсов перемещения на счетчик полной длины, вследствие чего произойдет наложение результатов измерений - запишется лишняя длина. Кроме того, это устройство сложно в реализации и ненадежно в эксплуатации. Наиболее близким к предлагаемому изобретению по технической сущности я достигаемому результату является измеритель длины проката, содержащий три датчика положения прокатываемого изделия, первый из которых установлен по оси валков в начале базового отрезка длины, второй - в начале контрольного измерительного отрезка длины, а третий - в конце контрольного измерительного отрезка длины, совпадающем с концом базового отрезка, связанный с валками датчик импульсов, выход которого подключен к пер
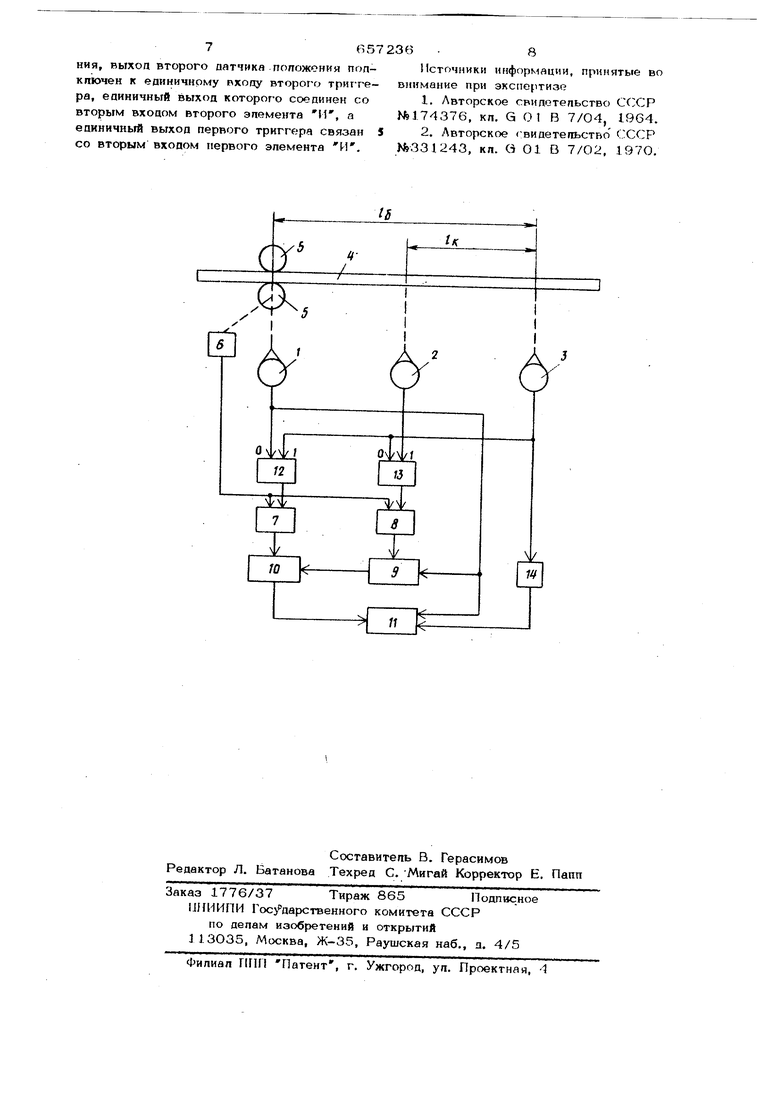
вым входам первого и второго эпементов И, выход первого эпемента И соединен с первым входом масштабно-преобразуклдего бпока, выход которого подключен к первому входу счетчика полгной длины, выход второго элемента И подключен ко вход; счетчика контрольной дпины, выход которого соединен со вторым входом масштабно-преобразуютцегЬ бпока. сигнап с первого датчика положения подан 0 сов на входы сброса в исходное состояние счетчиков контрольной и полной длин, а сигнал с третьего датчика положения подан на бпок записи базовой длины, выход которого соединен со вторым входом счетчика попной длины 2j. Недостатком этого измерителя является наличие сбоев при измерениях длины изделий, интервал между поступлением ко торых в вапки меньше базового отрезка длины. Сокращение интервала между изделиями диктуется повышением производительности прокатного стана, а уменьшать базовую длину не представляется возможным из соображений сохранения точности измерения. Целью изобретения является устранение сбоев устройствй при малых, не превышающих базовой длины, интервалах между изделиями. Цель достигается тем, что в предлагаемое устройство для измерения длины проката допопнитепьно включены два триг гера, причем нулевой вход первого триггера соединен с выходом первого датчика положения, единичный вход первого триггера и нулевой вход второго триггер связаны с выходом третьего датчика положения, выход второго датчика положения подключен к единичному входу второго триггера, единичный выход которого соединен со вторым входом второго эпемента И, а единичный выход первого триггера связан со вторым входом перво го элемента И. Такое выполнение устройства позволяет ,исключить сбои при. интервалах меж ду изделиями меньше базовой длины за счет использования дополнительных триггеров и связей для их подключения. На чертеже представлена функциональ ная схема описьгааемого устройс -ва для измерения длины проката. Устройство содержит три датчика 1,2 и 3 положения прокатываемого изделия 4 Датчик. 1 установлен по оси прокатных
вапков 5, датчик 3 на расстоянии 6л , представляющем базовый отрезок длины, от оси прокатных валков 5 в направлении движения прокатьгеаемого изделгия 4. Датчик 2 установлен между датчиками 1 и 3 и удален от датчика 3 на расстояние Е ц являющееся контрольным измерительным отрезком длины. С осью прокатных вапков 5 жестко связан датчик 6 импупъперемещения прокатываемого изделия, причем частота генерируемых импульсов пропорциональна частоте вращения валков S. В зависимости от положения прокатываемого изделия импульсы с выхода датчика 6 через элементы И 7 и 8 поступаюу либо на счетчик 9 контрольной длины либо на масштабно-преобразукхций блок 10, служащий для преобразования(в зависимости от кода в счетчике 9) . Частоты входных импульсов в пропорциональную длине прокатываемого изделия 4 частоту выходных импульсов, количество которых подсчитывается в счетчике 11 полной длины. Работой элементов И 7 и 8 управляют триггеры 12 и 13, на раздельные входы которых поданы сигналы с датчиков 1,2 и 3. Для занесения в счетчик 11 кода базовой длины в выбранных единицах служит блок 14 записи базовой длины,. угщавляемьтй датчиком 3. Устройство работает следующим образом. Передняя кромка проката 4, попадая в валки 5, вызывает срабатьтание датчика 1, сигнал с выхода которого по шине сброса устанавливает в нуль счетчик 9 контрольной длины и счетчик 11 полной длины. При появлении проката 4 в зоне датчика 2 от сигнала последнего триггер 13 устанавливается в состояние, при котором подается разрешающий сигнал на элемент И 8. Через элемент И 8 импульсы с датчика 6 проходят на вход счетчика 9 контрольной длины. При входе проката 4 в зону датчика 3 сигналом с его выхода Триггер .iSfi устанавливается в исходное состояние, элемент И 8 закрывается и прохождение сигналов с импульсного датчика 6 в счетчик 9 контрольной длины прекращается. От сигнада датчика 3 включается блок 14, и производится запись базовой длины в счетчик 11. Одновременно триггер 12 устанавливается в Состояние, при котором через элемент И 7 сигналы с датчика 6 проходят на вход масштабно-преобразующего бпока 10. С выхода блока 10 импульсы поступают на счетный вход счетчика 11 попной дпины. Так производится измерение длины издепия, превышающей базовую длину. При выходе . задней кромки: проката 4 из вадков 5 сигнал с датчика 1 устанавливает триггер 12 в исходное состояние, элемент И 7 закрывается, запрещая прохождение импульсов.с датчика 6 на вход масштабно-преобразующего блока 10. Информация о длине прокатного изделия фиксируется на индикаторном табпо измерителя дпины в принятых единицах длины.: Если предыдущее издетш еще находится в зоне датчика 3, а последующее вош по в зону Датчика 1, элемент И 7 не откроется, так как передним фронтом-сиг нала с датчика 1 триггер 12 не может быть установлен в состояние, разрешающ прохождение импульсов с датчика 6 на вход масштабно-преобразующего блока 10 Сигнал, разрешающий прохождение импульсов перемещения с датчика 6 через элемент И 7 на машстабно-преобразую ший блок 10, поступит только тогда, ког да передняя кромка проката достигнет зоны датчика 3 положения. В случае, если интервал между поступлением изделий меньше контрольного отрезка длины, независимо от наличия в зоне датчика Ь-чпредыдущего изделия при появлении переднего конца последующего изделия в зоне датчика 2 передним фронтом его сигнала триггер 13 устанавливается в состояние, разрешающее прохождение импульсов с датчика 6 перемещени на счетчик 9 контрольной длины. При выходе предыдущего изделия из зоны датчика 3 (так же как и из зоны датчика 2) состояние триггеров 12 и 13 не Изменяется, поэтому счетчик 9 контрольной длины будет продолжать подсчитывать импульсы перемещения с датчика, 6импульсов до тех пор, пока передняя кромка проката 4 не достигнет зоны дат чика 3, сигналом с которого триггер 13 устанавливается в состояние, запрещающее прохождение импульсов с датчика 6 импульсов через элемент И 8 на счетчик 9 контрольной длины, а триггер 12в состояние, разрешающее прохождение импульсов перемещения через элементИ 7и масштабно-преобразующий блок 1О на счетчик 11 полной дпины. При использовании предлагаемого измерителя для подсчета суммарной длины прокатьгоаемых изделий (поплавочно, посменно и т. д.) вход шины сброса счетчика полной длины отключают от первого датчика и подают не внешнее устройство сброса. Наличие триггеров в указанной взаимосвязи с элементами устройства позволяет устранить сбои при измерениях длины изделий, движущихся с малыми интервалами между ними (не превышакяцимн базовую), и обеспечивает достоверное измерение длины движущихся изделий при высоких скоростях, прокатки (с любыми интервалами между изделиями). Это дает возмож- ность применять данные измерители на высокопроизводительных станах, в составе автоматизированных систем управления технологическим процессом и в системах мерного раскроя проката. мула изобретения; Устройство для измерения длины проката, содержащее три датчика положения прокатьгоаемого изделия, первый из которых установлен по оси валков в начале базового отрезка дпины, второй - в начале контрольного измеритеш ного отрезка дпины, а третий - в конце контрольного измерительного отрезка длины, совпа дающем с концом базового отрезка, связанный с валками датчик импульсов, выход которого подключен к первым входам первого и вто- рого элементов И, выход первого элемента И соединен с первым входом масштабно-преобразующего бпока, выход которого подключен к первому входу счетчика полной дпины, выход второго элемента И подключен ко входу счетчика контрольной длины, выход которого соединен со вторым входом масштабно- преобразующего блока, выход первого датчика положения связан со входами сброса в исходное состояние счетчиков контрольной и полной длин, а выход третьего датчика положения подсоединен ко входу блока записи базовой длины, выход которого соединен со вторым входом счетчика попной длины, отличающееся тем, что, с цепью устранения сбоев при малых, не превышающих базовой длины, интервалах между изделиями, оно содержит два триггера, причем нулевой вход первого тригера соединен с выходом первого датчика положения, единичный вход первого триггера и нулевой вход второго триггера связаны с выходом третьего датчика моложеиия, вьтхоп второго датчика попожония попключен к единичному входу второго тригтера, еаиничный выход которого соединен со вторым вхоцом второго эпемента И, а еаиничный выход первого триггера связан 5 со вторым входом первого эпемента И.
Источники информации, принятые во внимание при экспертизе
1.Авторское свипетепьство СССР N9174376, кп, G 01 В 7/04, 1964.
2.Авторское гвидетепьство СССР №331243, кл. « 01 В 7/О2, 197О.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ измерения длины прокатываемого материала и устройство для его осуществления | 1985 |
|
SU1315786A1 |
| Устройство для измерения длины прокатываемого материала | 1985 |
|
SU1315787A1 |
| Устройство для измерения длины трубы, прокатываемой в валках пилигримового стана | 1989 |
|
SU1692706A1 |
| Способ измерения длины проката | 1979 |
|
SU1019221A1 |
| Способ измерения длины полосы на стане горячей прокатки | 1991 |
|
SU1788430A1 |
| Устройство для измерения длины заготовок проката | 1980 |
|
SU932203A1 |
| Цифровое устройство для измерения длины проката | 1972 |
|
SU679786A1 |
| Устройство для измерения длины проката | 1979 |
|
SU855383A1 |
| Измеритель длины проката | 1975 |
|
SU596817A1 |
| Устройство для измерения длины проката | 1977 |
|
SU763669A1 |
