исходном состоянии счетчики 9 и 13 находятся R нулевом состоянии, в регистре 12 хранится расчетная информация. При срабатывании датчика 1 импульсы датчика 6 проходят на вход масштабно-преоб зазующего блока 8 и вход элемента И 11. Блок 8 преобразует импульсную последовательность с датчика 6 Ng с учетом хранящейся в регистре 12 информации в последовательность импульсов текущей длины Е, материала, выдают .ее в виде число-импульсного кода в счетчик 9, где нарастающим итогом формируется длина материала. При срабатывании датчика 2 счетчик 13 сбрасывается в исходное состояние. Импульсы через элемент И 7 поступают на счетный вход счетчика 13, где накапливается значение N кода контрольной длины При срабатывании датчика 3 информация из счетчика 13 переписывается в регистр 12, и блок 10 записи кор
Изобретение относится к измерительной технике и может быть использовано, например, на прокатных станах металлургической промыг:ленности, а также в составе автоматизированных сиртем управления технологическим процессом и в системах мерного раскроя.
Цель изобретения - повьппение оперативности измерения за счет формирования текущего значения длины в течение всего процесса прокатки материала, начиная с момента попадания материала в валки.
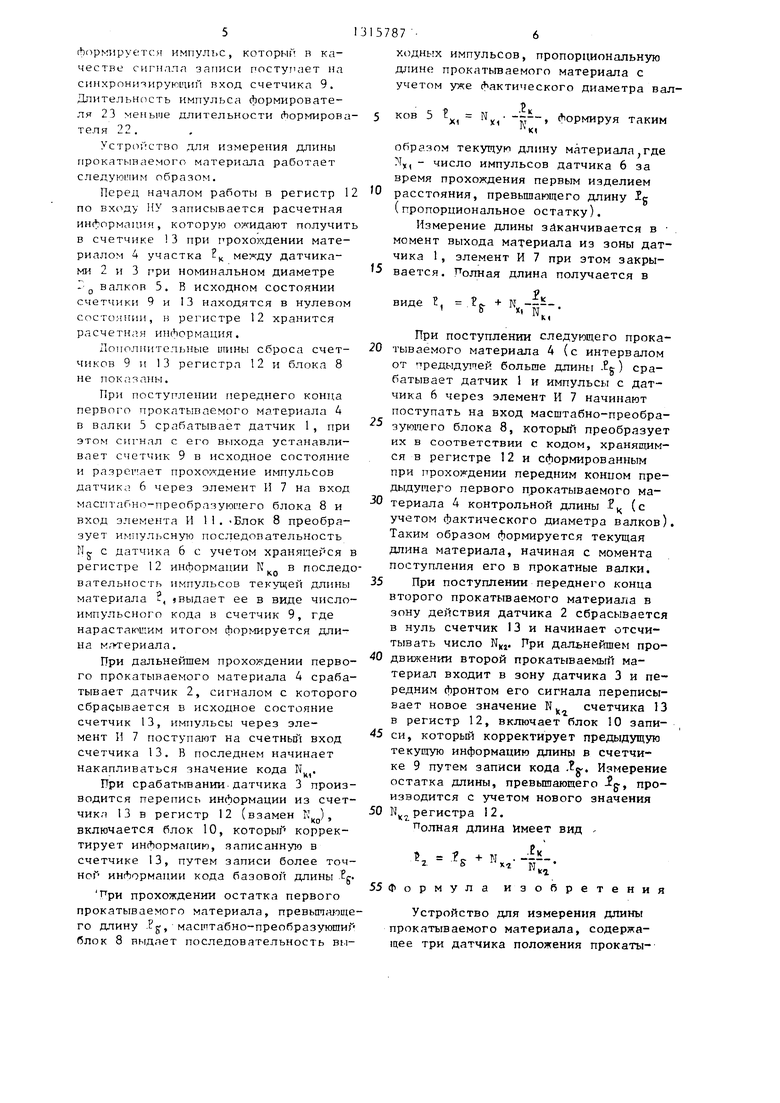
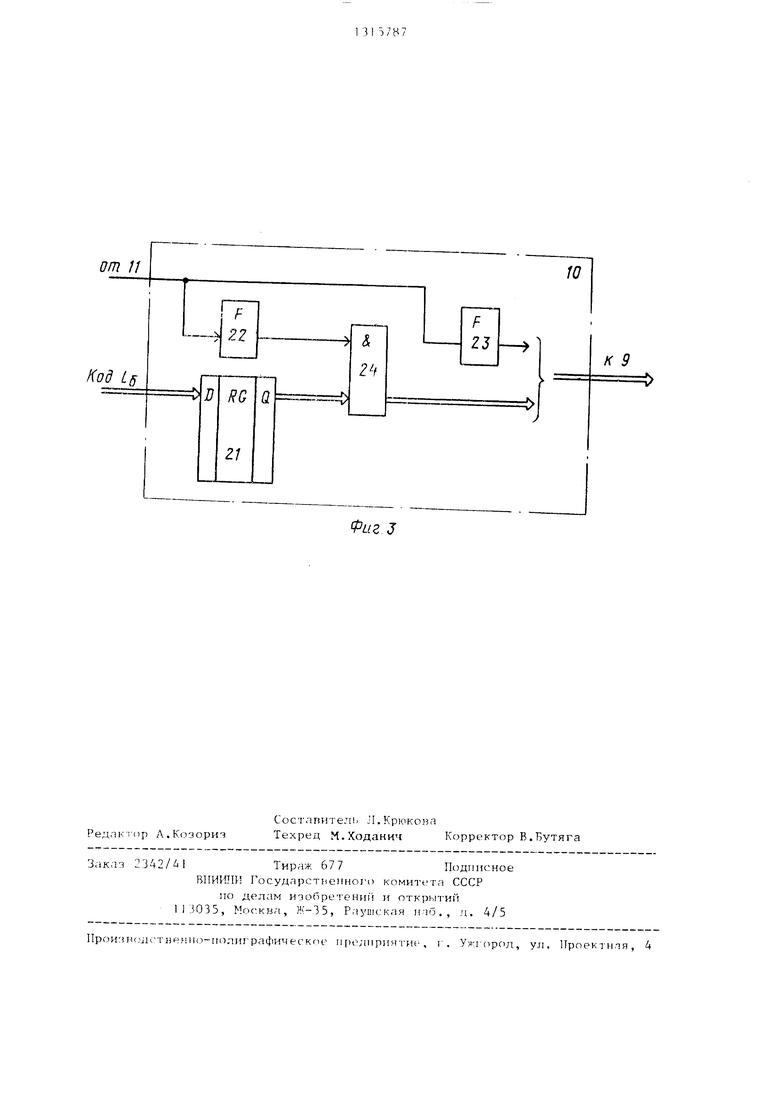
На фиг.1 представлена функциональная схема устройства; на фиг.2 - схема масштабно-преобразующего блока; на фиг.3 - схема блока записи базовой длины.
Устройство содержит датчики 1-3 положения прокатьшаемого материала 4 и валки 5. Датчик 1 установлен по оси валков 5, датчик 3 - на расстоянии g «представляющем базовьв отре- зок длины от оси валков 5 в направлении движения прокатьгааемого материала 4, датчик 2 установлен меж
ректирует информацию, записанную в счетчике 13, путем записи более точной информации кода базовой длины i. При прохождении остатка первой полосы материала блок 8 вьщает последовательность импульсов, формируя текущую длину материала. Измерение заканчивается в момент выхода материала из зоны датчика 1. При послуплении следуюпего материала А срабатывает датчик I, и импульсы с датчика 6 поступают На блок 8, ко- торый преобразует их в соответствии с кодом, хранящимся в регистре 12. Счетчик 13 начинает отсчитывать число . При входе материала в зону
датчика 3 значение N.,, счетчика 13
i
переписывается в регистр 12, блок 10 записи корректирует предыдущую длину в счетчике 9 путем записи кода. Измерение остатка длины производится с учетом нового значения N регистра 12. 3 ил.
ду датчиками 1 и 3 и удален от датчика 3 на расстояние ц« являющееся контрольным измерительным отрезком длины, с осью валков 5 кинематически связан датчик 6 импульсов, причем частота генерируемых им импульсов пропорциональна частоте вращения валков 5, выходы датчика 6 и датчика 1 через первый элемент И 7 подключены к первому входу масштабно-преобразующего блока 8. Выход масщтабно- преобразующего блока 8 подключен к первому входу первого счетчика 9, второй вход которого подключен к выходу блок 10 записи, а вход сброса - к выходу датчика 1 и первому входу второго элемента И 11, второй вход которого подключен к выходу датчика 3, выход элемента И 11 подключен к входу блока 10 и к второму входу регистра 12, первьп В5{од которого соединен с выходом второго счетчика 13, а выход - к второму входу масштабно-преобразующего блока 8, третий вход НУ регистра 12 является входом задания начальных условий для измерения первого изделия. На входы
блоков 8 и 10 задаются соответственно код . и код g. Выход счетчика 9 является выходом устройства.
Масштабно-преобразующий блок 8 (фиг.2) содержит регистр 14, эле- мент ИЛИ 15, счетчик 16, формирователь I7, элементы И 18 и 19 и элемент 20 задержки.
Блок 10 записи базовой длины содержит регистр 21, формирователи 22 и 23 элемент И 24.
Начальнь1е условия для регистра 12 J accчитьшa}oт по (Формуле
;н.п о- гГп:
где , Р - контрольная длина;
п - количество импульсов за один оборот врашения вала датчика 6 импульсов;
Dp - номинальный диаметр валков 5;
ко количество импульсов с выхода датчика 6 импульсов при прохождении прокатом участка контрольной ,цли- ны IK при номинальном диаметре DO валков 5.
Масштабно-преобразующий блок 8 преобразует поступающую последовательность импульсов с датчика 6 в соответствии с родом N, записанным с регистра 12, и кодом ц и выдает результирующую последовательность импульсов, равную длине прокатывае- мого материала 4 (с учетом диаметра валков 5), в счетчик 9 , который фиксирует длину измеряемого материала
г. N; .-Ь,
де N; - число импульсов с датчика
импульсов;
N - код с регистра 12, зафиксированный счетчиком 13 при прохождении передним концо проката расстояния fк;
- код к .
Масштабно-преобразующий блок 8 в общем случае работает следующим образом.
На выходе регистра 12 к моменту вычисления находится значение N,, в
дополнительном коде. На вход эЛемен та ИЛИ 15 (фиг.2) поступает импульсная последовательность импульсов перемещения проката N;.
О
5
0
В процессе поступления импульсов последовательности N; на вход счетчика 16 при совпадении прямого кода хотя бы в одном из разрядов счетчика 1 6 и прямого кода с регистра 12 на выходе элемента И 19 появляется импульс (сформированньш формирователем 17), которьш через элемент 20 задержки проходит на другой вход элемента ИЛИ 15 (со сдвигом во времени по отношению к поступаюгшм на другой его вход импульсам из последовательности N. ).
Таким образом, на выходе элемен-
та ИЛИ 15 формируется суммарная импульсная последовательность п, которая складьгаается из импульсов N; и импульсов Пд обратной связи, поступивпшх через цепь обратной связи (с выхода элемента 20).
о..
Е - N,
где Е - емкость (разрядная сетка )
элементов 12, 14, 16, 18 и 19, Следовательно, на вход элемента И 18 с выхода формирователя 17 (за указанный промежуток времени) поступает количество импульсов, равное
П N;
П.
F
или после преобразования
N;
Nj,E N
При этом с выхода элемента И 18 формируется число-имлульсньв код величины Р; в виде произведения п. и кода , соответствующего расстоянию 1, задаваемому в метрической системе измерения с заданной точностью, выдаваемого регистром 14
., J.
- j
N.
Nk
ед
55
Перед началом работы в регистр 21 с помощью внешнего устройства запи- сьшают информацию кода базовой длины с дискретностью импульса, поступающего с блока 8. В момент прихода сигнала с датчика 3 формирователь 22 формирует импульс, который через элемент И 24 пропускает код tg с регистра 21 на информационный вход счетчика 9. С выхода Лормирователя 23
формируе тся импульс, который в качестве сигнала записи постугичет на синхронитирую01ий вход счетчика 9. Длительность импульса формирователя 23 NieFibitie длительности Лормирова- теля 22.
Устройство для измерения длины прокатываемого материала работает следующим образом.
Перед началом работы в регистр 12 по НУ записывается расчетная информация, которую охшдают получить в счетчике 3 при прохо хдении материалом 4 участка ц между датчиками 2 и 3 при номинальном диаметре Г 1 валков 5. В исходном состоянии счетчики 9 и 13 находятся в нулевом состоянии, в регистре 12 хранится расчетнр.я информация.
Дополнительные шины сброса счетчиков 9 и 13 регистра 12 и блока 8 не покр.яаны.
При поступлении переднего конца первого прокатываемого материала А в валки 5 срабатывает датчик 1, при этом сигнал с его выхода устанавливает счетчик 9 в исходное состояние и разрешает прохождение импульсов датчика 6 через элемент И 7 на вход масипмбно-преобразуюиего блока 8 и вход элемента И 11, -Блок 8 преобразует импульсную последовательность 11у с датчика 6 с учетом хранящейся в регистре 12 информации N в последовательность импульсов текущей длины материала , )выдает ее в виде число- импульсного кода в счетчик 9, где нарастающим итогом формируется длина Мг-угериала.
При дальнейшем прохождении первого прокатываемого материала 4 срабатывает датчик 2, сигналом с которого сбрасывается в исходное состояние счетчик 13, импульсы через элемент И 7 поступают на счетньп вход счетчика 13. В последнем начинает накапливаться значение кода N.
При срабатьгоании.датчика 3 производится перепись информации из счет- чик.ч 13 в регистр 12 (взамен 1) , включается блок 10, который корректирует информацию, записанную в счетчике 13, путем записи более точной инЛормации кода базовой длины
Три прохождении остатка первого прокатываемого материала, превышающего длину -Pg, масттабно-преобразуюший блок 8 выдает последовательность выходных импульсов, пропорциональную длине прокатьгоаемого материала с учетом уже фактического диаметра вал.
к
ков 5 tj - Nj - ---, формируя таким
образом текущую длину материала,где М,, - число импульсов датчика 6 за время прохождения первым изделием
расстояния, превышающего длину Ig (пропорциональное остатку).
Измерение длины заканчивается в момент выхода материала из зоны датчика 1, элемент И 7 при этом закрывается. Полная длина получается в
виде , , - ..
При поступлении следующего прокатываемого материала 4 (с интервалом от предыдущей больще длины .g) срабатывает датчик 1 и импульсы с датчика 6 через элемент И 7 начинают поступать на вход масштабно-преобразующего блока 8, KOTopbtfi преобразует их в соответствии с кодом, хранящимся в регистре 12 и сформированным при прохождении передним концом предыдущего первого прокатываемого материала 4 контрольной длины J,, (с учетом фактического диаметра валков). Таким образом формируется текущая длина материала, начиная с момента поступления его в прокатные валки.
При поступлении переднего конца второго прокатываемого материала в зону действия датчика 2 сбрасывается в нуль счетчик 13 и начинает отсчитывать число NKJ. При дальнейшем продвижении второй прокатываемый ма- териа п входит в зону датчика 3 и передним фронтом его сигнала цереписы- вает новое значение N счетчика 13 в регистр 12, включает блок 10 записи, который корректирует предыдущую текущую информацию длины в счетчике 9 путем записи кода .g-. Измерение остатка длины, превьшающего g-, производится с учетом нового значения
Kj регистра I 2.
Полная длина Имеет вид t.
. „--г4-.
55 Формула изобретения
Устройство для измерения длины прокатываемого материала, содержащее три датчика положения прокаты7
ваемого материала, первый из которых установлен по оси валков в вначале баэово|-о отрезка длины, второй - в начале контрольного измерительного отрезка длины, а третий - в конце контрольного измерительного отрезка длины, совпадающем с концом базового отрезка, соединенньп с валками датчик импульсов, первый элемент И, первым входом соединенный с выходом датчика импульсов, масштабно-преобра зующий блок, первым входом соединенный с выходом первого элемента И, первый счетчик, первым и вторым входами соединенный с выходами масштаб- но-преобразуюшего блока и первого датчика положения соответственно, блок записи базовой длины, выходом соединенный с третьим входом первп15787
го счетчика, второй г лемент И и второй счетчик, отличаютее- с я тем, что, с пелью повышения оперативности измерения, оно снаб5 жено регистром, выход которого соединен с вторым входом масштабно- преобразующего блока, а первый вход - с входом блока записи базовой длины и выходом второго элемента И,
О первый вход которого соединен с третьим датчиком положения, а второй вход - с выходом первого датчика положения и вторым входом первого элемента И, второй вход регистра динен с выходом второго счетчика, первый вход которого соединен с выходом первого элемента И, а второй вход соединен с выходом второго датчика положения.
Фиг. 2
Редактор А.Коэориз
Составитель Л.Крюкона
Техред М.Ходанич Корректор В.Бутяга
Заказ 2342/МТираж 677Подписное
ВНИШШ Государстясино1Ч) комитета СССР
по делам изопретени и открытий 3035, Москва, Ж-35, Раушская иаб., д. 4/5
Производствен.1о-г1олиграфическо1. продчриятие. г. Ужгород, ул. Проектнля, 4
Фиг J
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ измерения длины прокатываемого материала и устройство для его осуществления | 1985 |
|
SU1315786A1 |
| Устройство для измерения длины проката | 1972 |
|
SU657236A1 |
| Цифровое устройство для измерения длины проката | 1972 |
|
SU679786A1 |
| Устройство для измерения длины проката | 1977 |
|
SU763669A1 |
| Устройство для автоматического контроля металла в поле допусков по толщине | 1982 |
|
SU1077676A1 |
| Способ измерения длины полосы на стане горячей прокатки | 1991 |
|
SU1788430A1 |
| Устройство для измерения толщины в процессе прокатки | 1978 |
|
SU766692A1 |
| Устройство компенсации влияния эксцентриситета прокатных валков на прокатываемую полосу | 1982 |
|
SU1041187A1 |
| Устройство для измерения толщины полосы в процессе прокатки | 1976 |
|
SU662181A1 |
| Система автоматического регулирования толщины полосы на стане холодной прокатки | 1982 |
|
SU1058652A1 |
Изобретение относится к измерительной технике. Цель изобретения - ппньпиение оперативности измерения за счет формирования текущего яначе- н)1я длины в течение всего процесса прокатки материала, начиная с тл попадания материала в валки. В (Л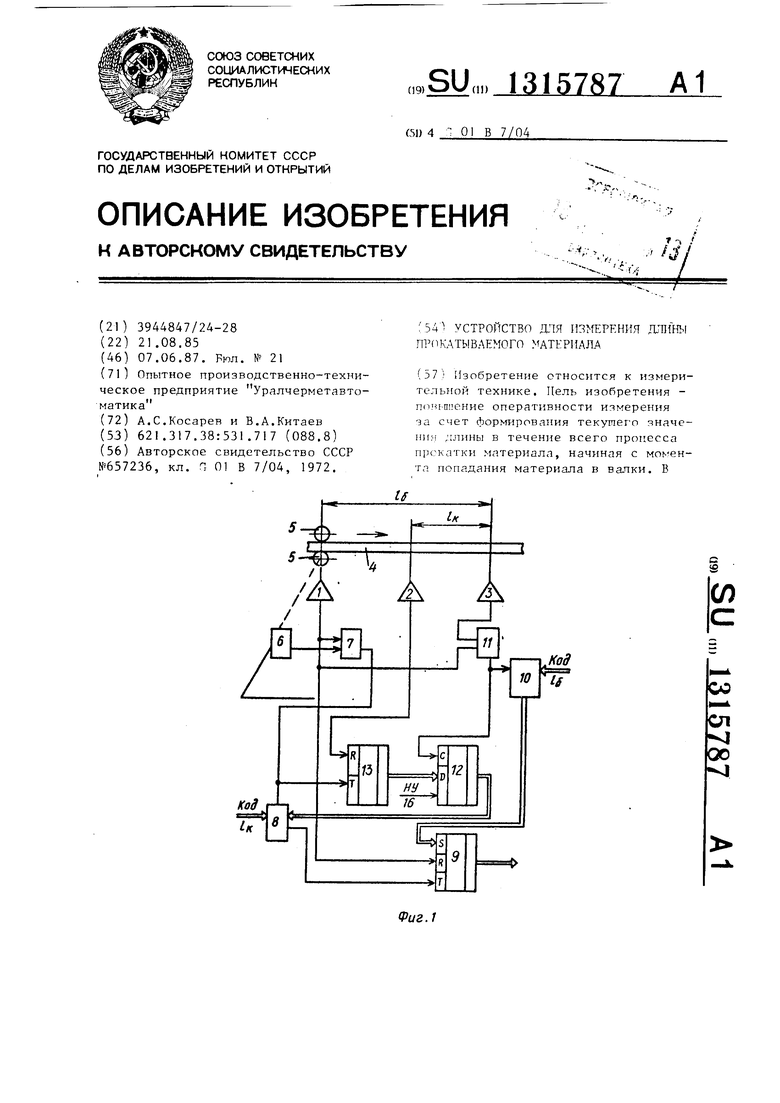
| Устройство для измерения длины проката | 1972 |
|
SU657236A1 |
| , 01 В 7/04, 1972 | |||
| Способ обработки легко рассыпающихся и плохо высыхающих осочно-тростниковых торфов при помощи разбавленных щелочей | 1922 |
|
SU541A1 |
