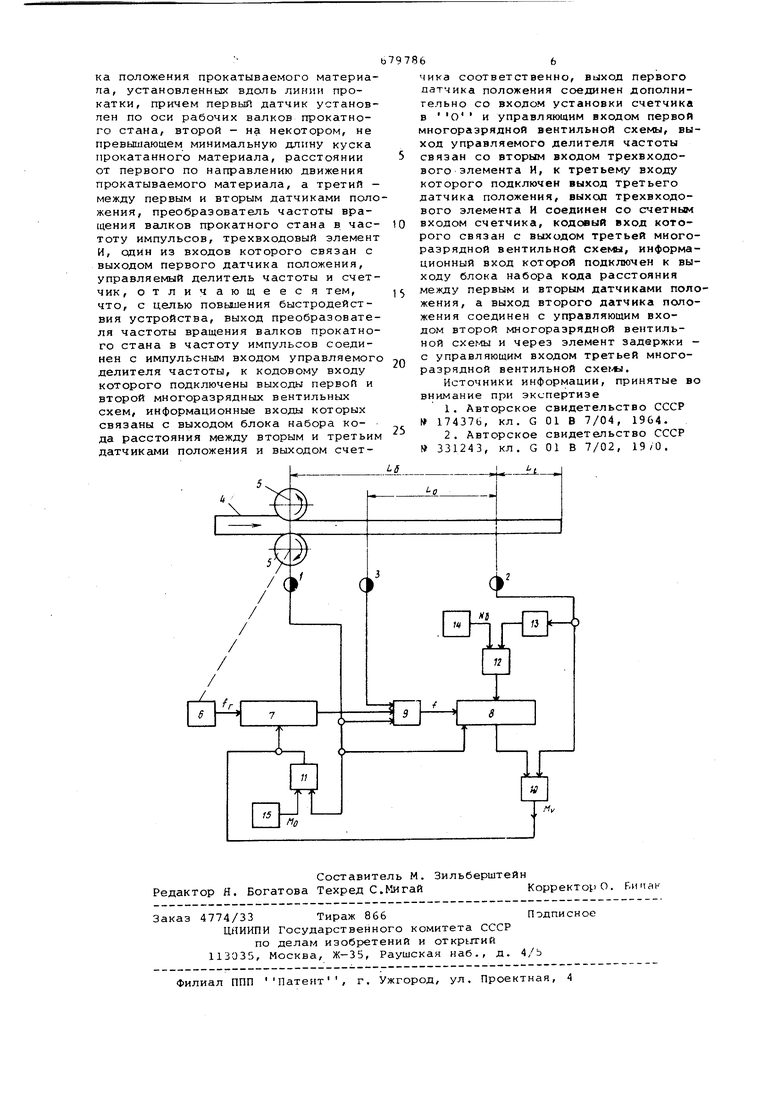
Изобретение относится к области измерительной техники и может быть использовано пля определения длины изделий в процессе их движения и об работки на прокатных станках. Известно устройство, реализующее способ измерения длины проката, содержащее три счетчика импульсов, дв регистра, двойной дешифратор и схем совпадения, количество которых существенно возрастает при необходимости повысить точность измерения 1. Недостатком этого устройства является его сложность и ненадежнос эксплуатации. в Наиболее близким техническим решением является измеритель длины проката, содержащий три датчика, положения прокатываемого материала, установленных вдоль линии прокатки, причем первый датчик установлен по оси рабочих валков прокатного стана второй - на некотором, не превышающем минимальную длину куска проката ного материала, расстоянии от перво го по направлению движения прокатываемого материала, а третий - между первым и вторым датчиками положения; преобразователь частоты вращения валков прокатного стана в Ч:астоту импульсов; трехвходовый- элемент И, один из входов которого св.язан с выходом первого датчика положения; управляемый делитель частоты и счетчик 2. Однако известный измеритель не обладает достаточным быстродействием, не дает возможности получать непрерывную информацию о длине раската, прошедшего прокатку в процессе измерения, а также затрудняет расстановку датчиков вдоль линии прокатки . Цель изобретения - повышение быстродействия, устройства. Поставленная цель достигается тем, что выход преобразователя частоты врёодения валков прокатного стана в частоту импульсов соединен с импульсным входом управляемого делителя частоты, к кодовому входу которого подключены выходы первой и второй многоразрядных вентильных схем, информационные входы которых связаны с выходом блока набора кода расстояния между вторым и третьим датчиками положения и выходом счетчика соответственно, выход первого датчика положения соединен дополнительно со входом установки счетчика в 3 О и управляющим входом первой многоразрядной вентильной схемы, выход управляемого делителя частоты связан со вторым входом трехвходово го элемента И, к третьему входу которого подключен выход третьего дат чика положения, выход трехвходового элеме та И соединен со счетным.входом счетчика, кодовый вход которого связан с выходом третьей-многораз-, рядной вентильной схемы, информационный вход которой подключен к вы ходу блока набора кода расстояния между первым и вторым датчиками положения, а выход второго датчика по ложения соединен с управляющим входом второй многоразрядной вентильной схема и через элемент задержки с управляющим входом третьей много разрядной вентильной схемы. На.чертеже приведена схема предлагаемого цифрового устройства для измерения длины проката. Она содержит датчики 1, 2, 3 положения материала 4, прокатываемого в стане S, преобразователь G час тоты вращения валков прокатного ст на в частоту импульсов, управляемый делитель 7 частоты, счетчик 8 импульсов, трехвходовый элемент И 9,многоразрядные вентильные схемы 10,11 и 12, элемент 13 задержки, блок 14 набора кода расстояний - между первым и, вторым датчиками по ложения и блок 15 набора кода расстояний - между вторым и третьим датчиками положения металла. Устройство работает следующим о разом. При входе прокатываемого матери ла в валки стана Ь срабатывает дат чик 1 положения. Сигнал на выходе этого датчика приводит устройство в исходное положение. При этом сче чик В устанавливается в О, а на ко довый вход управляемого делителя частоты из блока 15 через многораз рядную вентильную схему 11 поступа код М , представляющий собой промасштабированное расстояние между вторым и третьим датчиком положени метёшла o o oУправляемый делитель 7 частоты преобразует поступающую на его счет ный вход от датчика 6 частоту f в частоту fp, определяемую соотношениемВ момент достижения передним концом прокатываемого материала дат чика 3 открывается трехвходовый эле мент И 9, и на счетный вход счетчика 8 поступают импульсы с частотой f., К моменту подхода материала к датчику 2 в счетчике 8 образуется числом MV пропорциональное рассто G нию LO между датчиками положэния 3 и 2 ii обратно пропорциональное скорости движения материала V -v-fc При срабатывании датчика 2 положения на кодовый вход управляемого делителя 7 частоты через многоразрядную вентильную схему 11 подается число My. При этом частота импульсов, поступающих с выхода управляемого делителя 7 частоты на счетный вход счетчика 3 корректируется и становится пропорциональной скорости движения материала V/v, 1 - М/ f, и„ - L VКроме того, по сигналу датчика 2через время, определяемое элементом задержки 13, в счетчик 8 из блока 14 записывается число , представляющее собой двоичный код базового расстояния Ljj между датчиками 3и 2, с учетом масштабирующего коэффициента длины материала момента срабатывания датчика 2 число N в счетчике 8 пропорционально текущей длине части раската, прошедшей прокатку .(,x где избыточная (сверх базовой) длина части раската, прошедшей прокатку. При выходе материала из клети по сигналу датчика 1 закрывается трехвходовый элемент И, поступление импульса в счетчик 8 прекращается, а число в счетчике представляет собой полную длину раската. Таким образом, предлагаемое устройство, предназначенное для измерения длины проката, позволяет повысить быстродействие подобных устройств путем совмещения операции счета импульсов, частота следования которых пропорциональна частоте вращения валков прокатного стана, с операцией масштабирования. Дополнительными преимуществами, получаемыми при совмещении этих операций, является возможность непрерывного получения информации о длине прокатанной части раската и свободная, не кратная двум, расстановка датчиков положения металла. Формула изобретения Цифровое устройство для измерения цлины проката, содержащее три датчика положения прокатываемого материапа, установленных вдоль линии прокатки, причем первый датчик установлен по оси рабочих валков прокатного стана, второй - на некотором, не превышающем минимальную длину куска прокатанного материала, расстоянии от первого по направлению движения прокатываемого материала, а третиП между первым и вторым датчиками поло жения, преобразователь частоты вращения валков прокатного стана в частоту импульсов, трехвходовый элемент И, един из входов которого связан с выходом первого датчика положения, управляемый делитель частоты и счетчик, отлич ающе ее ятем, что, с целью повышения быстродействия устройства, выход преобразователя частоты вращения валков прокатного стана в частоту импульсов соединен с импульсным входом управляемог делителя частоты, к кодовому входу которого подключены выходы первой и второй многоразрядных вентильных схем, информационные входы которых связаны с выходом блока набора кода расстояния между вторым и третьим датчиками положения и выходом счетьчика соответственно, выход первого датчика положения соединен дополнительно со входом установки счетчика и управляющим входом первой многоразрядной вентильной схемы, выход управляемого делителя частоты связан со вторым входом трехвходового элемента И, к третьему входу которого подключен выход третьего датчика положения, выход трехвходового элемента И соединен со счетным входом счетчика, кодовый вход которого связан с выходом третьей многоразрядной вентильной схема, информационный вход которой подключен к выходу блока набора кода расстояния между первым и вторым датчиками положения, а выход второго датчика положения соединен с управляющим входом второй многоразрядной вентильной и через элемент задержки с управляющим входом третьей многоразрядной вентильной cxet-ы. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 174376, кл. G 01 В 7/04, 1964. 2.Авторское свидетельство СССР ( 331243, кл. G 01 В 7/02, 19/0.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматического управления прокаткой труб с утоненными концами | 1976 |
|
SU599870A1 |
| Устройство для измерения длины проката | 1972 |
|
SU657236A1 |
| Устройство для автоматическогоупРАВлЕНия пРОКАТКОй ТРуб СуТОНЕННыМи КОНцАМи | 1978 |
|
SU816596A1 |
| Устройство измерения средней толщины проката | 1983 |
|
SU1068192A1 |
| Устройство для автоматического управления прокаткой труб с утоненными концами | 1978 |
|
SU778844A1 |
| Система управления раскроем сортового раската летучими ножницами | 1987 |
|
SU1426788A1 |
| Система управления порезкой крупных профилеразмеров сортового проката | 1989 |
|
SU1632540A1 |
| Устройство для автоматического регулирования межвалкового зазора при прокатке полос | 1981 |
|
SU1007773A1 |
| Способ автоматического регулирования толщины проката и устройство для его осуществления | 1980 |
|
SU982835A1 |
| Устройство для раскроя проката на заданное число полос | 1986 |
|
SU1357099A1 |
