( УСТРОЙСТВО для ИЗМЕРЕНИЯ ДЛИНЫ ЗАГОТОВОК
I
Изобретение относится к измерительной технике, а именно к устройствам для измерения длины заготовок проката и может быть использовано в .производстве яри порезке проката на летучих ножницах непрерывно-заготовочных станов.
Известно устройство для измерения длины заготовок проката, содержащее базовые датчики, счетчики импульсов, блок вычислений, ко входам которого подключены выходы счетчиков импульсов, преобразователь угла поворота в последовательность импульсов, выход которого соединен со счетным входом счетчика импульсов базовой длины, датчик фиксации конца заготовки по оси валков tl.
Недостатком устройства является невысокая надежность работы из-за сбоя при транспортировке в зоне измерения заготовки, длина которой меньше базовой длины.
ПРОКАТА
Наиболее близким к предлагаемому по технической сущности является устройство для измерения длины заготовок проката, содержащее первый и второй базовые датчики, блок вычислений, счетчики импульсов базовой и немерной длины, выходы которых подключены к блоку вычислений, и преобразователь угла поворота валка рольганга в последовательность ,
10 импульсов, выход которого подключен ко счетным входам счетчиков импульсов, выход первого базового датчика подключен к управляющему входу счетчика немерной длины 2.
IS
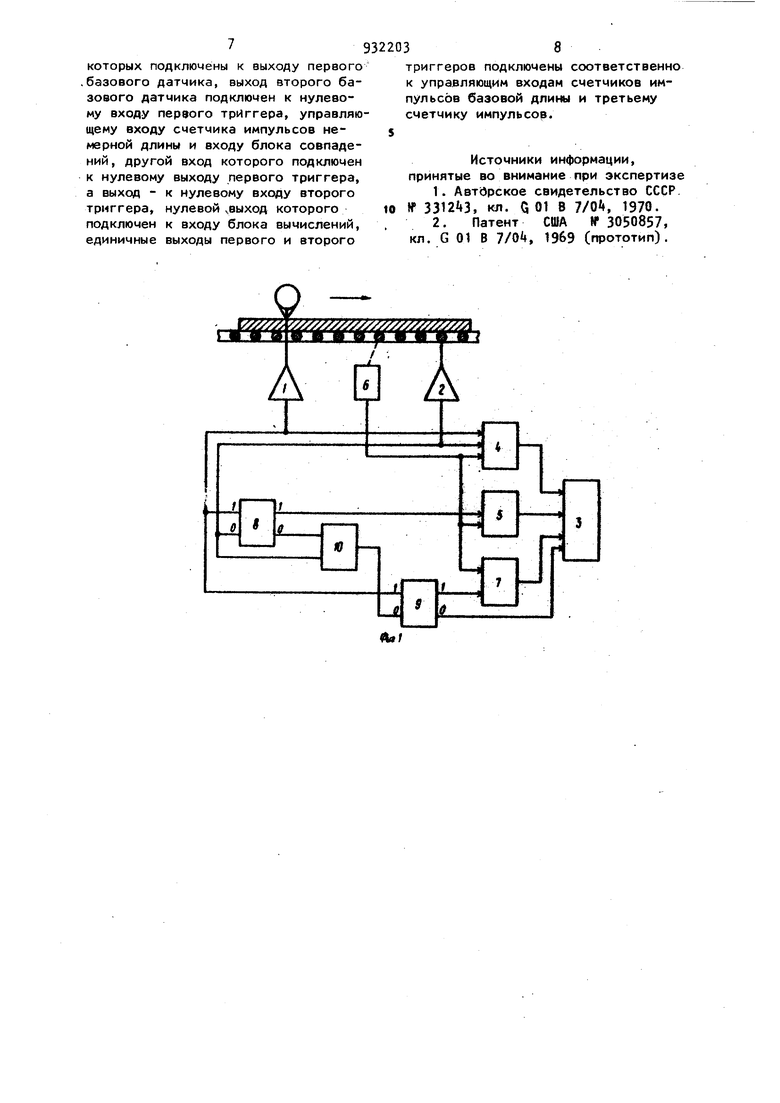
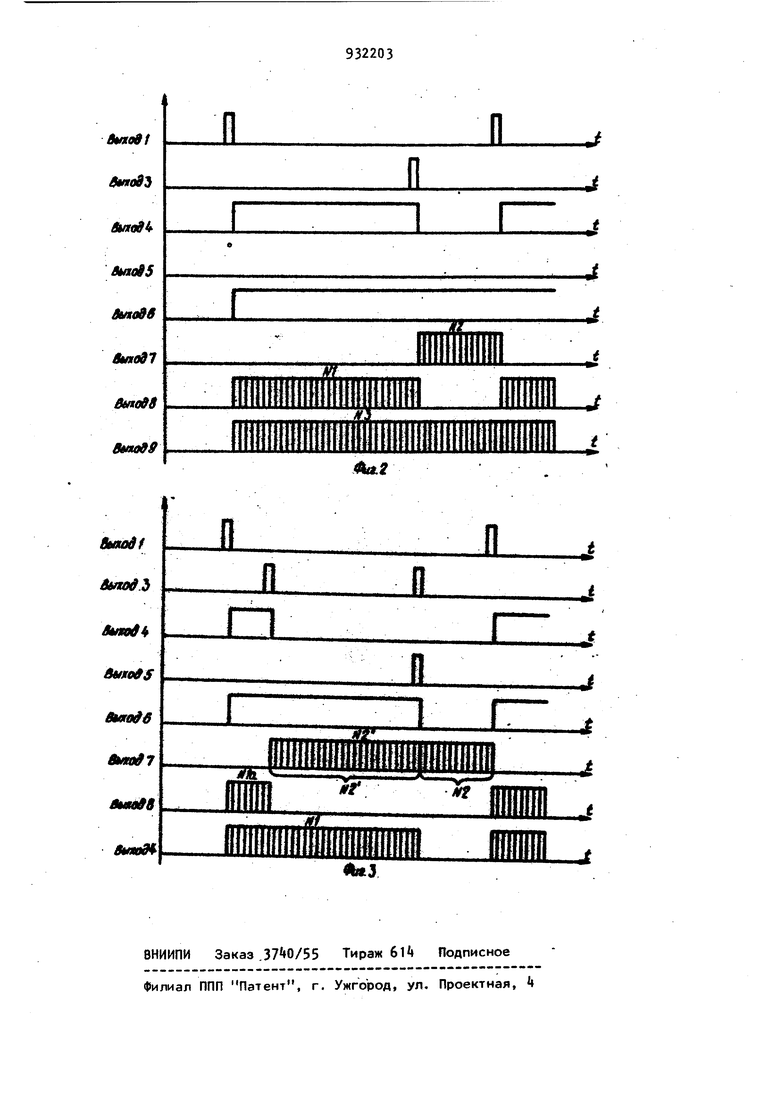
Недостатком устройства является, невысокая надежность работы при транспортировке в зоне изкюрения заготовки, длина которой меньше баЮзовой длины, что, в свою очередь, приводит -к недостоверной информации, о длине последующих заготбвок больших базовой длины. Цель изобретения - повышение надежности путем исключения сбоя при измерении заготовки длина которой меньше базовой длины. Указанная цель достигается тем, что устройство снабжено третьим счетчиком импульсов, счетный вход которого подключен к преобразо вателю угла поворота в последовател ность импульсов, а выход - к блоку вычислений, блоком совпадений, первым и вторым триггерами, единичные входы которых подключены к выходу первого базового датчика, выход вто ,рого базового датчика подключен к нулевому входу первого триггера, уп равляющему входу счетчика импульсов немерной длины и входу блока совпадений, другой вход которого подключен к нулевому выходу первого триггера, а выход - к нулевому входу второго триггера, нулевой выход которого подключен ко входу блока вычислений, единичные выходы первого и второго триггеров подключены соот ветственно к управляющим входам сче чиков импульсов базовой длины и третьему счетчику импульсов. На фиг.1 прей-тавлена блок-схема устройства; на фиг.2 и 3 временные диаграммы работы при длине заготовки больше и меньше базовой длины соответственно. Устройство содержит первый и вто рой базовые датчики t и 2, блок 3 вычислений, счетчики и 5 импульсов базовой и немерной длины, выходы которых подключены к блоку 3 вычислений, преобразователь 6 угла поворота валка рольганга в последовательность импульсов, выход которого подключен к счетным входам сметчиков и 5 импульсов, третий счетчик 7 импульсов, выход которого подключен к блоку 3 вычислений, выход первого базового датчика 1 подключен к счетчику k и единичным входам первогЪ триггера 8 и второго триггера 9 нулевые входы триггеров 8 и 9 подключены к выходу базового датчика 2 и блока 10 совпадений, соответственно, второй вход блока 10 подключен к нулевому выходу триг гера 8, единичный выход которого подключен к управляющему входу счет чика 5 импульсов базовой длины, единичный выход триггера 9 подключен к управляющему входу счетчика 7 импульсов, счетный вход которого 34 подключен к выходу преобразовате- . ля 6. Устройство работает следующим образом. В зависимости от длины заготовок проката устройство работает в нормальном режиме измерения ( при длине заготовки больше базовой длины С 6t ) и в аварийном режиме измерения (при ). В нормальном режиме в момент реза проката на летучих ножницах на выходе первого базового датчика 1 появляется сигнал реза. Сигнал peза, поступая на единичные входы триггеров 8 и 9, задним фронтом устанавливает их в единичное состояние и одновременно поступает на один из управляющих входов счетчика k импульсов немерной длины, запрещая при этом заполнение его импульсами, поступающими с выхода преобразователя 6 на счетный вход счетчика 4. Сигналы с единичных выходов триггеров 8 и 9 поступают на управляющие входы счетчика 5 импульсов базовой длины и счетчика 7 импульсов, разрешая их заполнение импульсами, поступающими с выхода преобразователя 6. В момент {прохождения переднего края заготовки мимо второго базового датчика 2 на;другом управляющем входе счетчика t импульсов немерной длины появляется сигнал, разрешающий заполнение счетчика импульсами, поступающими с выхода преобразователя 6. Одновременно с этим сигнал со второго базового датчика 2 поступает на нулевой вход первого триггера В, перебрасывая его в нулевое состояние своим задним фронтом. При этом сигнал с первого триггера 8 поступает на управляющий вход счетчика 5 импульсов базовой длины и пре-. кращает заполнение счетчика 5. Таким образом, в счетчике 5 за промежуток времени от сигнала реза с первого базового датчика 1 до сигнала срабатывания второго базового датчика 2 накапливается число импульсов N1, пропорциональное базовой длине 2g, Второй триггер 9 находится в единичном состоянии, и счетчик 7 импульсов продолжает считать импульсы вплоть до следующего сигнала реза, который сбрасывает его в исходное 5 состояние, а затем вновь начинается счет импульсов. При поступлении сигнала реза с первого базового датчика 1 на управляющий вход счетчика импульсов немерной длины он вновь запирается, и в нем фиксируется количество импульсов , пропорциональное немерной длине заготовки 2 , Код с выхода счетчика k импульсов немерной длины поступает на один из входов блока 3 вычислений, а код с выхода счетчика 5 импульсов базовой длины - на другой вход блока 3. который определяет длину заготовки. В аварийном режиме устройство работает следукмдим образом. Передний край заготовки гфохоАит створ датчика 1 и занимает промежуточное положение между датчиками 1 и 2. Сигнал на выходе датчика 1 сфор мируется в момент реза проката и поступает на единичные входы триггеров 8 и 9) разрешая заполнение счетчиков 5 и В момент прохождения переднего края короткой заготовки мимо датчика 2, на выходе последкеГО формируется сигнал, который прекращает заполнение счетчика 5 и рааре юает прохождение импульсов на счетушй вход счетчика . Заполнение счет .чика 7 продолжается. Счетчик 5 накопил количество импульсов, пропорциональное расстоянию Pg кор j где КОР-З Алина короткой заготовки.
При про)$аждении вслед за короткой заготовкой переднего кргт годной заготовки (PJ б) мимо второго базового датчика 2 он срабатывает, и сигнал с его выхода поступает на вход счетчика k, в котором к этому моменту накапливается число импульсов N2.
Сигнал со второго базового датчика 2 поступает на один из вход9В блока 10 совпадений, на другом входе которого имеется разрешение с выхода триггера 8, в результате чего блок 10 совпадений открывается. Сигнал с его,выхода поступает на нулевой вход триггера 9 который перебрасывается в нулевое состояние по заднему фронту сигнала и подает на управляющий вход счетчика 7 импульсов сигнал запрета на заполнение импульсами . В результате в нем фиксируется количество импульсов N1, пропорциональное базовой длине tf ,
Формула изобретения
, Устройство для измерения длины заготовок проката, содержащее первый и второй базовый датчики, блок вычислений, счетчики импульсов базовой и ненерной длины, выходы которых подключены к блоку вычислений, и преобразователь угла поворота валка рольганга в последовательность импульсов, выход которого подключен к счетным входам счетчиков импульсов, выход первого базового датчика подключен к управляющему входу счетчика немерной длины, отличающееся тем, что, с целью повышения надежности путем исключения сбоя при измерении заготовки, длина которой меньше базовой длины, оно снабжено третьим счетчиком импульсов, счетный вход которого подключен к преобразователю yi- ла поворота в последовательность импульсов а выход - к блоку вычислений, блоком совпадений, первым и вторым триггерами, единичные входы 3 Одновременно с нулевого выхода триггера 9 подается на вход блока 3 команда на считывания с выхода счетчика 7 кода N1, соответствующего базовой длине, вместо ложного кода Nld, записанного в счетчике 5 базовой длины. Одновременно блок 3 запоминает код N2счетчика , соответствующий числу импульсов, накопленных в счетчике за промежуток времени между двумя срабатываниями датчика 2. Сигнал с выхода датчика 2, поступающий на управляющий вход счетчика k импульсов, позволяет осуществлять его дальнейшее заполнение импульсами с выхода преобразователя 6. При поступлении с первого базового датчика 1 сигнала реза на управляющий вход счетчика k прекращается заполнение его импульсами с выхода преобразователя 2, причем количество импульсов, зафиксированное в нем, равно N2. Код N2, равный разности кодов N2 пропорциональный длине немерного остатка годной заготовки, определяется в блоке 3 вычислений. Изобретение исключает сбой при транспортировке в зоне измерения заготовки, длина которой меньше базовой. которых подключены к выходу первого .базового датчика, выход второго базового датчика подключен к нулевому входу первого триггера, управляющему входу счетчика импульсов немерной длины и входу блока совпадений, другой вход которого подключен к нулевому выходу первого триггера, а выход - к нулевому входу второго триггера, нулевой .выход которого подключен к входу блока вычислений, единичные выходы первого и второго 9 38 триггеров подключены соответственно к управляющим входам счетчиков импульсов базовой длины и третьему счетчику импульсов. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № , кл. Q 01 В У/О, 1970. 2.Патент США № 3050857, кл. G 01 В 7/04, 1969 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для измерения длины проката | 1979 |
|
SU855383A1 |
| Система управления раскроем сортового раската летучими ножницами | 1989 |
|
SU1632660A2 |
| Устройство для измерения длины движущихся изделий | 1980 |
|
SU937995A1 |
| Устройство для измерения длины движущихся изделий | 1984 |
|
SU1224560A1 |
| Устройство управления безупорным мерным резом полосы | 1978 |
|
SU774832A1 |
| Устройство для безотходного раскроя проката | 1987 |
|
SU1493397A1 |
| Измеритель длины проката | 1975 |
|
SU596817A1 |
| Система управления раскроем сортового раската летучими ножницами | 1988 |
|
SU1542800A2 |
| Система управления раскроем проката на полосы летучими ножницами непрерывного сортового стана | 1982 |
|
SU1063590A1 |
| Способ равномерного раскроя мелкосортного проката и устройство для его осуществления | 1986 |
|
SU1424997A1 |
ю
ij
