определяют сверхбазовую длину прокатываемого материала и текущую длину следующего материала до длины базового расстояния. По окончании прохождения передним концом материала базового расстояния измеренное текущее значение корректируют путем замены его на код базового расстояния При срабатывании датчика 1 разрешается прохождение импульсов датчика 6 на масштабно-преобразующий блок 11 и счетчик 10. Блок И преобразует импульсную последова тельность с датчика 6 Nj, с учетом хранящейся в регистре 8 информации последовательность импульсов текущей длины 1, первого материала, выдает ее в виде кода в счетчик 9, где формируется длина материала. При срабатывании датчика 3 информация из счетчика 10 переписывается в регистр 8 (взамен N.), блок 1 2 корректиру
Изобретение относится к измерительной технике и может быть использовано, например, на прокатных станах металлургической промышленности, а также в составе автоматизированных систем управления технологическим процессом и в системах мерного раскроя .
Цель изобретения - повышение оперативности измерения путем формирс- вания текущего значения длины в течение всего времени технологического процесса.
Сущность способа заключается в следующем.
После прокатки i-ro материала запоминают значение К.,, количества
KI
им
пульсов, полученное с датчика импульсов при похождении передним концом этого материала расстояния 1,, с момента поступления в валки (i+ +1)-го материала измеряют текущее значение длины по формуле
1 а 2.- N Г . N
NUo Sci-M ЕЙ-)
где N
S(UO
- количество импульсов дач-. чика импульсов при про786
информацию счетчика 9 путем записи кода базовой длины Ij-. При прохождении остатка первого материала блок 11 выдает последовательность выходных импульсов, пропорциональную длине материала, формируя таким образом текущую длину материала. При поступлении следующего материала импульсы от датчика 6 начинают поступать на счетчик 10 и блок П, кото- рьй преобразует их в соответствии с кодом N|,, храияиц1мся в регистре 8. Формируется текущая длина материала, начиная с момента поступления его в валки. При срабатывании датчика 2 счетчик 10 отсчитывает число , которое переписывается в регистр 8. Блок 12 записи корректирует текущую информацию в счетчике 9 путем записи g-. Измерение остатка длины производится с учетом нового значения К, регистра 8. 2 с.п. ф-лы, 3 ил.
хождении передним концом (i+l)-ro материала расстояния If.
В момент поступления переднего конца (i-t-l)-ro материала в зону третьего датчика текущее значение длины уточняют путем замены его на значе
ние 1
SПри прохождении передним концом (i+l)-ro материала контрольного расстояния IK подсчитывают число импульсов N.(14,) датчика импульсов и с момента прихода переднего конца материала в зону третьего датчика текущую длину материала определяют по формуле
Ич
1,
,1)
(..,,,
где N, ,41 число импульсов датчика
перемещения при прохождении (i+l)-ro материала расстояния сверх Ij-,
т.е. 1(„1-Ц.
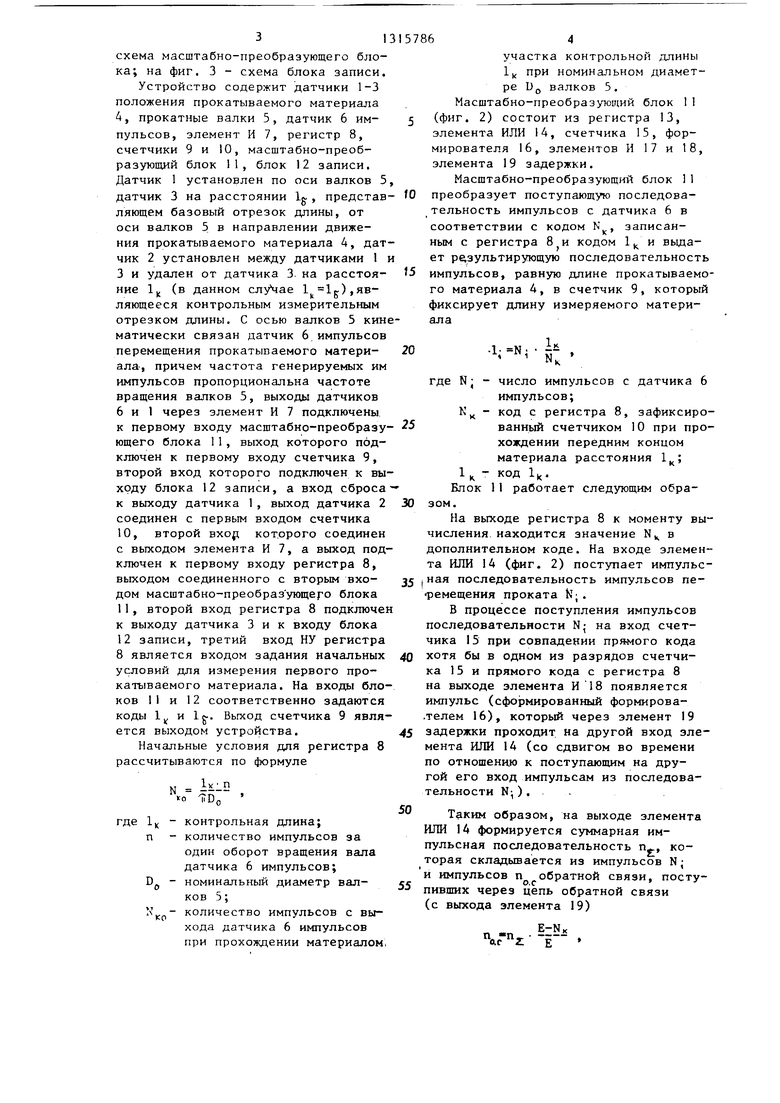
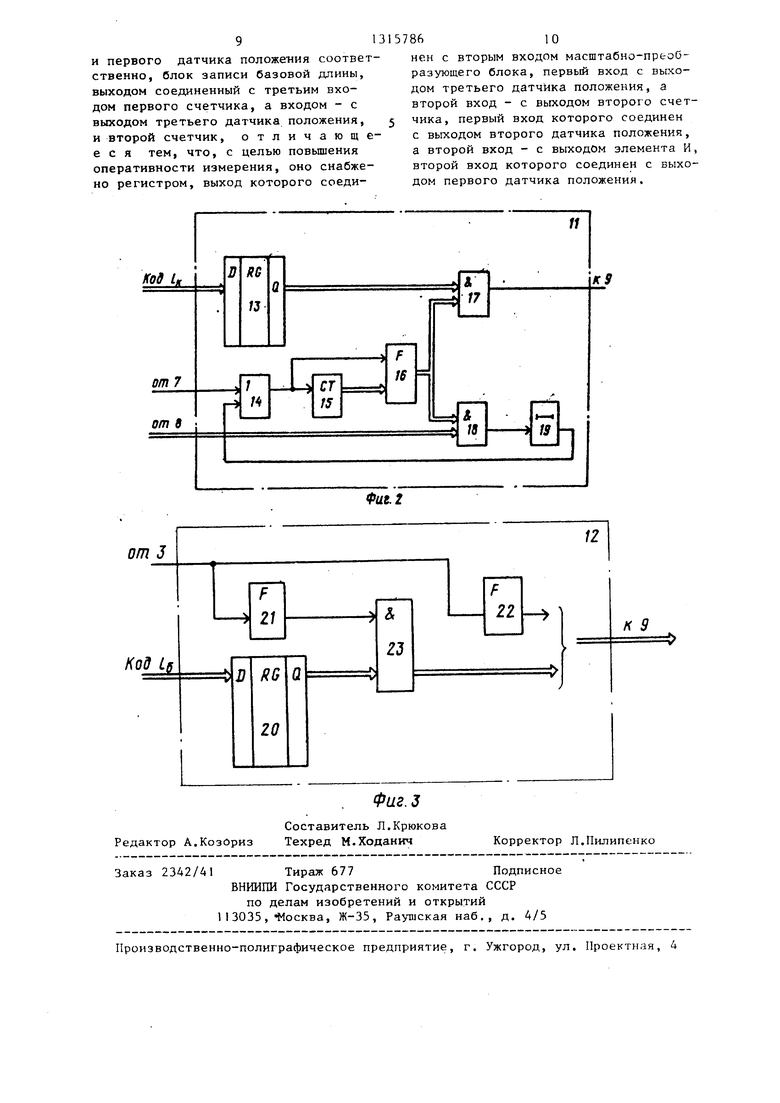
На фиг. 1 представлена функциональная схема устройства ,апя реапи- зации способа измерения длины лро- катываемог о материала; на фиг. 2 схема масштабно-преобразующего блока; на фиг. 3 - схема блока записи.
Устройство содержит датчики 1-3 положения прокатываемого материала 4, прокатные валки 5, датчик 6 им- пульсов, элемент И 7, регистр 8, счетчики 9 и 10, масштабно-преобразующий блок 11, блок 12 записи. Датчик 1 установлен по оси валков 5 датчик 3 на расстоянии Ig, , представ- ляющем базовый отрезок длины, от оси валков 5 в направлении движения прокатываемого материала 4, датчик 2 установлен между датчиками 1 и 3 и удален от датчика 3. на расстоя- ние 1 (в данном случае ),являющееся контрольным измерительным отрезком длины. С осью валков 5 кинематически связан датчик 6 импульсов перемещения прокатываемого матери- ала, причем частота генерируемых им импульсов пропорциональна частоте вращения валков 5, выходы датчиков 6 и 1 через элемент И 7 подключены к первому входу масштабно-преобразу- ющего блока 11, выход которого подключен к первому входу счетчика 9, второй вход которого подключен к выходу блока 12 записи, а вход сброса к выходу датчика 1, выход датчика 2 соединен с первым входом счетчика
10,второй вхор которого соединен с выходом элемента И 7, а выход подключен к первому входу регистра 8, выходом соединенного с вторым вхо- дом масштабно-преобраз ующеро блока
11,второй вход регистра 8 подключен к выходу датчика 3 и к входу блока 12 записи, третий вход НУ регистра
8 является входом задания начальных условий для измерения первого прокатываемого материала. На входы блоков И и 12 соответственно задаются коды 11 и Ig.. Выход счетчика 9 является выходом устройства.
Начальные условия для регистра 8 рассчитываются по формуле
N
1х п
ю 7D,.
1 - контрольная длина;
п - количество импульсов за
один оборот вращения вала датчика 6 импульсов;
D - номинальный диаметр вал- 55 ков 5;
количество импульсов с выхода датчика 6 импульсов при прохождении материалом,
участка контрольной длины 1 при номинальном диаметре UQ валков 5.
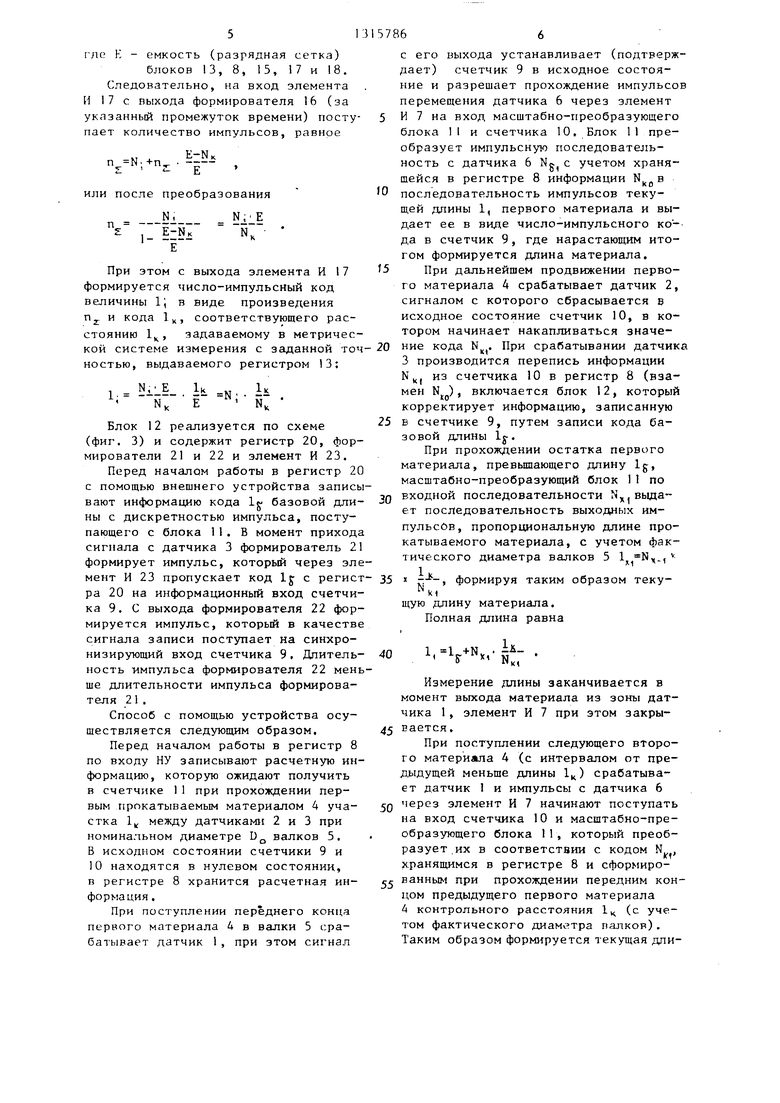
Масштабно-преобразующий блок 11 (фиг. 2) состоит из регистра 13, элемента ИЛИ 14, счетчика 15, формирователя 16, элементов И 17 и 18, элемента 19 задержки.
Масштабно-преобразующ1-гй блок 1 1 преобразует поступающую последовательность импульсов с датчика 6 в соответствии с кодом N, записанным с регистра кодом 1 и выдает ре зультирующую последовательность импульсов, равную длине прокатываемого материала 4, в счетчик 9, который фиксирует длину измеряемого материала
-1- N - NK
5 О 5 205 30
j
40 5
0
5
где N; - число импульсов с датчика 6
импульсов;
К - код с регистра 8, зафиксированный счетчиком 10 при прохождении передним концом материала расстояния 1 - код 1ц.
Блок 11 работает следующим образом.
На выходе регистра 8 к моменту вычисления, находится значение N в дополнительном коде. На входе элемента ИЛИ 14 (фиг. 2) поступает импульс- Iная последовательность импульсов пе- ремещения проката К; .
В процессе поступления импульсов последовательности N- на вход счетчика 15 при совпадении прямого кода хотя бы в одном из разрядов счетчика 15 и прямого кода с регистра 8 на выходе элемента И 18 появляется импульс (сформированный формирова- .телем 16), который через элемент 19 задержки проходит на другой вход элемента ИЛИ 14 (со сдвигом во времени по отношению к поступающим на другой его вход импульсам из последовательности N- ). .
Таким образом, на выходе элемента ИЛИ 14 формируется суммарная импульсная последовательность п, которая складывается из импульсов N и импульсов п обратной связи, поступивших через цепь обратной связи (с выхода элемента 19)
п -п,г
0,С Z.
E-N Ё
где К - емкость (разрядная сетка)
блоков 13, 8, 15, 17 и 18. Следовательно, на вход элемента Н 17 с выхода формирователя 16 (за указанный промежуток времени) поступает количество импульсов, равное
п,,г:й-« .
или после преобразования
N,
;:1Е«г S7-
При этом с выхода элемента И 17 формируется число-импульсный код величины 1; в виде произведения п. и кода 1ц, соответствующего расстоянию 1, задаваемому в метрической системе измерения с заданной точностью, выдаваемого регистром 13;
1. . k N,. 1
N E N
Блок 12 реализуется по схеме (фиг. 3) и содержит регистр 20, формирователи 21 и 22 и элемент И 23.
Перед началом работы в регистр 20 с помощью внешнего устройства записывают информацию кода Ig- базовой длины с дискретностью импульса, поступающего с блока 11. В момент прихода сигнала с датчика 3 формирователь 21 формирует импульс, который через элемент И 23 пропускает код Ij с регистра 20 на информационный вход счетчика 9. С выхода формирователя 22 формируется импульс, который в качестве сигнала записи поступает на синхронизирующий вход счетчика 9, Длительность импульса формирователя 22 мень- ще длительности импульса формирователя 2 1 .
Способ с помощью устройства осуществляется следующим образом.
Перед началом работы в регистр 8 по входу НУ записывают расчетную информацию, которую ожидают получить в счетчике 11 при прохождении первым прокатываемым материалом 4 участка 1 между датчиками 2 и 3 при номинальном диаметре D валков 5. В исходном состоянии счетчики 9 и 10 находятся в нулевом состоянии, п регистре 8 хранится расчетная информация .
При поступлении переднего конца первого материала 4 в валки 5 срабатывает датчик 1, при этом сигнал
7866
с его выхода устанавливает (подтверждает) счетчик 9 в исходное состояние и разрещает прохождение импульсов перемещения датчика 6 через элемент
5 И 7 на вход масщтабно-преобразующего блока 1I и счетчика 10, Блок 11 преобразует импульсную последовательность с датчика 6 N с учетом хранящейся в регистре 8 информации в
О последовательность импульсов текущей длины 1, первого материала и выдает ее в виде число-импульсного кода в счетчик 9, где нарастающим итогом формируется длина материала.
5 При дальнейшем продвижении первого материала 4 срабатывает датчик 2, сигналом с которого сбрасывается в исходное состояние счетчик 10, в котором начинает накапливаться значе0 ние кода N. При срабатывании датчика 3 производится перепись информации из счетчика 10 в регистр 8 (взамен N|, ), включается блок 12, который корректирует информацию, записанную
5 в счетчике 9, путем записи кода базовой длины 1у.
При прохождении остатка первого материала, превышающего длину Ig, масштабно-преобразующий блок 11 по
30 входной последовательности N,Bbraa- ет последовательность выходных им- пульсСв, пропорциональную длине прокатываемого материала, с учетом фактического диаметра валков 5 1,К.,
35 формируя таким образом теку к щую длину материала.
Полная длина равна
40
1 1 +N . ii N,,
Измерение длины заканчивается в момент выхода материала из зоны датчика 1, элемент И 7 при этом закры45 вается.
При поступлении следующего второго материала 4 (с интервалом от предыдущей меньше длины 1) срабатывает датчик 1 и импульсы с датчика 6
Q через элемент И 7 начинают поступать на вход счетчика 10 и масштабно-преобразующего блока 11, который преобразует их в соответствии с кодом N , хранящимся в регистре 8 и сформиро ванным при прохождении передним концом предыдущего первого материала 4 контрольного расстояния 1ц (с учетом фактического диаметра палков). Таким образом формируется текущая дпина материала, начиная с момента поступления его в валки.
При поступлении переднего конца второго материала в зону действия датчика 2 сбрасывается в нуль счетчик 10 5 и начинает отсчитывать число N ,
При дальнейшем продвижении предьду- ший первый материал выходит из зоны действия датчика 3, а последующий второй входит в его зону, переписыва- О ется новое значение Подсчетчика 10 в регистр 8, включается блок 12 записи, который корректирует предыдущую текущую информацию длины в счетчике 9 путем записи кода Ig-, Измерение остат- 15 ка длины, превышающего 1, производится с учетом нового значения N регистра 8,
Полная длина равна
1 2 й;; .
При использовании устройства для подсчета суммарной длины прокатываемых материалов (поплавочно, посменно и т.п.) вход шины сброса счетчика 9 отключают от первого датчика и подают на внешнее устройство.
Формула изобретения
I. Способ измерения длины прокатываемого материала,заключающийся в том, что с помощью датчика импульсов кинематически связанного с осью про- катных валков, преобразуют перемещение прокатываемого материала в пропорциональное число импульсов с помощью датчиков положения, установленных на базовом Ig- и контрольном 1 расстояниях, фиксируют моменты прохождения переднего и заднего концов прокатываемого материала, при прохождении передним концом i-ro прокатываемого материала контрольного расстояния 1 производят подсчет числа N| импульсов датчика импульсов, по значению которого и величине 1 определяют.цену импульса датчика импульсов как С; -.-- , в момент окон-
к
чания прохождения передним концом прокатываемого материала базового расстояния фиксируют длину прокатываемого материала, равную Ig., пол- ную длину прокатываемого материала определяют в виде суммы Ig и произведения , где N - число импульсов датчика импульсов, поступившее с момента окончания прохождения передним концом i-ro прокатываемого материала базового расстояния Ig- до момента выхода его заднего конца из первого датчика положения, ограничивающего базовое расстояние, отличающийся тем, что, с целью повышения оперативности измерения, запоминают значение N., относящееся к предыдущей i-й полосе прокатываемого материала, до момента окончания прохождения передним концом следующей (1+1)-й полосы прокатываемого материала базового расстояния, определяют текущее значение длины прокатываемого материала, начиная с момента поступления переднего конца (i+l)-ro прокатываемого материала в зону первого датчика положения, ограничивающего базовое расстояние, путем подсчета произведения C;-Nj(.j, где Ng.,- число импульсов датчика импульсов, полученное при прохождении передним концом (i+l)-ro прокатываемого материала базового расстояния, Cj - цена импульса датчика импульсов, вычисленная при прокатке i-й полосе прокатываемого материала, при прохождении передним концом (i+O-ro прокатываемого материала контрольного расстояния 1 производят подсчет числа , импульсов датчика импульсов, по значению , и величине IK определяют цену импульса С , датчика импульсов, в момент окончания прохождения передним концом (i+l)-ro прокатываемого материала базового расстояния текущее значение длины уточняют исходя из фактического значения величины 1 Б.
2. Устройство для измерения длины прокатываемого материала, содержащее три датчика положения прокатываемого материала, первый из которых установлен по оси валков в начале базового отрезка длины, второй в начале контрольного измерительного отрезка длины, а третий - в конце контрольного измерительного отрезка длины, совпадающем с концом базового отрезка, соединенный с валками датчик импульсов, элемент И, первым входом соединенный с выходом датчика импульсов, масштабно-преобразующий блок, первым входом соединенный с выходом элемента И, первый счетчик, первым и вторым входами соединенный с выходами масштабно-преобразующего блока
и первого датчика положения соответ ственно, блок записи базовой длины, выходом соединенный с третьим входом первого счетчика, а входом - с выходом третьего датчика положения, и второй счетчик, отличающе е с я тем, что, с целью повьшения оперативности измерения, оно снабжено регистром, выход которого соедиРедактор А.КозОриз
Фиг. 3
Составитель Л.Крюкова Техред М.Ходанич
Заказ 2342/41 Тираж 677Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, -Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
15786 иен
10
с вторым входом масштабно-преобразующего блока, первый вход с выходом третьего датчика положения, а второй вход - с выходом второго счетчика, первый вход которого соединен с выходом второго датчика положений, а второй вход - с выходом элемента И, второй вход которого соединен с выходом первого датчика положения.
Корректор Л.Пилипенко
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для измерения длины прокатываемого материала | 1985 |
|
SU1315787A1 |
| Устройство для измерения длины проката | 1972 |
|
SU657236A1 |
| Способ измерения длины полосы на стане горячей прокатки | 1991 |
|
SU1788430A1 |
| Цифровое устройство для измерения длины проката | 1972 |
|
SU679786A1 |
| Устройство для измерения длины проката | 1977 |
|
SU763669A1 |
| Устройство для измерения длины проката | 1975 |
|
SU667798A1 |
| Устройство определения текущих координат металла на реверсивном прокатном стане горячей прокатки | 1977 |
|
SU686793A1 |
| Устройство для измерения длины движущегося проката | 1981 |
|
SU977934A1 |
| Устройство согласования скоростей проката и вращения барабана летучих ножниц | 1979 |
|
SU872066A1 |
| Устройство управления летучими ножницами | 1983 |
|
SU1159733A1 |
Изобретение относится к измерительной технике. Цель изобретения - повьппение оперативности измерения путем формирования текущего значения длины в течение всего времени технологического процесса. Тремя датчиками ограничивают базовое, совпадающее с осью прокатных валков, расстояние и контрольное, совпадающее с концом базового расстояния. На контрольном расстоянии вычисляют цену импульса датчика импульсов, кинематически связанного с осью валков, по которой и с о Ка8 k / lAd :л
| Авторское свидетельство СССР 657296, кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
