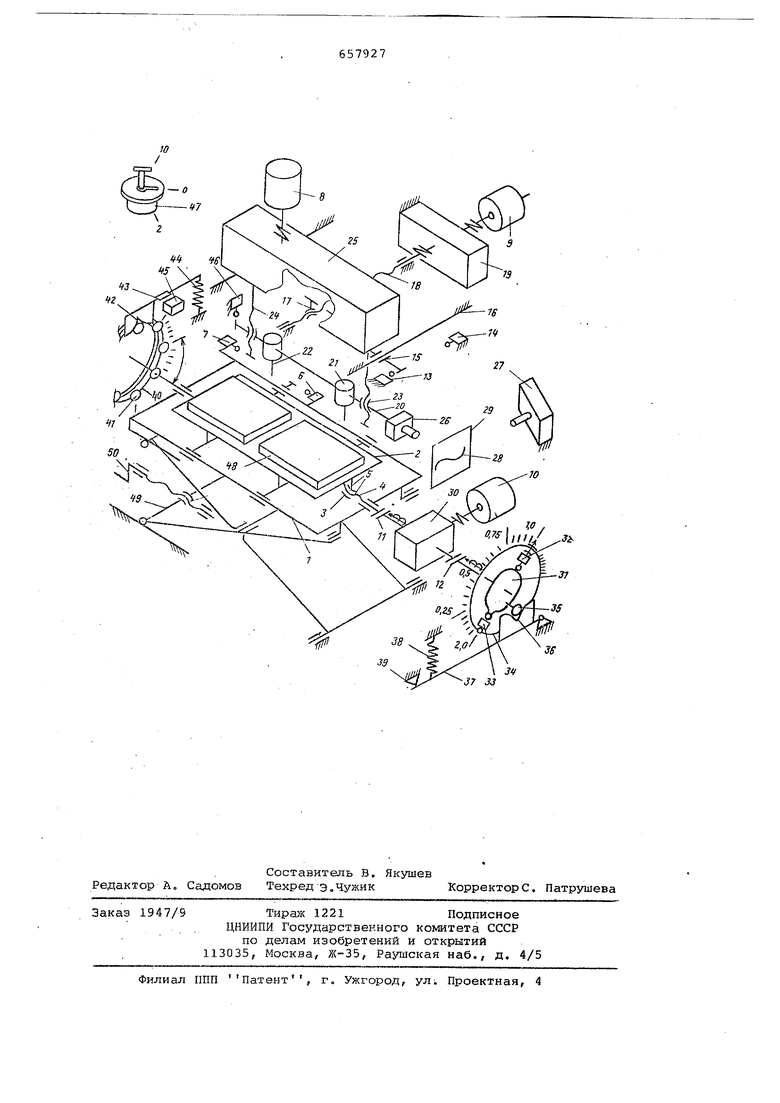
электродвигателями 8, 9 и 10, электр муфтами 11 и 12 и переключателем 13. Последний совместно с переключателем 14 установлен в точках, соответствующих исходному и конечному положениям каретки 15. Каретка 15, установленная на направляющих 16, с помощью сидящей жестко на ней гайки 17 приводится в движение ходовым вин том 18, врэмаемым электродвигателем 9 через редуктор 19. Траверса 20 с закрепленными на ней шпиндельными головками 21, несущими фрезы 22, с помощью жестко сидящих на ней гаек 23 приводится в движение ходовыми винтами 24, вращаемыми электродвигателем 8 через редуктор 25. Фотоголовка 26 следящей системы закреплена на траверсе 20, а проектор 27, проецирующий световую кри29 закреплевую 20 на матовый экран на станине 1. iia выходном валу червячного редук тора 30 с двух сторон насажены электромуфты 11 и 12, соединяющие ре дуктор с ходовым винтом 4 и кулачком 31. Кулачок 31, закрепленный на электромуфте 12, поочередно взаимодействует с двумя переключателями 32 и 33, закрепленными на круглом кронштейне-лимбе 34. Ролик 35, смонтированный на кулачке 31, имеет возможность периодически фиксироваться в исходном положении при помощи копира с выемкой 36. Последний закреплен на коромысле 37, снабженной пружиной 38 и упором 39. На противоположный конец ходового винта 4 насс1жен диск 40 с роликами 41. Копир Ф2 с выемкой закреплен на коромысле 43, снабженном пружиной 44 и приводимом в действие электромагни том 45. Переключатель 46 служит для остановки траверсы 20 в верхнем крайнем положении и связан с двигателями 8,9 и 10. Пульт управления 47 связан с переключателями 32, 33. Стол 2 с заготовкё1ми 48 имеет воз можность опускаться и подниматься в вертикальной плоскости с помощью Подъемного механизма 49 и винтовой пары 5 О. Механизм подачи стола копировальн фрезерного станка с программным управлением работает следующим образом По окончании контура кривой 28 шток, закрепленный на каретке 15, воздействует на переключатель 14, установленный по ширине обрабатываемой зоны. По сигналу этого переключателя выключается электродвигатель 9 и каретка 15 останавливается, вклю чается электродвигатель 8 и траверса 15 поднимается вверх, в исходное положение, по достижении которого она воздействует на переключатель 46. По команде переключателя 46 включается электродвигатель 9 на реверс и каретка 15 начинает двигаться в исходное положение; включается электродвигатель 10 шагового механизма и стол 2 подачи перемещается вперед на величину одного шага. Пере ключатель 32, установленный на кронштейне-лимбе 34 в одном из положений, в зависимости от требуемого шага, срабатывает от кулачка 31 и выключает электоомуфту 11. Винт 4 вместе со столом подачи. 2 останавливается посредством одного из роликоё 41 при помощи копира с выемкой 42. Копир с выемкой 42 с помощью подпружиненного коромысла 43 и электромагнита 45 устраняет неточность, фиксируя ролики 41 через кратный расстоянию между ними шаг. Включение электромагнита 45 происходит одновременно с выключением злектромуфты 11 от переключателя 32. Стол подачи 2 посредством ходового винта 4 и беззазорной сдвоенной гайки 3 передвигается вперед с предусмотренным заранее на лимбе 34 точным шагом. Электромуфта 11 остается выключенной до тех пор, пока кулачок 31 не воздействует на переключатель 33, по команде которого включается электродвигатель 10 и выключается электромуфта 11. Кулачок 31 после одного оборота посредством ролика 35 фиксируется в исходном положении при помощи копира с выемкой 36 и подпружиненного коромысла 37. Таким образом, неточность (разброс во времени) срабатывания переключателя 32 и злектромуфты 11, а также влияние инерционных сил компенсируется механически с помощью роликов 41, копира с выемкой 42, коромысла 43 и электромагнита 45. А неточность срабатывания переключателя 33 и влияние инерционных сил, вызванных от вращающихся элементов двигателя 10 и редуктора 30, компенсируется также механически с помощью ролика 35, копира с выемкой 36 и подпружиненного коромысла 37. Каретка 15, дойдя до исходного положения, воздействует на переключатель 13, по команде которого электродвигатель 9 выключается и каретка 15 останавливается, в проекторе 27 автоматически сменяется кадр; траверса 20, несущая шпиндели 21 и фотоголовку 26, начинает опускаться. Фотоголовка 26, уловив кривую контура 28, проектируемую проектором 27 на матовый экран 29, подает сигнал, по которому включается электродвигатель 9 горизонтального перемещения каретки 15. Каретка 15 приходит в движение и под управлением следящей системы движения по световой кривой 28 рельефа воспроизводимого орнамента. 5 6 Это движение будет продолжаться до тех пор, пока контур световой кривой 28 не закончится, т.е. пока опять каретка 15 со своим штокок не воздействует на переключатель 14, после чего повторяется весь процесс строчного слежения и обработки. И так праз, пока не будут обработаны заготовки 48 полностью. Перемещаясь в позицию для обработки контура последней линии зоны, стол 2 подачи воздействует на переключатель 6, сигнал которого запоминается до тех пор, пока траверса 20, поднявшись после обработки последней строки, не воздействует на переключатель 46. По парному сигналу переключателя 6 и 26 включается двигатель 9 и каретка 15 возвращается в исходное положение; отключается электромуфта 12; включается электродвигатель 10 на ревере, и стол 2, вернувшись в исходное положение и воздействовав на переключатель 7, останавливает злектродвигатель 10 и обесточивает станок. Переключатель 7 одновременно с выключением двигателя 10 включает электромагнит 45. Последний посредством одного из роликов 41, соответствующего строго исходному положению стола 2, фиксирует ходовой винт 4 при помощи копира с выемкой 42, закрепленного на подпружиненном коромысле 43. Для получения двухмиллиметрового шага переключатель 32 с помощью пульта управления 47 отключается. Рукоятка последнего занимает позицию 2, что соответствует 2-мм шагу. С установкой рукоятки пульта управления 47 в положение 2 переключатель 33 через каждый полный оборот кулачка 31 отключает муфту 11 и двигатель 10. Одновременно включается электромагнит 45, который посредством одного из роликов 41, соответствующего 2-мм шагу подачи стола 2, фиксирует ходовой винт 4 при помощи копира с выемкой 42, закрепленного на подпружиненном коромысле 43. Для получения 4-,6-,8- или 10-мм шага необходимо установить рукоятку универсального переключателя 47 соот- ветственно в положение 4, 6, 8 или 10 7 благодаря чему переключатель 33 будет отключать муфту 14 и двигатель 10 через 2, 3, 4 или 5 полных оборотов кулачка 31. Формула изобретения 1.Механизм подачи стола копировально-фрезерного станка с программным управлением, включающий ходовой винт с приводом, связанн-/ с ним беззазорную гайку, соединенную со столом, привод механизма и пульт управления, отличающийся тем, что, с целью получения мелкого шага подач с высокой точностью и бесступенчатой его регулировки в пределах от 0,05 до 2 мм, привод ходового винта выполнен в виде червячного редуктора, на выходном валу которого с двух его сторон закреплены электромуфты, однс из которых связана с ходовым винтом, а на ВТОРОЙ установлен кулачок с роликом для взаимодействия с переключателями, один из которых смонтирован с возможностью перемещения по окружности и связан с первой муфтой, а второй с приводом механизма, причем механизм снабжет подпружиненными коромыслами и установленными на них копирами с выемкой, один из которых связан с роликом кулачка, установленным с возможностью периодической фиксации, а второй с диском с роликами, которым снабжен ходовой винт для его периодической фиксации. 2.Механизм по п. 1, отличающийся тем, что ролики диска расположены в круговом пазу, выполненном на нем, с возможностью перемещения и изменения их количества. 3.Механизм по п. 1, отличающийся тем, что привод одного подпружиненного коромысла выполнен в виде электромагнита, связанного с первым переключателем, а переключатели связаны с пультом управления. Источники информации, принятые во внимание при экспертизе 1.Спиридонов А.А., Федоров В.Б. Металлорежущие станки с программным управлением. М., 1972, с. 176-177.
зе
34
J7 Д
| название | год | авторы | номер документа |
|---|---|---|---|
| Механизм шаговой подачи каретки копировально-фрезерного станка | 1976 |
|
SU616067A1 |
| МАШИНА ДЛЯ ОБВЯЗКИ ПАЧЕК ГАЗЕТ, ЖУРНАЛОВ, КНИГ И ТОМУ ПОДОБНЫХ ПРЕДМЕТОВ | 1971 |
|
SU308924A1 |
| Автоматизированный комплекс для штамповки деталей из полосового материала | 1985 |
|
SU1296269A1 |
| Сборочно-сварочный агрегат | 1990 |
|
SU1812035A1 |
| Устройство для маркировки изделий | 1984 |
|
SU1348221A1 |
| Устройство для загрузки плоских изделий, преимущественно выводных рамок интегральных схем | 1987 |
|
SU1499540A1 |
| Устройство для позиционирования исполнительного органа станка | 1982 |
|
SU1060417A1 |
| Устройство для дуговой сварки | 1990 |
|
SU1780958A1 |
| Способ фотокопировальной обработки и устройство для его осуществления | 1979 |
|
SU770751A1 |
| КЛИПСАТОР | 2000 |
|
RU2162638C1 |