31499540
снятия роботом загруженной кассеты с устройства с помощью приводов магазинов-накопителей 5 происходит их перемещение вверх на расстояние, равное одному шагу мехду пазами магазина. Таким образом, при следующем цикле работы устройства напротив захватов 24 каретки 21 оказываются следующие пазы магазина, заполненные перегружаемыми изделиями. 2 з.п. ф-лы, 13 ил.


| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для вырубки и сборкидЕТАлЕй | 1979 |
|
SU837485A1 |
| РОБОТИЗИРОВАННЫЙ КОМПЛЕКС ДЛЯ МНОГОПЕРЕХОДНОЙ ШТАМПОВКИ | 1993 |
|
RU2082527C1 |
| Автоматическая сборочная линия | 1985 |
|
SU1299772A1 |
| Автомат для сборки сердечников магнитопроводов электрических машин | 1980 |
|
SU959220A1 |
| Устройство для подачи заготовок и удаления изделий из штампа | 1989 |
|
SU1738440A1 |
| Устройство для отделения верхней заготовки от стопы и подачи ее в зону обработки | 1986 |
|
SU1524959A1 |
| Устройство для маркировки изделий | 1984 |
|
SU1348221A1 |
| Гибкий производственный модуль для штамповки изделий из ленточного материала | 1989 |
|
SU1713709A1 |
| Автоматизированный комплекс для штамповки | 1985 |
|
SU1291253A1 |
| Автоматизированная линия штамповки деталей | 1986 |
|
SU1389914A1 |

Изобретение относится к области приборостроения, в частности к автоматическим загрузочным устройствам для промышленных роботов, и может быть использовано при загрузке многоместных пресс-форм многокадровыми рамками интегральных схем. Цель изобретения - повышение производительности - достигается за счет того, что основание снабжено пневматическим переключающим клапаном 12, рамкой 18 с механизмом ее поворота относительно плиты 9 стола, выполненным из двух стоек 13, штока 14, установленного в стойках, двух зажимов, установленных на штоке 14 и жестко связанных с рамкой 18, двух пневмоцилиндров, установленных на основании и взаимодействующих с рамкой 18 посредством шарниров. Также устройство снабжено механизмом подачи изделий, выполненным в виде каретки 21 с двумя рядами захватов 24 для изделий, выполненных в виде двух губок, соединенных пластинчатой пружиной, поршня, жестко связанного со штоком 14, цилиндра 16, установленного на поршне с возможностью перемещения вдоль него, и двух упоров 23, закрепленных на каретке 21, взаимодействующих с пневматическим переключающим клапаном 12. Магазины-накопители 5, установленные с двух сторон стола, выполнены в виде секций, каждая из которых расположена напротив соответствующего ей захвата 24, и снабжены приводами их перемещения. Механизм поворота рамки 18 стола поворачивает ее вокруг оси штока 14 в вертикальное положение посредством пневмоцилиндров. После того, как робот опускает пустую кассету на установочные втулки стола, рамка 18 возвращается в исходное положение и прижимает кассету к плите 9 стола. Одновременно происходит включение механизма подачи изделий, т.е. включение цилиндра 16, который, перемещаясь по штоку 14, перемещает каретку 21 с опорными роликами 22 по рамке 18 в сторону одного из магазинов 5. Дойдя до магазина 5, захваты 24 с помощью подпружиненных губок входят в зацепление с изделиями, расположенными в пазах горизонтального ряда магазина 5. При этом упор 23 переключает клапан 12 и цилиндр 16 включается на обратный ход. Каретка 21 перемещается в исходное положение, а ее захваты 24 извлекают из пазов магазина 5 изделия и переносят к пустой кассете, перегружая их в одну из ее половин. Одновременно захваты 24 с другой стороны каретки 21 передвигаются к противоположному магазину 5 и в конце хода производят захват изделий. Далее происходит аналогичная загрузка второй половины кассеты. Во время снятия роботом загруженной кассеты с устройства с помощью приводов магазинов-накопителей 5 происходит их перемещение вверх на расстояние, равное одному шагу между пазами магазина. Таким образом, при следующем цикле работы устройства напротив захватов 24 каретки 21 оказываются следующие пазы магазина, заполненные перегружаемыми изделиями. 2 з.п.ф-лы, 13 ил.
Изобретение относится к приборостроению, в частности к роботизации производственных процессов гермтизации корпусов полупроводниковых приборов и интегральных схем, и может быть использовано при загрузке многоместных пресс-форм многокадровыми выводными рамками интегральных схем.
Цель изобретения - повьшение производительности .
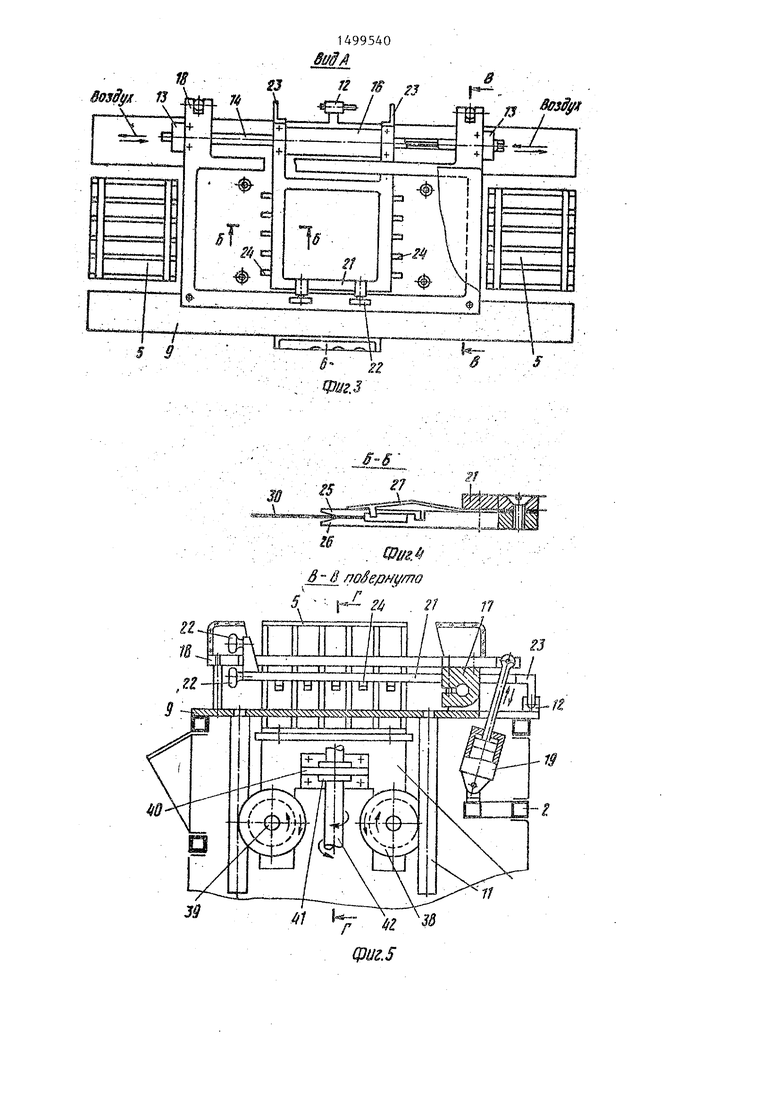
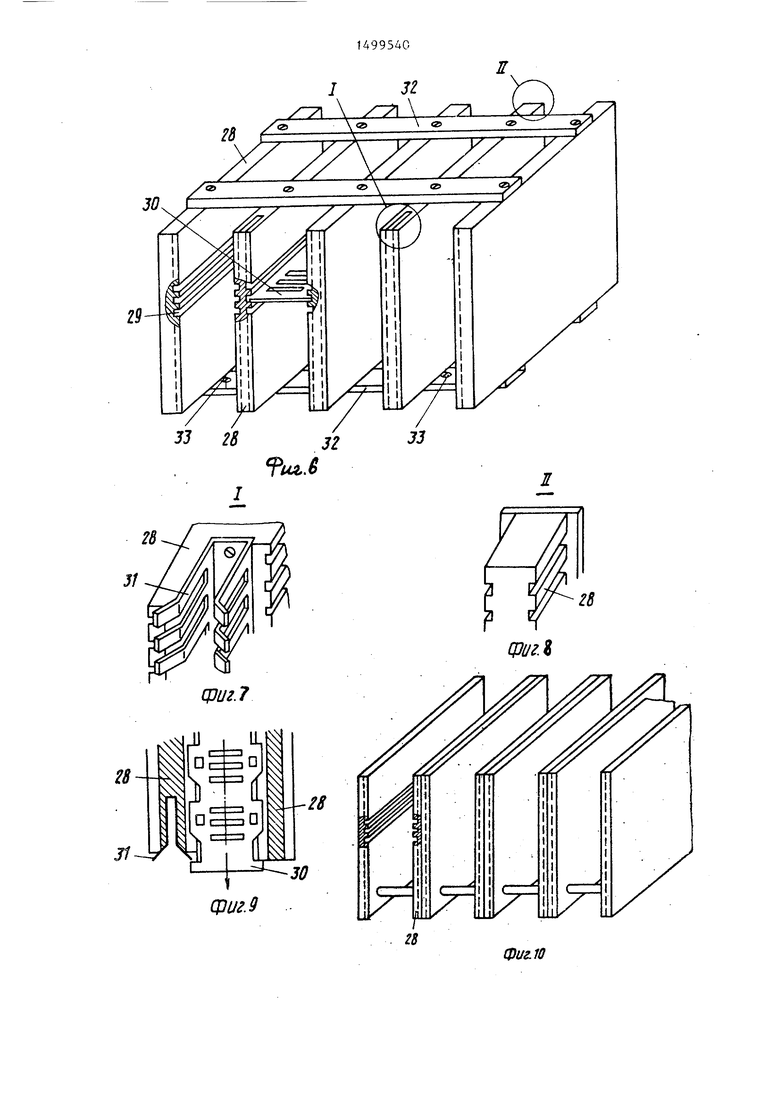
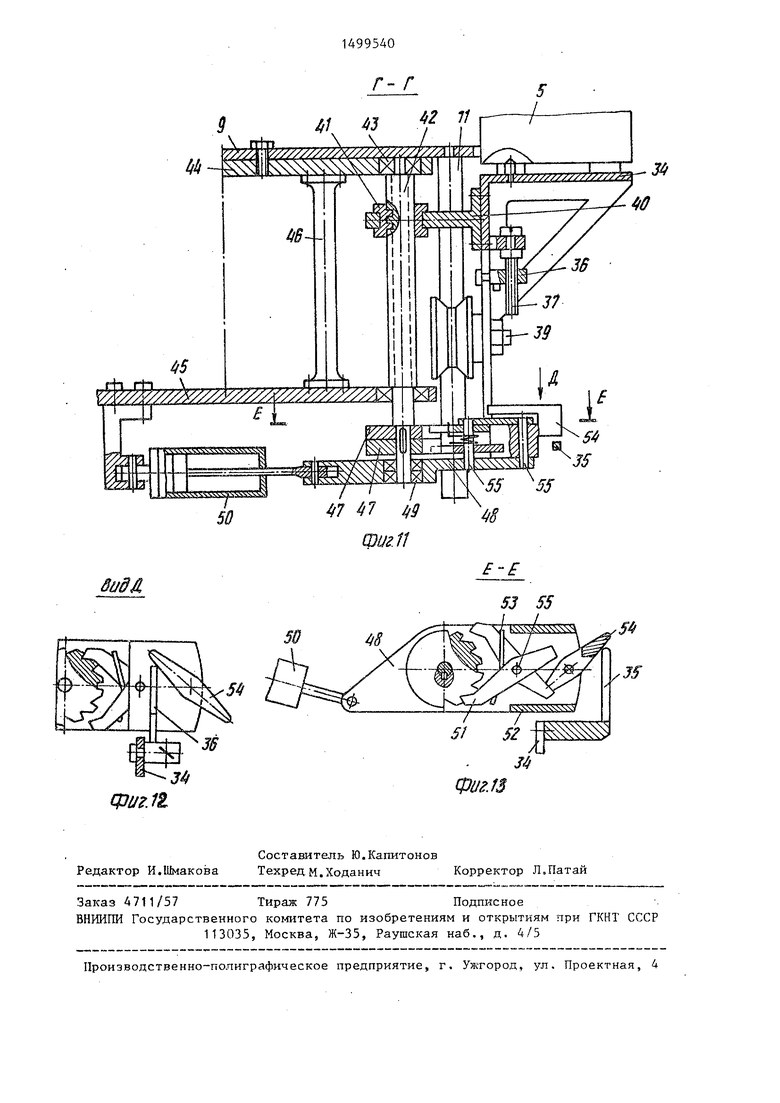
На фиг. 1 изображено устройство, общий ВИД} на фиг. 2 - стол, общий вид (рамка стола с кареткой в под- нятом положении); на фиг. 3 - ВРЩ А на фиг. 1; на фиг. 4 - разрез Б-Б на фиг. 3; на фиг. 5 - разрез В-В на фиг. 3i на фиг. 6 - магазин-накопитель для выводных рамок интеграль ных схем, общий вид; на фиг. 7 - узел I на фиг. 6; на фиг. 8 - узел I на фиг. 6j на фиг. 9 - схема расположения и удержания в пазах магазина выводной рамки интегральных схем посредством пружинящей защелки, позволяющей извлекать рамку из магазина только в направлении, указанном стрелкой{ на фиг. 10 - вариант выполнения магазина-накопителя в виде набора отдельных кассет, установленных рядом} на фиг. 11 - разрез Г-Г на фиг. 5; на фиг. 12 - вид Д на фиг. 11; на фиг. 13 - разрез Е-Е на фиг. 11.
Устройство для загрузки содержит основание 1, выполненное в виде сварного каркаса 2 и быстросъемных крьшек-ограждений 3. На основании смонтирован стол 4, по обе стороны
которого размещены магазины-накопители 5 для изделий, например вьтод- ных рамок интегральных схем. Перед столом расположен пульт 6 управления, а ниже на каркасе основания размещены блоки 7 и 8 соответственно электроавтоматики и пневмопрпборов. Стол устройства содержит плиту 9, на которой закреплены установочные
5 0
5 0 5 0 5
0
5
втулки 10 для фиксации Захвата робота, направляющие колонки 11, пневматический пер еключанищй клапан 12, две стойки 13, в которых закреплен за противоположные концы шток 14 с поршнем 15 и цилиндр 16 на нем. На штоке установлены два зажима 17, на которых закреплена рамка 18 стола, соединенная шарнирами с двумя пнев- моцилиндрами 19, входящими в механизм поворота рамки. У торцов цилиндра 16 размещены две опоры 20 скольжения, на которых закреплена каретка 21 механизма подачи изделий с опорными роликами 22. Каретка содержит два регулируемых упора 23 и два ряда захватов 24. Каждый пинцет содержит две губки 25 и 26, соединенные посредством 27.
Напротив захвата расположены магазины 5.
Каждый магазин содержит вертикальные стенки 28 с пазами 29 для вьюодных рамок интегральных схем 30, которые удерживаются в пазах посредством защелок 31. Стенки скреплены пл.анками 32. На нижней планке выполнены отверстия 33, которые используются для установки магазина на каретке 34.
Каждая каретка магазина-накопителя содержит закрепленные на ней упоры-переключатели 35 и 36, причем верхний упор 36 закреплен с возможностью перестановки посредством винта 37, а также опорные ролики 38 на осях 39 и кронштейн 40. Ролики оцираются на направляющие колонки 11 стола, а кронштейн служит для крепления ходовой гайки 41, которая расположена на ходовом винте 42 привода перемещения магазина-накопителя ,
Каждый ходовой винт закреплен в подшипниках 43 и установлен между двух плит 44 и 45, которые соединены стойками 46 и прикреплены к плите 9 стола 4. На винте закреплены два храповых колеса 47 посредством
51
шпонки, а корпус 48 закреплен на подшипниках А9. При помоош шарнира корпус 48 соединен с пневмоцилиндро 50, закрепленным на плите 45, а две собачки 51 и 52, пружина 53 кручения и кулачок 54 закреплены в корпусе на осях 55 с возможностью поворота.
Устройство работает (в автоматическом режиме) следующим образом (совместно с роботом).
В исходном положении перед началом работы рамка 18 стола находится в горизонтальном положении, каретка 21 расположена посредством стола 4, магазины 5, заполненные выводными рамками интегральных схем, установлены на каретках 34, которые находятся в верхнем (или нижнем) конечном положении.
При нажатии на кнопку Пуск, расположенную на пульте 6 управлени рамка 18 стола поворачивается вокру оси штока 14 в вертикальное положение посредством пневмоцилиндров 19. На плиту 9 стола 4 робот спускает пустую кассету 56 так, что установочные пальць кассеты входят в установочные втулки 10 стола. При этом датчики, установленные на столе, пе реключают пневмоцилиндры 19 на об- ратньй ход и рамка 18 стола возвращается в горизонтальное положение и прижимает кассету 56 к плите стола 9. Одновременно рамка 18 стола посредством датчиков (не показаны) производит включение цилиндра 16, которьй, перемещаясь по штоку 14, перемещает каретку 21 по рамке стол в сторону одного из магазинов 5 (например, правого). Дойдя до магазина захваты 24 правого ряда каретки 21 упираются в выводные рамки интегралных схем 30, которые, находясь в пазах 29 магазина, удерживаются защелками 31 и остаются на месте, а каретка продвигается еще на некоторое расстояние. При этом губки 25 и 26 саждого захвата 24, разжимаясь, краем вьшодной рамки, наползают на ее конец, преодолев усилие пружины 27, Происходит захват вьгеодных рамок с усилием, равным усилию пружины 27. Теперь каретка 21 находится в конечном правом положении, в котором ее упор 23 путем переключения клапана 12 переключает цилиндр 16 на обратный ход. Каретка уходит от
95406
правого магазина, а ее захваты извлекают из его пазов ряд выводных рамок и проносят их над пустой кассетой на некотором расстоянии от ее , поверхности (например, 5 мм). Причем при движении в этом направлении защелки 31 не удерживают рамки в магазине. Когда задние концы выводных 1Q рамок полностью выйдут из пазов, передние концы, зажатые в гуГжах, достигают середины стола и упираются в упорную планку, расположенную на кассете робота. Перемещение рамок 15 прекращается, а каретка 21 продвигается еще на некоторое расстояние, при этом губки захватов сдергиваются с конца рамок и освобожденные рамки падают на поверхность кассеты (по- 2Q падая перфорационными отверстиями на штифты). Правая половина кассеты загружена.
Одновременно с передвижением правых захватов к середине стола левые 25 захваты каретки 21 передвигаются к левому магазину и в конце хода производят захват выводных, рамок.
Теперь каретка находится в левом конечном положении, в котором ее 3Q упор 23 путем переключения клапана 12 переключает цилиндр 16 на обрат- ньй код. Каретка уходит от левого магазина, а ее захваты извлекают из его пазов ряд выводных рамок и проносят их над поверхностью кассеты робота до тех пор, пока рамки не упрутся (теперь с другорЧ стороны) в упорную планку на кассете и не упадут на ее поверхность. Левая по- . ловина кассеты тоже загружена.
Одновременно с передвижением левых пинцетов к середине стола, правые захваты каретки 21 подходят к правому магизину, пазы которого теперь пусты.
Теперь каретка снова находится в правом конечном положении, в котором ее упор 23 путем- переключения клапана 12 переключает цилиндр 16 на обратный ход. Каретка уходит от правого магазина и, дойдя до середины стола, останавливается посредством датчика, который стоит на столе, и, отсчитав заданное число ходов каретки, отключает цилиндр 16. При этом автоматически переключаются пневмоцилиндры 19 и рамка стола поворачивается в вертикальное положенне, освобождая захват робота.
35
4Б
50
55
1U
Робот снимает загруженьгую кассету с установки и переносит на другое оборудование (в пресс-форму). Каждьй последующий цикл загрузки устройство начинает автоматически при установке на стол пустой кассеты под робот. (Кассета 56 в конструкции устройства не входит).
Рамка 18 стола, повернувшись в вертикальное положение, посредством датчиков включает пневмоцилиндры 50, которые производят поворот корпусов 48, расположенных на ходовых винтах 42. Каждый корпус посредством одной из собачек 51 (вторая отжата кулачком 54), находяся в зацеплении с одним из храповых колес 47, поворачивает винт 42 на заданный угол (до упора). При повороте винта ходовая гайка 41 перемещает каретку магазина 34 и размещенный на ней магазин 5 на расстоянии, равное одному шагу между пазами магазина. Таким обра
зом, при следующем цикле работы ус- тановки на.против захватов 24 каретки 21 оказьшаются следующие пазы магазина, заполненные вьшодными рамками интегральных схем, и т.д., пока магазин не дойдет до конечного положения и полностью не опустеет.
В начале следующего цикла работы устройства, когда рамка стола 18 начинает отходить от вертикального положения, путем переключения датчика происходит включение обратного хода пневмоцилиндров 50, которые поворачивают корпус 48 в обратном направлении, причем каждый корпус поворачивается на подшипниках 49, а его собачка прощелкивает холостым ходом по храповому колесу, не поворачивая ходового винта 42, т.е. происходит возврат в исходное положе
ние.
I, . Когда магазины находятся в конечном положении (верхнем или нижнем), упор-переключатель 35 или 36, закрепленный на каретке 34, занимает положение на уровне кулачка 54 и при очередном повороте корпуса 48 кулачок 54 упирается в упор и поворачивается на 90. При этом происходит переключение храповых собачек. Кулачок 54 отводит от храпового колеса ту собачку, которая была в зацеплении с храповым колесом и освобождает другую, которая была отведена кулачком от храпового колеса.
10
9540
8
Теперь, при следующем повороте корпуса 48, ходовой винт поворачивается на заданньй угол в противоположном направлении и перемещение магазина 5 меняется на противоположное (до следующего конечного положения) .
В каждом конечном положении (нижнем и верхнем) пустые магазины снимаются с устройства и заменяются на заполненные.
5
0
5 О
5
0
5
0
5
Формула изо.бретения
° V О
ретка магазина вьшолнена с упорами- переключателями с возможно.стью взаимодействия с кулачками привода магазина, причем верхний упор выполнен в виде винта с возможностью регулировки величины хода каретки магазина, равной его высоте.
Л
Ы
воздух 13
3
Г.
// 7В /J
/
5 9
: Фиг.з
: QS i% Jia%UJ °Rifi KSi
AlJL oSe/3H /7io
5 /4 . i /
П
3
Г.
fj
r/
-
J
/ 31У-л
х хт ) Х71
a7z//.7
фиг. 9
Z8
ЦЗигЛ
Фиг, 10
7 7 Ц)иг.П
МЛ
Г- г
-
53 55
s 5г
А /
| Устройство для перегрузки изделий | 1984 |
|
SU1217624A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Машина для разделения сыпучих материалов и размещения их в приемники | 0 |
|
SU82A1 |
